1.本实用新型属于纸浆模塑成定型设备技术领域,涉及一种半自动纸浆模塑成定型用机械手。
背景技术:
2.纸浆模塑是一种立体造纸技术,其中纸浆以植物纤维为原料,经不同加工方法制得的纤维状物质,如木浆、草浆、麻浆、苇浆、蔗浆和竹浆等,而对于模塑则主要是通过采用立体模具来进行吸附成型和干燥定型,从而得到相应的纸浆模塑产品。纸浆模塑产品包括餐盒、餐具以及工业缓冲包装等,发展十分迅速。用来生产纸浆模塑产品的设备由于主要包括成型部分和定型部分,所以将其称之为成定型设备,其工作过程包括供浆、注浆、抽水、吸附、成坯、热压、干燥和分离操作。成定型机械手是用来对纸浆模塑产品在纸浆模塑成定型的成型机与定型机进行转移与输送的装置。
3.目前,用纸制造餐盒与餐具的纸浆模塑成定型机械手,主要包括龙门架、一个吸盘架、一个转移模和两套移动机构。其中,龙门架的同一水平高度同时分布两套移动机构,而移动机构能够带动转移模和吸盘架沿横向、纵向和竖向移动。该机械手能够同时进行湿胚转移和干胚取出,有利于提高生产效率。不过,该装置中存在的问题是,其转移模具有从纸浆模塑成定型设备的成型机中吸取湿坯和向纸浆模塑成定型设备的定型机中放置湿坯的功能,不能对干坯进行及时转移,而本装置仅有的一套吸盘架既要从定型机中取走干坯,又要将干坯转移到裁切机中,还要将裁切好的产品进行翻转,吸盘架被过分利用不仅会增加故障概率,还直接影响到纸浆模塑成型设备的生产能力。
技术实现要素:
4.本实用新型针对上述的机械手所存在的技术问题,提出一种设计合理、结构简单、工作效率较高、综合利用程度较高且有利于提高生产能力的一种半自动纸浆模塑成定型用机械手。
5.为了达到上述目的,本实用新型采用的技术方案为,本实用新型提供的一种半自动纸浆模塑成定型用机械手,包括机架,吸盘架和转移模,所述吸盘架的驱动端和转移模的驱动端设置有两套移动机构,其特征在于,所述机架包括上下平行分布的上横梁和下横梁,所述吸盘架包括吸引端朝下的上吸盘架和吸引端朝上的下吸盘架,所述上吸盘架设置在上横梁上,所述两套移动机构分别为干坯移动机构和湿坯移动机构,所述干坯移动机构包括相对独立的上干坯移动机构和下干坯移动机构,所述上干坯移动机构用来驱动上吸盘架作横向运动和竖向运动,所述下干坯移动机构用来驱动下吸盘架作纵向运动和竖向运动,所述下吸盘架的驱动端还设置有翻转机构,所述转移模和湿坯移动机构设置在下横梁上,所述湿坯移动机构用来驱动转移模作竖向运动、横向运动和纵向运动,所述转移模包括吸引端朝上的吸干坯盘架和吸引端朝下的吸湿坯盘架,所述吸湿坯盘架用来从纸浆模塑成定型机的成型部取走湿坯并将湿坯放入纸浆模塑成定型机的定型部,所述吸干坯盘架用来从纸
浆模塑成定型机的定型部取走干坯。
6.作为优选,所述上干坯移动机构包括与上吸盘架连接的上移动座,所述上移动座活动设置在横向的第一齿条导轨上,所述第一齿条导轨设置在上横梁上,所述第一齿条导轨的动力端设置有第一齿轮电机,所述上移动座的一侧设置有竖向的第二齿条导轨,所述第二齿条导轨的动力端设置有第二齿轮电机。
7.作为优选,所述下干坯移动机构包括与下吸盘架连接的下移动座,所述下移动座远离转移模的一侧设置有竖向的第三齿条导轨和纵向的第四齿条导轨,所述第三齿条导轨和第四齿条导轨的动力端分别设置有第三齿轮电机和第四齿轮电机。
8.作为优选,所述翻转机构包括翻转气缸,所述翻转气缸的扭矩输出端设置有连接杆,所述连接杆与下吸盘架转动连接。
9.作为优选,所述上移动座和下移动座均为两向移动座,所述两向移动座包括两个通过滑轨滑块机构活动抱合的连接座,所述上移动座和下移动座均通过滑轨滑块机构与机架连接。
10.作为优选,所述机架的一侧设置有防护网架。
11.作为优选,所述下吸盘架的一侧设置有扫料刷。
12.与现有技术相比,本实用新型的优点和积极效果在于:
13.1、本实用新型提供的一种半自动纸浆模塑成定型用机械手,其转移模的吸湿坯盘架在将湿坯移动至纸浆模塑成定型机的定型部中的同时由其吸干坯盘架将干坯取走,丰富了转移模的功能,从而便于吸盘架和干坯移动机构对干坯进行转移。
14.2、本实用新型提供的一种半自动纸浆模塑成定型用机械手,其干坯移动机构采用上吸盘架对干坯进行竖向吸取和横向转移,而采用下吸盘架将干坯送往裁切且再翻转扣放。通过采用上吸盘架与下吸盘架组合操作的形式大大提高了吸盘架的工作灵活性以及效率,并且延长了吸盘架整体的实际使用寿命。
15.3、本实用新型提供的一种半自动纸浆模塑成定型用机械手,其机架的上横梁和下横梁为吸盘架和转移模提供了合理的移动路径,有效保证整个产品转移的高效性。
16.本装置设计合理、结构简单、工作效率较高、综合利用程度较高且有利于提高生产能力,适合大规模推广。
附图说明
17.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
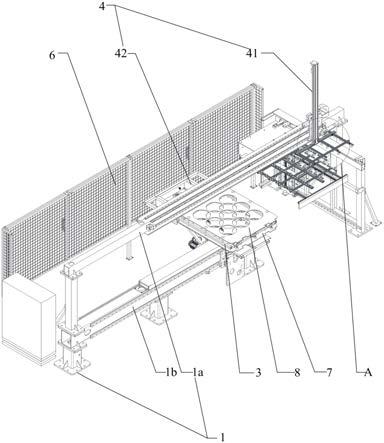
18.图1为实施例提供的一种半自动纸浆模塑成定型用机械手的轴测图;
19.图2为实施例提供的图1中a结构的放大示意图;
20.图3为实施例提供的一种半自动纸浆模塑成定型用机械手的俯视图;
21.图4为实施例提供的一种半自动纸浆模塑成定型用机械手的主视图;
22.图5为实施例提供的一种半自动纸浆模塑成定型用机械手的侧视图;
23.图6为实施例提供的图3中b结构的放大示意图;
24.图7为实施例提供的图5中c结构的放大示意图;
25.图8为实施例提供的干坯移动机构的主视图;
26.以上各图中:
27.1、机架;11、上横梁;12、下横梁;
28.2、吸盘架;21、上吸盘架;22、下吸盘架;
29.3、转移模;31、吸干坯盘架;32、吸湿坯盘架;
30.4、移动机构;41、干坯移动机构;411、上干坯移动机构;4111、上移动座;4112、第一齿条导轨;4113、第一齿轮电机;4114、第二齿条导轨;4115、第二齿轮电机;412、下干坯移动机构;4121、下移动座;4122、第三齿条导轨;4123、第四齿条导轨;4124、第三齿轮电机;4125、第四齿轮电机;42、湿坯移动机构;43、滑轨滑块机构;
31.5、翻转机构;51、翻转气缸;52、连接杆;
32.6、防护网架;7、湿坯;8、干坯;9、扫料刷。
具体实施方式
33.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。为叙述方便,下文如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用。
34.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
35.实施例,如图1—8所示,本实用新型提供的一种半自动纸浆模塑成定型用机械手,包括机架1,吸盘架2和转移模3,所述吸盘架2的驱动端和转移模3的驱动端设置有两套移动机构4。本实用新型对机架1的整体形式、转移模3的吸取功能、吸盘架2的分布和移动机构4的分布均提出了改进,以提高本装置在进行转移产品作业中的工作效率。
36.具体地,本实用新型提供的机架1包括上下平行分布的上横梁11和下横梁12,吸盘架2包括吸引端朝下的上吸盘架2和吸引端朝上的下吸盘架2,上吸盘架2设置在上横梁11上,两套移动机构4分别为干坯移动机构41和湿坯移动机构42,干坯移动机构41包括相对独立的上干坯移动机构411和下干坯移动机构412,上干坯移动机构411用来驱动上吸盘架2作横向运动和竖向运动,下干坯移动机构412用来驱动下吸盘架2作纵向运动和竖向运动,下吸盘架2的驱动端还设置有翻转机构,转移模3和湿坯移动机构42设置在下横梁12上,湿坯移动机构42用来驱动转移模3作竖向运动、横向运动和纵向运动,转移模3包括吸引端朝上的吸干坯盘架31和吸引端朝下的吸湿坯盘架32,吸湿坯盘架32用来从纸浆模塑成定型机的成型部取走湿坯并将湿坯放入纸浆模塑成定型机的定型部,吸干坯盘架31用来从纸浆模塑成定型机的定型部取走干坯。吸干坯盘架31和吸湿坯盘架32可采用以吸盘为执行件、气源站为动力源的结构。
37.在本装置中,转移模3的吸湿坯盘架32在湿坯移动机构42的带动下从纸浆模塑成定型机的成型部吸取湿坯;湿坯连同转移模3在在湿坯移动机构42的带动下朝纸浆模塑成定型机的定型部方向移动;定型部敞口之后其内部的干坯被带自动抬升,由吸干坯盘架31
将干坯吸引同时将湿坯放入准热压定型工位;转移模3在湿坯移动机构42的带动下连同干坯可离开定型部并朝成型部方向移动。进一步地,上吸盘架2在上干坯移动机构411的带动下先下降吸取干坯,然后作竖向移动并沿着横梁的长度方向作直线移动,直到将干坯移动至下吸盘架2的上方;下吸盘架2在下干坯移动机构412的带动下作纵向移动直到将干坯送到裁切设备中,裁切设备将干坯的单元裁切下来之后再由下吸盘架2吸取并后撤,下吸盘架2向下运动以让出足够空间进行翻转,翻转机构令下吸盘架2连同数个干坯单元翻转倒扣,从而完成一套完整的生产步骤,如此循环进行生产作业。
38.本装置通过丰富转移模3的功能分担了吸盘架2的工作强度,而吸盘架2通过采用上吸盘架2与下吸盘架2组合操作的形式大大提高了吸盘架2的工作灵活性以及效率,并且延长了吸盘架2整体的实际使用寿命。机架1的上横梁11和下横梁12为吸盘架2和转移模3提供了合理的移动路径,有效保证整个产品转移的高效性。
39.为了提高上干坯移动机构411对上吸盘架2的驱动性能,本实用新型提供的上干坯移动机构411包括与上吸盘架2连接的上移动座4111,上移动座4111活动设置在横向的第一齿条导轨4112上,第一齿条导轨4112设置在上横梁11上,第一齿条导轨4111的动力端设置有第一齿轮电机4113,上移动座4111的一侧设置有竖向的第二齿条导轨4114,第二齿条导轨4114的动力端设置有第二齿轮电机4115。其中,上移动座4111作为上吸盘架2和部分上干坯移动机构411的安装基础,而本上干坯移动机构411的竖向动作和横向动作均由齿条导轨和齿轮电机完成动力传递,传动效率较高,有利于保证上吸盘架2的移动稳定性,提高转移干坯的效率。
40.为了提高下干坯移动机构412对下吸盘架2的驱动性能,本实用新型提供的下干坯移动机构412包括与下吸盘架2连接的下移动座4121,下移动座4121远离转移模3的一侧设置有竖向的第三齿条导轨4122和纵向的第四齿条导轨4123,第三齿条导轨4122和第四齿条导轨4123的动力端分别设置有第三齿轮电机4124和第四齿轮电机4125。其中,下移动座4121作为下吸盘架2和部分下干坯移动机构412的安装基础,而本下干坯移动机构412的竖向动作和纵向动作均由齿条导轨和齿轮电机完成动力传递,传动效率较高,有利于保证下吸盘架2的移动稳定性,提高转移干坯的效率。
41.为了提高翻转机构5的高效性,本实用新型中的翻转机构5包括翻转电机51,翻转电机51的扭矩输出端设置有连接杆52,连接杆52与下吸盘架2转动连接。通过启动翻转气缸51进行180度旋转即可将正放的产品进行倒扣,转动灵活,执行能力较强。
42.为了提高干坯移动机构41的活动灵活性,本实用新型提供的上移动座4111和下移动座4121均为两向移动座,两向移动座包括两个通过滑轨滑块机构活动抱合且移动方向互相垂直的连接座;同时,上移动座4111通过滑轨滑块机构与机架1的上横梁11连接,而下移动座4121通过滑轨滑块机构43与机架1的侧架连接,连接可靠性较高,活动灵活性较好。
43.为了提高生产作业的安全性,本实用新型在机架1的一侧设置有防护网架6,防护网架6可覆盖干坯8和湿坯7的转移空间的正面。
44.考虑到干坯在裁切设备中会产生一定的裁切废料,为了提高生产效率,本实用新型在下吸盘架2的一侧设置有扫料刷8,由扫料刷8随下吸盘架2进行移动,而且处于下吸盘架2的靠近裁切设备的一端,这样可将裁切废料自动扫除,为后续的完整干坯提供干净的环境。
45.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。