1.本发明总体上涉及聚合物纤维的生产,更具体地,涉及一种基于聚合物溶液的纺丝技术生产聚合物纤维的装置和方法、以及基于该聚合物纤维的非织造聚合物材料。
背景技术:
2.对于由各种聚合物制成以满足各种客户端使用需求的纤维产品的需求与日俱增。因此,由于具有较大的比表面积,聚合物细纤维结构越来越多地被研究用于各种应用,例如:纺织材料、医疗假肢、建筑材料、增强材料和吸收材料。大多数非织造微纤维或纳米纤维网是通过静电纺丝、熔体纺丝、熔喷或吹塑纺丝生产的。静电纺丝是一种用于生产纳米纤维的电荷诱导纺丝方法。除了缓慢的纤维生产速率(即单位时间内生产的纤维质量)之外,静电纺丝的另一个缺点是收集的材料必须是导电的,以免在材料上形成电荷聚集。静电纺丝需要高电压,这使得这项技术很危险。因此,需要更安全的解决方案。此外,静电纺丝中使用的溶剂必须是至少在一定程度上导电的,从而限制了可能的溶剂范围。熔喷和熔体纺丝使纳米纤维材料的工业或商业规模制造成为可能,生产速率从每24小时约几百公斤到约几吨不等,因此需要更高的资本投入。熔喷和熔体纺丝都需要在纺丝程序之前将聚合物熔化。这限制了可纺聚合物的数量,因为许多聚合物、尤其是生物来源的聚合物由于在熔化前会分解而无法进行熔化。此外,熔喷和熔体纺丝还受到熔化聚合物粘度的限制,该粘度必须足够低,以使聚合物熔体能够挤出,并使气流能够将聚合物熔体拉伸成纤维形式。人们使用静电纺丝和熔喷技术的元素开发了溶液吹塑纺丝技术,作为制造微米和纳米纤维非织造网的替代方法,该微米和纳米纤维的直径与静电纺丝工艺制造的直径相当。吹塑纺丝法的溶液流动缓慢,导致纤维产量低。
3.试图生产聚合物微纤维或纳米纤维材料的现有装置和方法具有较低的纤维生产速率。此外,使用已知方法,由于大规模生产的选择有限,很难充分发挥微纤维和纳米纤维的全部潜力。虽然对生物基和生态友好型微纤维及纳米纤维的需求正在增长,但目前还没有快速且经济高效的方法来大规模生产生物基微纤维和纳米纤维。目前,已知方法要么昂贵要么缓慢,而且仅限于某些聚合物和溶剂。因此,需要解决现有技术中的上述技术缺陷,以使用多种聚合物,以更高的纤维生产速率、以廉价且简单的机械要求来生产聚合物纤维。
技术实现要素:
4.本发明旨在提供一种高效的装置和方法,用于使用多种聚合物(例如合成聚合物、生物基聚合物等)以廉价且简单的机械要求连续生产聚合物纤维。本发明的目的是提供一种解决方案,该解决方案至少部分克服现有技术中遇到的问题,并提供了改进的方法和系统,用于以更高的纤维生产速率生产合成聚合物纤维和生物基聚合物纤维,且不需要制造公差低的精密工程部件,也不需要使用有毒化学品。本发明的目的通过所附独立权利要求中提供的解决方案来实现。本发明的有利实施方式在从属权利要求中进一步限定。
5.根据第一方面,本发明提供一种用于生产聚合物纤维的装置,该装置包括:至少一
个喷嘴,其被配置为接收聚合物溶液和压缩气体射流,其中,该至少一个喷嘴包括:具有中空空间的主体、第一开口端和与第一开口端相对的第二端、所述第二端处的所述压缩气体射流第一入口、以及被安装为穿过第二端和中空空间的至少一根管状纤维纺丝针,其中,至少一根管状纤维纺丝针包括从所述第一开口端突出的未固定远端、与未固定远端相对的近端、近端处的聚合物溶液入口、未固定远端处的聚合物溶液出口,其中,至少一根管状纤维纺丝针的近端固定于至少一个喷嘴的第二端;泵,其被配置为泵送聚合物溶液通过至少一个喷嘴的至少一根管状纤维纺丝针;气体压缩机,其被配置为将压缩气体射流引导到至少一个喷嘴的所述压缩气体射流第一入口中;以及至少一根管状纤维纺丝针的未固定远端的第一移动装置。
6.本发明的装置能够以更高的纤维生产速率、以廉价和简单的机械要求在线(in-line)持续生产聚合物纤维;使用多种聚合物(例如合成聚合物、生物基聚合物)和溶剂生产聚合物纤维是节能的,因为它不需要高电压。本装置生产的聚合物纤维是无毒的,因为该装置能够在聚合物纤维配制后蒸发所有溶剂,从而能够获得无毒聚合物纤维。与传统解决方案相比提高的生产速率是通过至少一个喷嘴实现的,该喷嘴使离心力作用在管状纤维纺丝针上,引起管状纤维纺丝针的旋转运动,并且每个喷嘴的聚合物注射速率比已知技术高十倍以上。管状纤维纺丝针的旋转运动将聚合物溶液射流分解成液滴。然后液滴在气流中被加速并拉长,导致每个液滴形成纤维。这种装置配置能够比已知装置更快地形成纤维,从而具有更高的生产速率。此外,在不同的实施例中,该装置能够实现多个喷嘴,这允许同时形成多根纤维,与一次仅从单个喷嘴形成一根纤维的装置相比,产生更高的纤维生产速率。
7.根据第二方面,提供了一种生产聚合物纤维的方法,该方法包括:通过至少一个喷嘴的至少一根管状纤维纺丝针的聚合物溶液入口,将聚合物溶液泵入至少一个喷嘴;通过第一压缩气体入口将压缩气体射流输送到至少一个喷嘴中;通过所输送的压缩气体射流向至少一根管状纤维纺丝针施加运动;在至少一根管状纤维纺丝针的远端尖端部形成聚合物溶液的液滴;以及自所形成的液滴获得聚合物纤维,其中,聚合物纤维的直径为0.2至10微米、更具体地为0.1至10微米。
8.本发明的方法能够通过在线持续生产提高纤维生产速率,并获得具有独特形态的聚合物纤维,从而产生较大的比表面积。通过向管状纤维纺丝针施加运动(例如振动),振动的管状纤维纺丝针确保聚合物不会从管状纤维纺丝针尖端部的聚合物溶液中沉淀析出。该方法能够使用合成聚合物和生物基聚合物来生产聚合物纤维,这为生产用于不同类型材料和应用的不同类型聚合物纳米纤维网提供了更多可能性。本发明的方法的另一个优点是该方法能够以小规模到大规模(即在实验室规模生产和大规模生产之间)生产微纤维和纳米纤维材料。本发明的实施例不需要使聚合物纤维生产工艺中使用的聚合物熔化。因此,也可以从生物基聚合物纺出纤维,其中许多聚合物不能耐受高温。该方法能够实现比目前现有技术高得多的聚合物纤维生产速率。
9.例如,使用生物基聚合物可产生若干显著效果。由生物基聚合物制成的材料是可生物降解和可生物吸收的。由于生物基聚合物通常不会熔化,因此该聚合物的唯一配方是将它们溶解在溶剂中。例如,明胶纤维生产的一大优势是它能够使用水作为溶剂。因此,在明胶纤维的制造中不使用有毒化学品。如果与其他类型的溶剂一起使用,本发明的方法能够蒸发所有溶剂,从而能够获得无毒聚合物纤维。例如,在医疗领域,需要使用无毒聚合物
纤维制成的材料。此外,生物基聚合物由于其他几个原因很重要。生物基聚合物为世界上越来越多的不可生物降解塑料废物提供了解决方案。与许多合成聚合物不同,生物基聚合物并非源自不可再生资源。第三,生物基聚合物的一个主要应用领域是医疗领域,在该领域中,使用过的材料在完成其任务后在体内分解是有利的。对于这种情况,生物降解性是一个关键方面。
10.根据第三方面,提供了一种用于生产聚合物纤维的聚合物溶液,该聚合物溶液包含溶解在至少一种溶剂中的至少一种聚合物,至少一种聚合物的浓度为至少一种溶剂的重量的9%至45%,聚合物溶液的粘度为1毫帕斯卡
·
秒至5000帕斯卡
·
秒。本发明的聚合物溶液、装置和方法的实施例能够以微米和纳米尺度生产聚合物纤维。通过改变方法参数,可以仅生产纳米纤维、仅生产微纤维或同时在微纳米范围内部分地生产纤维。实现哪种选择取决于具体的材料和条件的组合。此外,聚合物溶液用于生产聚合物纤维的另一个优点是聚合物溶液的组分可以蒸发,因此得到的聚合物纤维不含任何有毒化学物质。
11.根据第四方面,提供了一种包含通过本方法生产的聚合物纤维的聚合物材料,其用于制造无纺过滤材料、类皮革纺织品、骨再生生物材料、伤口护理材料、用于细胞培养和组织工程的3d支架、电容器的电极材料、陶瓷纳米纤维(例如,al2o3纳米纤维)、细胞培养肉。由根据本发明的聚合物纤维制成的材料的优点在于,包含聚合物纤维的材料透气且蓬松,具有纳米纤维扭转带型网眼形态。与传统纺丝技术相比,基于聚合物纤维的材料还具有优异的拉伸强度和更好的机械性能。
12.本发明的实施例消除了用于生产聚合物纤维的现有已知方法中的上述缺点。本发明的实施例的优点在于,这些实施例能够以更高的生产速率、以廉价且简单的机械要求在线持续生产聚合物纤维。这些实施例与用于聚合物纤维生产的多种合成聚合物、生物基聚合物和溶剂兼容。本实施例是节能的,因为不需要高电压。本发明的附加方面、优点、特征和目的从附图和结合以下所附权利要求解释的示例性实施例的详细描述中变得显而易见。应当理解,本发明的特征易于以各种组合进行组合,而不脱离所附权利要求所定义的本发明的范围。
附图说明
13.当结合附图阅读时,可以更好地理解上述发明内容以及下文中对示例性实施例的详细描述。为了说明本发明,附图中示出了本发明的示例性构造。然而,本发明不限于本文公开的特定方法和手段。此外,本领域技术人员将理解附图不是按比例绘制的。在可能的情况下,相同的元素用相同的数字表示。现在将参考以下图表仅通过示例来描述本公开的实施例,其中:
14.图1是根据本发明实施例的用于生产聚合物纤维的装置的示意图;
15.图2a是根据本发明的一实施例的图1的喷嘴处的俯视图的示意图,该喷嘴具有配置为生产聚合物纤维的圆柱形主体;
16.图2b是根据本发明的一实施例的图1的喷嘴处的俯视图的示意图,该喷嘴具有配置为生产聚合物纤维的圆锥形主体;
17.图3a是根据本发明的一实施例的、具有圆柱形中空空间的图2a的喷嘴的横截面图a-a的示意图;
18.图3b是根据本发明的一实施例的、具有圆锥形中空空间的图2a的喷嘴的横截面图a-a的示意图;
19.图3c是根据本发明的一实施例的、具有圆柱-圆锥形中空空间的图2a的喷嘴的横截面图a-a的示意图;
20.图3d是根据本发明的一实施例的、具有圆锥形主体和圆锥形中空空间的图2b的喷嘴的横截面图b-b的示意图;
21.图3e是根据本发明实施例的包括套筒的喷嘴的示意图;
22.图4a是根据本发明的一实施例的、喷嘴的管状纤维纺丝针的振动运动和聚合物纤维纺丝工艺的示意图;
23.图4b是根据本发明的一实施例的、喷嘴的管状纤维纺丝针的振动运动和从图4a的循环移动的聚合物溶液液滴开始的聚合物纤维纺丝工艺的示意图;
24.图5是根据本发明的一实施例的用于生产聚合物纤维材料的装置的示意图;
25.图6是根据本发明的一实施例的用于生产聚合物纤维材料的、具有加热单元和溶剂蒸发室的装置的示意图;
26.图7是根据本发明的一实施例的、包括被配置为生产聚合物纤维的喷丝头的装置的示意图;
27.图8a是根据本发明的一实施例的、被配置为生产聚合物纤维的喷丝头的示意图;
28.图8b是根据本发明的一实施例的、被配置为生产聚合物纤维的喷丝头的示意图;
29.图9是示出根据本发明的一实施例的用于生产聚合物纤维的方法的流程图;
30.图10是根据本发明的聚合物纤维的形态的图示。
具体实施方式
31.以下详细描述说明了本发明的实施例以及可以实现它们的方式。尽管已经公开了实施本发明的一些模式,但是本领域技术人员将认识到存在用于实施或实践本发明的其他实施例。
32.根据第一方面,提供了一种用于生产聚合物纤维的装置,该装置包括:至少一个喷嘴,其被配置为接收聚合物溶液和压缩气体射流,其中,该至少一个喷嘴包括具有中空空间的主体、第一开口端和与第一开口端相对的第二端、第二端处的压缩气体射流第一入口、以及被安装为穿过第二端和中空空间的至少一根管状纤维纺丝针,其中,至少一根管状纤维纺丝针包括从第一开口端突出的未固定远端、与未固定远端相对的近端、近端处的聚合物溶液入口、未固定远端处的聚合物溶液出口,其中,至少一根管状纤维纺丝针的近端固定于至少一个喷嘴的第二端;泵,其被配置为泵送聚合物溶液通过至少一个喷嘴的至少一根管状纤维纺丝针;气体压缩机,其被配置为将压缩气体射流引导到至少一个喷嘴的所述压缩气体射流第一入口中;以及至少一根管状纤维纺丝针的未固定远端的第一移动装置。
33.该实施例的优点在于它能够以更高的生产速率、以廉价且简单的机械要求在线持续生产聚合物纤维。本实施例的装置能够使用多种聚合物(例如,合成聚合物、生物基聚合物等)和用于聚合物纤维生产的溶剂。该装置是节能的,因为它不需要高电压。此外,该装置便于使用具有较低的耐受温度的聚合物以及使用溶解在溶剂中的所述聚合物来生产聚合物纤维。因此,生产聚合物纤维不需要熔化聚合物。
34.因此,该装置能够更有效地从聚合物溶液中生产聚合物纤维,并提高聚合物纤维的生产速率。在本发明的实施例中,压缩气体射流引起作用在至少一根管状纤维纺丝针上的扭矩。此处所用的术语“至少一根管状纤维纺丝针”是指本发明实施例的一根或多根管状纤维纺丝针,以下在本发明全文中统称为管状纤维纺丝针。根据本发明的一实施例,管状纤维纺丝针可以是注射器针型布置。纺丝空气涡流施加的扭矩又引起管状纤维纺丝针的振动运动。这会对管状纤维纺丝针的未固定远端产生振动效应,从而有助于防止聚合物溶液在管状纤维纺丝针的尖端部沉淀。
35.该装置还为越来越多的不可生物降解塑料废物提供了解决方案,因为它能够从可再生资源(例如生物基聚合物,如明胶、胶原蛋白等)生产聚合物纤维。该装置还能够生产微纤维和纳米纤维,包括同时在微米和纳米范围内部分地分布纤维的直径。此外,该装置能够以较高的纤维生产速率和较低的生产成本在小规模、中规模和大规模生产聚合物纤维。
36.压缩气体射流通过压缩气体第一入口被输送到喷嘴的中空空间。根据本发明的实施例,喷嘴可以具有例如圆柱形或圆锥形的外部形状。喷嘴的圆锥形形状使压缩气体射流的气流能够从喷嘴中排出,从而利用文丘里效应从喷嘴的侧面获得额外的空气。文丘里效应是当压缩气体射流流过圆锥形喷嘴时导致的压力降低。此外,外部圆锥形形状能够节省材料。
37.压缩气体入口偏离喷嘴轴线并穿过喷嘴主体形成,使得喷嘴的中空空间的远侧边缘和压缩气体第一入口的边缘相切,即对齐。这对于创建压缩气体射流的旋转涡流是必要的。压缩气体射流从喷嘴的第一开口端排出。当被引导到喷嘴的中空空间时,压缩气体射流朝向喷嘴的第一开口端移动,并将聚合物溶液从管状纤维纺丝针中拉出,并开始在管状纤维纺丝针的未固定远端处围绕聚合物溶液作圆周运动。压缩气体射流的向前运动和圆周运动的结合,使压缩气体射流产生螺旋轨迹(如螺旋运动),进而导致管状纤维纺丝针的未固定远端旋转(即旋转运动)或振动。管状纤维纺丝针的未固定远端的这种旋转或振动运动产生离心力,该离心力作用在聚合物溶液上并将聚合物溶液出口处的聚合物溶液分解成聚合物溶液液滴。当聚合物溶液液滴在由压缩气体射流提供的气流中加速和伸长时,聚合物纤维由聚合物溶液液滴形成。聚合物纤维在成型过程中被压缩气体射流拉伸。
38.由于未固定远端的旋转或振动运动,聚合物纤维可以继续生长,直到压缩气体射流将聚合物纤维与聚合物溶液液滴分离。作用在聚合物溶液上的离心力改善了聚合物纤维的形态,因为它有助于使聚合物纤维透气或蓬松,这比其他致密的材料性能更好。
39.喷嘴的中空空间为管状纤维纺丝针以及使管状纤维纺丝针的未固定远端振动或旋转提供空间。中空空间限定管状纤维纺丝针的未固定远端的旋转或振动运动的半径。
40.压缩气体射流可以在被引导到喷嘴的中空空间之前被加热以加热喷嘴组件。这提高了溶解度并降低了聚合物溶液的粘度。加热压缩空气的另一个好处是当气体膨胀达到大气压时减少冷却效果。管状纤维纺丝针的振动运动确保聚合物不会在管状纤维纺丝针的未固定远端处从聚合物溶液中沉淀析出。
41.在一实施例中,至少一个喷嘴的第一开口端和管状纤维纺丝针的未固定远端由于第一移动装置产生的旋转或振动运动而同时移动以施加离心力,该离心力然后作用于至少一个喷嘴中存在的聚合物溶液以产生聚合物溶液液滴。在一些实施例中,管状纤维纺丝针的未固定远端的旋转或振动运动可能足以对至少一个喷嘴中存在的聚合物溶液施加离心
力以产生聚合物溶液液滴。第一运动装置可以产生管状纤维纺丝针的未固定远端的运动,该运动包括旋转运动、振动运动、回旋运动、圆周运动或不同类型运动的组合中的至少一种。
42.至少一个喷嘴的第一开口端的回旋运动和所述管状纤维纺丝针的未固定远端的旋转或振动运动可由压缩气体射流产生,该压缩气体射流以螺旋轨迹移动以对至少一个喷嘴中存在的聚合物溶液施加离心力。该装置可以包括作用在聚合物溶液上的额外离心力分量。这种额外的离心力可以进一步改善所生产的聚合物纤维的形态和装置的纤维生产速率。作用在聚合物溶液上的离心力从位于管状纤维纺丝针的未固定远端的至少一个喷嘴流出,在远端的尖端部将聚合物溶液分解成液滴,该液滴与管状纤维纺丝针的远端一起圆形振动。
43.管状纤维纺丝针可选地被安装为通过至少一个喷嘴的第二端以及采用各种几何形状的中空空间。管状纤维纺丝针可以被安装为通过至少一个喷嘴的第二端以及采用圆形配置的中空空间。管状纤维纺丝针可选地被安装为通过至少一个喷嘴的第二端以及采用堆叠配置的中空空间。
44.该装置可以生产微纤维和纳米纤维中的至少一种。本装置可以通过改变工艺参数来生产纳米纤维和微纤维中的至少一种。工艺参数可根据条件变化并可从聚合物溶液的注入速率、被注入的聚合物溶液的压力、压缩气体射流的压力和聚合物纤维生产速率中的至少一种中进行选择。该装置能够基于用于生产的特定类型的聚合物以及操作条件组合,使聚合物纤维生产分布在微米范围或纳米范围中的至少一个范围中。装置的操作条件可包括压缩气体射流的温度。该装置可包括用于控制泵、气体压缩机和机械或机电装置中的至少一个的操作的控制单元。
45.在一实施例中,该装置的聚合物纤维生产速率为1至1.5千克/小时。以该速率生产的聚合物纤维改善了聚合物纤维的形态,其性能优于其他致密聚合物材料。聚合物纤维的生产速率可以是从1、1.1、1.2、1.3或1.4千克/小时到1.1、1.2、1.3、1.4或1.5千克/小时。例如,该装置的聚合物纤维生产速率为每个喷嘴孔口每小时21克。以该速率生产聚合物纤维改善了形成的聚合物纤维的形态,也有助于聚合物纤维的大规模生产。聚合物纤维生产的速率可以是例如每个喷嘴每小时12、13、14、15、16、17、18、19、20、21、22、23、24、25、26或28克。
46.根据本发明的实施例,所得到的聚合物纤维的横截面在纤维的较小尺度上可以是椭圆形、哑铃形或圆形。聚合物纤维的椭圆形横截面使聚合物纤维具有扁平带状外观。哑铃形横截面为聚合物纤维提供扁平带状外观。在纺丝工艺中,聚合物纤维的部分可以首先在聚合物溶液的表面上变成固体并产生内部具有空聚合物圆柱体的结构。在聚合物纤维内部形成的空聚合物圆柱结构可能塌陷并产生椭圆形或哑铃形横截面。由于在纤维形成过程中由聚合物纤维的旋转运动引起的聚合物纤维的扭转,聚合物纤维的横截面可具有类似于螺旋的结构。
47.根据一实施例,该装置还包括两个或更多个喷嘴、以及喷丝头,该喷丝头包括具有压缩气体射流第二入口的中空体,其中,两个或更多个喷嘴通过第二端连接到中空体,并且其中,气体压缩机被配置为将压缩气体射流通过压缩气体射流第二入口引导到喷丝头的中空体中,并通过中空体引导到两个或多个喷嘴的每个喷嘴的压缩气体射流第一入口。在该
实施例中,该装置包括具有两个或更多个喷嘴的喷丝头,或者,其中两个或更多个喷嘴连接到喷丝头,其中每个喷嘴具有用于形成聚合物纤维的管状纤维纺丝针。附接到喷丝头的两个或更多个喷嘴可以是例如圆柱形喷嘴或圆锥形喷嘴。喷丝头被配置为执行用于生产聚合物纤维的纺丝工艺。
48.根据一实施例,该装置还可以包括两个或更多个附接在一起以形成一组的喷丝头,其中每个喷丝头包括两个或更多个喷嘴。这样的实施例允许将多个喷丝头堆叠在彼此的顶部、成行或以其他配置,这使得能够成倍地增加纤维生产速率。
49.管状纤维纺丝针可以固定在喷丝头的中空体上。当管状纤维纺丝针由于压缩气体射流引起的振动运动而振动时,喷丝头也可配置为振动以确保聚合物溶液不会在管状纤维纺丝针的未固定远端从聚合物溶液中沉淀析出。
50.根据实施例,喷丝头的中空体可以具有三角形、扁平三角形、圆形或棱锥形状,其中每个喷丝头可以包括从喷丝头的中空体突出的一个或多个喷嘴和压缩气体射流的一个或多个第二入口。在一示例中,每个喷丝头可包括圆形中空体,该圆形中空体具有从圆形中空体突出的至少四个喷嘴和压缩气体射流的至少四个第二入口。
51.根据该实施例,聚合物溶液通过连接到喷丝头的中空体处的两个或更多个喷嘴被泵入喷丝头。聚合物溶液可以在进入两个或更多个喷嘴进入之前被加热。通过压缩气体射流第二入口和通过两个或更多个喷嘴中的每一个的压缩气体射流第一入口被引导到喷丝头的中空体中的压缩气体射流可以在进入喷丝头的中空体之前被加热。压缩气体射流可以被加热以减少来自减压的冷却效果。压缩气体射流通过两个或更多个喷嘴被输送,使得在两个或多个喷嘴中的每个喷嘴的第一开口端处的压缩气体射流的气流包括平行于聚合物溶液流动方向的组分、以及与聚合物溶液射流表面相切且垂直于聚合物溶液流动方向的组分。这导致管状纤维纺丝针振动,并且管状纤维纺丝针的振动运动产生离心力,该离心力作用在聚合物溶液上并将聚合物溶液分解成聚合物溶液液滴以生产聚合物纤维。
52.聚合物溶液通过聚合物溶液入口被引导到设置在两个或更多个喷嘴内的每个管状纤维纺丝针中。聚合物溶液入口可选地布置在入口外壳上。入口外壳被配置为从聚合物溶液第二入口接收聚合物溶液并且进一步被配置为将聚合物溶液引导到聚合物溶液入口中。
53.该装置可选地包括框架,两个或更多个喷嘴或两个或更多个喷丝头附接在该框架上,并且该框架被配置为通过机械或机电装置移动两个或更多个喷嘴或两个或更多个喷丝头。两个或更多个喷嘴或者两个或更多个喷丝头可以在水平取向上附接到框架上,在竖直取向上附接到固定框架上。两个或更多个喷嘴或者两个或更多个喷丝头可以以两个或更多个喷嘴或喷丝头可在固定框架上沿前后方向、上下方向移动的方式连接到框架上,以将聚合物纤维沉积在透气纤维收集表面上。喷丝头的两个或更多个喷嘴可被配置为在框架上沿上下方向移动的同时旋转以将聚合物纤维沉积在透气纤维收集表面上。
54.根据一实施例,至少一个管状纤维纺丝针的未固定远端的第一移动装置选自一组,该组包括:对至少一个管状纤维纺丝针的未固定远端进行移动的机械或机电装置、至少一个喷嘴以及第一移动装置振动的机械或机电装置,第一移动装置由至少一个喷嘴的第二端处的压缩气体射流第一入口形成。第一移动装置可通过以螺旋轨迹移动的压缩气体射流,在喷嘴的第一开口端产生喷嘴或管状纤维纺纱针的未固定远端的旋转运动、振动运动、
回旋运动、圆周运动或不同类型运动的组合。管状纤维纺丝针的旋转运动、振动运动、回旋运动、圆周运动或不同类型运动的组合可以通过使用附接到喷嘴、喷丝头的机械或机电装置移动未固定远端或直接向管状纤维纺丝针提供振动来启动。管状纤维纺丝针的旋转运动、振动运动、回旋运动、圆周运动或不同类型运动的组合可以通过穿过喷嘴的中空空间固定到喷丝头的管状纤维纺丝针的第二端实现,其中喷丝头被配置为通过机械或机电装置将运动传输到管状纤维纺丝针。
55.根据一实施例,该装置还包括用于收集聚合物纤维的收集单元,其中收集单元包括透气纤维收集表面和抽吸单元,抽吸单元被配置为通过透气纤维收集表面抽吸空气并产生将聚合物纤维沉积在透气纤维收集表面上的抽吸压力。在一实施例中,收集单元放置在与至少一个喷嘴或至少一个喷丝头相距0.3、0.4、0.5、0.6、0.7、0.8、0.9、1.1、1.2、1.3、1.4、1.5、1.6、1.7、1.8或1.9米到0.4、0.5、0.6、0.7、0.8、0.9、1、1.1、1.2、1.3、1.4、1.5、1.6、1.7、1.8、1.9或2米处,并且其中,抽吸压力比环境压力低至少10帕。透气纤维收集表面可用作聚合物纤维材料的基底材料。透气纤维收集表面可以包括附着到透气纤维收集表面的透气纤维收集材料(例如,纺织品),用于收集获得的聚合物纤维。透气纤维收集表面可以在垂直于至少一个喷嘴或至少一个喷丝头的纺丝方向的方向上移动。通过改变透气纤维收集表面移动的速度来控制聚合物纤维材料的厚度。抽吸单元可以通过透气纤维收集表面抽吸空气。与至少一个喷嘴一起流动的压缩气体射流使得聚合物纤维能够移动到透气纤维收集表面上。压缩气体射流可流过收集的聚合物纤维材料,从而干燥其上可能残留在聚合物纤维材料中的任何溶剂蒸气。通过将压缩气体射流拉过聚合物纤维材料,可以增加溶剂从聚合物纤维中蒸发的速率。被吸入聚合物纤维材料中的压缩气体射流可将空气中的聚合物纤维引导到透气纤维收集表面上并产生附加力,借助该附加力聚合物纤维在透气纤维收集表面上彼此附着以形成聚合物纤维材料。
56.此外,收集单元可包括位于收集单元下游侧的一个或多个辊,其能够在与至少一个喷嘴的纺丝方向垂直的方向上移动透气纤维收集表面。收集单元可以另外包括卷绕辊,聚合物纤维材料被引导至该卷绕辊并缠绕在该卷绕辊上。一个或多个辊和卷绕辊可以是例如圆柱辊。卷绕辊的卷宽可高达1.2米、超过1.2米或可具有定制的卷宽。
57.根据一实施例,透气纤维收集表面还包括透气纤维收集材料。透气性纤维收集材料有助于收集获得的聚合物纤维。透气纤维收集材料可选自多种多孔材料,包括纺粘非织造布、针刺非织造布、机织织物、针织物、开孔膜、纸或它们的组合。
58.根据一实施例,收集单元还包括加热和溶剂蒸发室,并且透气纤维收集表面是可移动的透气纤维收集表面。加热室和溶剂蒸发室可以设置有加热单元。收集到透气纤维收集表面上的所获得聚合物纤维被引导至加热室和溶剂蒸发室以更快地蒸发溶剂。所获得的聚合物纤维可以被引导至加热和溶剂蒸发室,这取决于所使用的溶剂和所形成的聚合物纤维的进一步用途。收集单元还可以包括加热室,所获得的聚合物纤维被引导至加热室以加热聚合物纤维,然后聚合物纤维被进一步引导至收集单元。如果溶剂的去除不是关键,则形成的聚合物纤维可以绕过加热和溶剂蒸发室直接引导到收集单元。可移动的透气纤维收集表面使所获得的聚合物纤维能够直接用于收集或溶剂蒸发。可移动的透气纤维收集表面可以是例如透气传送带、连续收集带或手动可拆卸收集表面。例如,聚合物纤维材料可以收集在连续收集带上,并通过溶剂蒸发段将收集到连续收集带上的所得聚合物纤维中的溶剂蒸
发,其中溶剂通过使用例如风扇或加热进行蒸发。
59.根据一实施例,至少一个喷嘴的直径为1.5毫米至5.0毫米,并且至少一个管状纤维纺丝针的直径为0.6毫米至1.6毫米。1.5至5毫米的喷嘴直径为喷嘴第一开口端处的中空空间提供了足够的空间,从而为管状纤维纺丝针提供了足够空间进行旋转或振动。如果直径太小,则在喷嘴第一开口端没有为管状纺丝成型针的远端在喷嘴的中空空间内振动或旋转留出足够的空间。如果直径太大,则无法在中空空间中形成足够的压力。喷嘴的直径可以从1.5、2、2.5、3、3.5、4或4.5毫米到2、2.5、3、3.5、4、4.5或5毫米。管状纤维纺纱针的直径可为0.6至1.6毫米。直径较大的管状纤维纺丝针不会充分振动或旋转,直径较小的管状纤维纺丝针不会让足够的聚合物溶液通过。因此,管状纤维纺丝针的直径可以是从0.6、0.7、0.8、0.9、1.0、1.1、1.2、1.3、1.4或1.5毫米到0.7、0.8、0.9、1.0、1.1、1.2、1.3、1.4、1.6毫米。在一实施例中,喷嘴的优选直径为3毫米并且管状纤维纺丝针的优选直径为0.8毫米,这提供了最好的纤维形成结果。
60.根据一实施例,该装置还包括至少一个喷嘴的第二移动装置,以将至少一移动施加于所述至少一个喷嘴,其中至少一移动是从相对于所述透气纤维收集表面旋转至少一个喷嘴、左右移动至少一个喷嘴,以及上下移动至少一个喷嘴中选择的。在这些实施例中,第二移动装置配置为移动至少一个喷嘴,以向振动的管状纤维纺丝针提供额外的移动,以使形成的聚合物纤维更有效地被拉长、拉伸,并最终与管状纤维纺丝针的远端分离。
61.在一实施例中,装置可包括框架,其中至少一个喷嘴被附接,或者框架可包括一个或多个喷丝头,其中每个喷丝头可包括一个或多个喷嘴。在这些实施例中,第二移动装置被配置成在前后、上下方向上对保持一个或多个喷嘴或一个或多个喷丝头的框架进行移动,以旋转或振动,或在向上、向下、向后和向前方向上移动。
62.此外,第二移动装置能够控制所获得的聚合物纤维在聚合物纤维收集表面上的沉积,以实现沉积的聚合物纤维的更高和更均匀的密度,从而能够获得聚合物纤维材料的不同性质。
63.管状纤维纺纱针的旋转和振动运动可通过使用第一移动装置(例如,在至少一个喷嘴的第二端中的压缩气体射流第一入口、机械装置、机电装置)以圆周运动移动至少一个喷嘴的未固定远端来实现。管状纤维纺纱针的旋转和振动运动可通过管状纤维纺纱针的旋转或振动运动可通过使用第二移动装置向左、向右、向上或向下移动至少一个喷嘴来实现。第二移动装置可以产生至少一个喷嘴的运动,该运动包括旋转运动、振动运动、回旋运动、圆周运动或不同类型运动的组合。
64.根据又一实施例,该装置还包括压缩气体加热单元。压缩气体加热单元包括加热器,加热器被配置为将压缩气体加热到50摄氏度、52摄氏度、54摄氏度、56摄氏度、58摄氏度、60摄氏度、62摄氏度、64摄氏度、66摄氏度或68摄氏度至54摄氏度、56摄氏度、58摄氏度、60摄氏度、62摄氏度、64摄氏度、66摄氏度、68摄氏度或70摄氏度,以获得更好的结果。压缩气体可选择地被加热至60摄氏度。可选地加热压缩气体射流以补偿由于减压引起的冷却并降低至少一根纺丝针中溶液的粘度。压缩气体的加热温度可取决于根据本发明使用气体的不同实施例、聚合物溶液及聚合物溶液的聚合物和溶剂的浓度、装置运行时的环境温度。
65.根据一实施例,中空空间是轴对称中空空间。根据本发明的实施例,轴对称中空空间可以是例如圆柱形中空空间、朝向第一开口端变窄的圆锥形中空空间,或在第二端具有
圆柱形中空空间且在第一开口端具有圆锥形中空空间的圆柱-圆锥形中空空间。具有圆锥形中空空间或圆柱形中空空间的喷嘴最有效地在喷嘴中产生压缩效果,因为由于中空空间第一端的表面积减小,更多的空气被压缩。
66.可选地,在该实施例中,至少一个喷嘴还可包括在第二端的耐磨插入件以减少喷嘴的磨损。根据本发明的实施例,耐磨插入件也可以附接到在第一开口端处的喷嘴的中空空间中。在第一开口端包含耐磨插入件的喷嘴可更有效地减少喷嘴的磨损,因为振动,管状纤维纺纱针在第一开口端抵着圆柱形中空空间的边缘移动,从而磨损第一开口端的圆柱形中空空间的边缘,因此耐磨插入物保护中空空间的边缘不受磨损。耐磨插入件可以是例如套筒或其他薄壁圆柱形或圆锥形部件,以防止中空空间的边缘和管状纤维纺丝针之间的磨损。在第一开口端将这种圆柱形或圆锥形部件连接到圆柱形中空空间中能够防止喷嘴尖端部磨损,从而使喷嘴更耐用。为了进一步提高耐用性,圆柱形或圆锥形部件由具有低摩擦特性的材料(例如聚四氟乙烯ptfe)或耐磨材料(例如青铜合金)制成。
67.在圆柱-圆锥形中空空间的示例中,如果中空空间的第一部分是圆柱形并且中空空间的第二部分是圆锥形,则第二端的圆柱形部分可能为中空空间长度的1/4至1/2。例如,中空空间长度的1/4部分是圆柱形的,而中空空间的第二部分是圆锥形的,其朝向所述至少一个喷嘴的第一开口端变窄。
68.圆锥形中空空间的作用是能够加快管状纤维纺丝针的尖端部附近的气流。压缩气体射流垂直于喷嘴的轴线被引导到中空空间中以产生回旋气流,从而对管状纤维纺丝针施加扭矩。回旋气流的线速度随着中空空间变窄而增加,并在离开喷嘴时达到最大。
69.压缩气体射流被引导入喷嘴的中空空间。这使管状纤维纺丝针能够回旋,从而生产出直径较小(例如0.2至10微米)的聚合物纤维。在一示例中,压缩气体射流可以被引导到垂直于其轴线的喷嘴的圆锥形中空空间中以产生压缩气体射流的螺旋运动。压缩气体射流的这种螺旋运动导致管状纤维纺丝针的未固定远端振动和回旋,以从聚合物溶液中生产纤维。回旋的压缩气体射流的压缩气体流的线速度随着圆锥形中空空间变窄而增加,并且在压缩气体射流从至少一个喷嘴离开时达到最大。这导致管状纤维纺丝针的未固定远端处的振动运动以从聚合物溶液中产生纤维。
70.根据第二方面,提供了一种生产聚合物纤维的方法,该方法包括:通过至少一个喷嘴的至少一根管状纤维纺丝针的聚合物溶液入口将聚合物溶液泵入至少一个喷嘴;通过第一压缩气体入口将压缩气体射流输送到至少一个喷嘴中;通过所输送的压缩气体射流向至少一根管状纤维纺丝针施加运动;在至少一根管状纤维纺丝针的远端的尖端部形成聚合物溶液的液滴;以及自所形成的液滴获得聚合物纤维,其中,聚合物纤维的直径为0.2至10微米,更具体地为0.1至10微米。
71.当通过喷嘴的管状纤维纺丝针的聚合物溶液入口泵入聚合物溶液时,聚合物溶液从聚合物溶液出口处的未固定远端排出,聚合物溶液液滴开始形成,溶剂开始蒸发。喷嘴中空空间中的压缩气体射流,例如空气,开始围绕管状纤维纺丝针旋转,压缩气体射流的旋转运动导致管状纤维纺丝针的尖端部振动和回旋。作用在聚合物溶液上的这种额外的离心力分量会影响所得的纤维形态和提高的纤维生产速率。通过将压缩气体通过压缩气体射流第一入口引导到喷嘴的中空空间中,喷嘴的尖端部的压缩气体流包括平行于聚合物溶液流动方向的组分和与聚合物溶液射流表面相切并垂直于聚合物溶液射流方向的组分。
72.聚合物溶液射流首先通过管状纤维纺丝针的旋转运动逐渐变成聚合物溶液液滴,这将聚合物溶液射流分解成液滴。然后液滴在压缩气体流中被加速和拉长,导致由聚合物溶液液滴形成纤维。然后通过喷嘴的中空空间引导的压缩气体射流对正在成形的聚合物纤维进行拉伸。
73.由于压缩气体射流的力和管状纤维纺丝针的振动螺旋运动,聚合物纤维开始从聚合物溶液液滴形成并生长,这进一步引起聚合物溶液液滴的圆周运动。形成的聚合物纤维与聚合物溶液液滴一起振动,直到聚合物纤维的力使聚合物纤维从聚合物溶液液滴中分离,聚合物纤维最终从管状纤维纺纱针的远端分离,并且获得的聚合物纤维通过空气飞向表面,例如纤维收集表面。在纤维收集面上,形成的聚合物纤维相互附着并形成聚合物纤维材料。空气射流的旋转运动也导致针的尖端部振动和回旋。作用在聚合物溶液上的这种额外的离心力分量会影响所得的纤维形态和提高的纤维生产速率。
74.因此,该方法能够从由多种生物基聚合物和合成聚合物制备的聚合物溶液中生产聚合物纤维。根据本实施例的方法由于作用在至少一个管状纤维纺丝针上的离心力而提高聚合物纤维的生产速率。至少一根管状纤维纺丝针的未固定远端的旋转或振动运动产生离心力,该离心力作用在聚合物溶液上并将聚合物溶液分解成聚合物溶液液滴。然后聚合物溶液液滴在气流中加速并拉长,导致从每滴液滴形成纤维。在根据本发明的包括两个或更多个喷嘴的实施例中,同时形成多根纤维,从而得到更高的纤维生产速率。聚合物纤维的生产速率进一步取决于优化的操作参数。优化的操作参数可包括将聚合物溶液泵入一个或多个喷嘴的速率和压力;管状纤维纺丝针的直径;包含在装置中的喷嘴总数;聚合物溶液的粘度;压缩气体和聚合物溶液的温度;喷嘴中空空间的直径。
75.在一实施例中,聚合物溶液以例如0.8巴的压力泵入管状纤维纺丝针,其中喷嘴的直径为3毫米,管状纤维纺丝针的直径为0.8毫米,压缩气体射流以0.3巴的压力输送到喷嘴的第一压缩气体入口。在喷嘴内回旋的管状纤维纺丝针可形成直径为0.2至10微米的聚合物纤维。
76.所获得的聚合物纤维的直径可为0.2微米(μm)至10毫米,更具体地为0.1至10微米。聚合物纤维的直径因此可以是从0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1、1.5、2、2.5、3、3.5、4、4.5、5、5.5、6、6.5、7、7.5、8、8.5或9到0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1、1.5、2、2.5、3、3.5、4、4.5、5、5.5、6、6.5、7、7.5、8、8.5、9或10微米。聚合物纤维的优选直径为0.1微米至5微米。例如,在一实施例中,至少一种聚合物的浓度为15%,所获得的聚合物纤维的直径为100纳米(nm)。
77.根据一实施例,该方法在有条件进行,其中将聚合物溶液泵送至至少一个管状纤维纺丝针的注射速率为每个喷嘴1微升/分钟至3.5毫升/分钟;每个喷嘴的聚合物纤维的纺丝速度为0.2至25克/分钟;输送压缩气体的压力为0.2巴至2巴;将聚合物溶液泵入至少一根管状纤维纺丝针的压力为0.5至2巴;压缩气体的温度为20至120摄氏度,其中压缩气体选自包括空气、氮气、氩气、氧气、二氧化碳及其混合物的组。将聚合物溶液泵送至管状纤维纺丝针的注射速率可为每喷嘴从0.001、0.01、0.1、0.5、1、1.5、2、2.5或3毫升/分钟至每喷嘴0.005、0.05、0.1、0.25、0.5、0.75、1、1.25、1.5、1.75、2、2.25、2.5、2.75、3、3.25或3.5毫升/分钟。在所述范围内的注射速率有助于提高纤维生产速率并使聚合物能够在线持续生产。每个喷嘴的聚合物纤维的纺丝速度可以从0.2、0.5、1、2.5、5、7.5、10、12.5、15、17.5、20或
22.5克/分钟到0.5、1、2.5、5、7.5、10、12.5、15、17.5、20、22.5或25克/分钟,这改善了所生产的聚合物纤维的形态和装置的纤维生产速率。压缩气体的压力可从0.2、0.4、0.6、0.8、1、1.2、1.4、1.6、1.8或2巴到0.3、0.5、0.7、0.9、1.1、1.3、1.5、1.7、1.9或2.1巴。聚合物溶液可以0.5至2巴的压力范围泵入管状纤维纺丝针。泵将聚合物溶液泵入管状纤维纺丝针的压力可为从0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1、1.1、1.2、1.3、1.4、1.5、1.6、1.7、1.8或1.9巴到0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1、1.1、1.2、1.3、1.4、1.5、1.6、1.7、1.8、1.9或2巴,从而实现了聚合物纤维的在线持续生产,从而提高了纤维生产速率。聚合物溶液可在例如0.8巴的压力下,通过聚合物溶液入口泵入管状纤维纺丝针,从而实现聚合物纤维的在线持续生产。压缩气体的温度可以从20摄氏度、25摄氏度、30摄氏度、35摄氏度、40摄氏度、45摄氏度、50摄氏度、55摄氏度、60摄氏度、65摄氏度、70摄氏度、75摄氏度、80摄氏度、95摄氏度、90摄氏度、95摄氏度、100摄氏度、105摄氏度、110摄氏度或115摄氏度到25摄氏度、30摄氏度、35摄氏度、40摄氏度、45摄氏度、50摄氏度、55摄氏度、60摄氏度、65摄氏度、70摄氏度、75摄氏度、80摄氏度、95摄氏度、90摄氏度、95摄氏度、100摄氏度、105摄氏度、110摄氏度、115摄氏度或120摄氏度。优选地,将压缩气体加热到60摄氏度的温度,这样可以达到最佳效果。为了增加蒸发,压缩气体的温度可能超过60摄氏度,即从60摄氏度到120摄氏度。压缩气体射流可以被加热以减少来自减压的冷却效果。
78.根据第三方面,提供了一种用于生产聚合物纤维的聚合物溶液,聚合物溶液包含溶解在至少一种溶剂中的至少一种聚合物,至少一种聚合物的浓度为至少一种溶剂的重量的9%至45%,聚合物溶液的粘度为1毫帕斯卡
·
秒至5000帕斯卡
·
秒。这种聚合物溶液有助于实现比传统方法更高的生产微纤维或纳米纤维的纤维生产速率,这是通过施加离心力实现的,离心力作用在纺丝针上并使注射速率比聚合物溶液注射速率高达每喷嘴3.5毫升/分钟的已知方法高十倍以上。根据该实施例,聚合物溶液的聚合物在针的尖端部不会从溶液中沉淀析出,并且具有适合根据本方法纺丝的聚合物纤维的粘度。可选地,可以加热聚合物溶液以将一种或多种聚合物溶解在溶剂中以获得良好分散的溶液。至少一种聚合物的浓度可为至少一种溶剂的9、12、15、18、21、24、27、30、33、36、39或42%(按重量计)至至少一种溶剂的12、15、18、21、24、27、30、33、36、39、42或45%(按重量计)。聚合物溶液的粘度可从0.001、0.01、0.1、1、10、100、1000、2000、3000、4000、5000、6000或7000帕斯卡
·
秒到0.01、0.1、1、10、100、1000、2000、3000、4000、5000、6000、7000或8000帕斯卡
·
秒。这种聚合物溶液能够形成具有独特扭转带型网眼形态的聚合物纤维。
79.根据一实施例,至少一种聚合物选自一组生物基聚合物,该组生物基聚合物包括明胶、胶原蛋白、壳聚糖、甲壳素、蛋白质(例如,大豆蛋白、豌豆蛋白)、丝蛋白、聚乳酸、聚己内酯、海藻酸盐和藻基多糖、玉米醇溶蛋白、麸质、聚(左旋乳酸)、聚氧化乙烯、醋酸纤维素、聚(乳酸-乙醇酸)及其混合物和从中衍生的化合物,或所述至少一种聚合物任选自一组合成聚合物,包括聚甲基丙烯酸甲酯、聚乙烯醇、聚苯乙烯、聚苯胺、聚酰胺、聚丙烯腈、聚氨基甲酸酯、苯乙烯-乙腈共聚物、天然橡胶和合成橡胶、其混合物及由此衍生的化合物。与合成聚合物相比,生物基聚合物是用于生产纳米纤维的更可持续的材料。由生物基聚合物制成的聚合物纤维材料是可生物降解和可生物吸收的。生物基聚合物的使用减少了不可生物降解塑料废物的使用。生物高聚物纤维生产的主要优势在于,该装置使用水作为溶剂。因此,该装置不使用有毒化学品来制造生物聚合物纤维(例如明胶纤维)。由生物基聚合物制成的
聚合物纤维用于医疗领域,在医疗领域中,所使用的材料在完成其任务后在体内分解是有利的。海藻酸盐和藻基多糖、玉米醇溶蛋白、麸质、聚(左旋乳酸)、聚氧化乙烯、醋酸纤维素、聚(乳酸-乙醇酸)的生物相容性和吸收性使得这些聚合物能够用于组织工程材料的生产。
80.根据本发明实施例的合成聚合物的使用能够获得多孔聚合物纤维。多孔聚合物纤维能够生产具有高比表面材料的材料,例如用于储能。使用根据本发明实施例的合成聚合物还能够获得直径较小的聚合物纤维,从而提供由此类聚合物纤维制成的材料的更好性能(例如,更高刚度)。这使得这种聚合物纤维材料可以用于不同的应用。
81.根据一实施例,至少一种溶剂选自包括水、醇、乙酸乙酯、四氢呋喃、丙酮、乙酸、甲酸、甲苯、氯仿、二甲基甲酰胺及其混合物的组。这些溶剂能够实现根据本发明的非静电纤维纺丝方法,因此不需要高电压,更安全。由于本方法能够同时使用上述合成聚合物和生物基聚合物来生产聚合物纤维,因此需要使用的聚合物可以溶解在溶剂中。由于生物基聚合物通常不会熔化,因此它们的唯一配方是将它们溶解在溶剂中。这些溶剂能够有效地溶解合成聚合物和生物基聚合物,以制备用于根据本发明的聚合物纤维纺丝工艺中的聚合物溶液。由于聚合物可以溶解在所述溶剂中,因此不需要使用额外的能量来熔化聚合物,这能够更有效地生产聚合物纤维。
82.在本发明的实施例中,其中溶剂可能损坏喷嘴或喷丝头的部件,喷嘴和喷丝头可由耐溶剂材料形成,例如金属或3d打印塑料。
83.此外,当聚合物溶液射流开始逐渐变成聚合物溶液液滴并且然后变成聚合物纤维时,这些溶剂可以在聚合物溶液从管状纤维纺丝针的远端的聚合物溶液出口处通过压缩空气射流排出时被蒸发掉。更具体地说,压缩空气射流将聚合物纤维从聚合物溶液液滴中拉伸出来,并在其纺丝过程中在压缩气流中拉长,并帮助溶剂开始蒸发。
84.在一个示例中,通过将苯乙烯-乙腈共聚物(san)溶解在乙酸乙酯中来生产重量比(w/w)为13%重量的聚合物溶液。然后搅拌聚合物溶液直至其完全溶解。聚合物溶液以每个喷嘴2.7毫升/分钟的速度泵入至少一个喷嘴的管状纤维纺丝针。压缩气体,例如空气,以0.3巴的压力被输送到喷嘴的中空空间。进行聚合物纤维纺丝过程并且将获得的聚合物纤维收集在距离所述至少一个喷嘴的管状纤维纺丝针的未固定远端约70cm处的收集单元的透气纤维收集表面上。
85.在另一示例中,通过将明胶溶解在水中来生产w/w为33%的聚合物溶液。然后搅拌聚合物溶液直至其完全溶解。聚合物溶液以每个喷嘴2.7毫升/分钟的速度泵入所述一个喷嘴的管状纤维纺丝针。压缩气体,例如空气,以0.3巴的压力被输送到喷嘴的中空空间。进行聚合物纤维纺丝过程并且将获得的聚合物纤维收集在距离至少一个喷嘴的管状纤维纺丝针的未固定远端约70cm处的收集单元的透气纤维收集表面上。生产生物基聚合物,例如明胶纤维的一个优点是水可以用作溶剂。因此,聚合物纤维的制造中不使用有毒化学品。
86.在用于生产包含聚合物纤维的材料的示例中,在水中制备w/w为33%的固体溶液。固体包含14%的糖和86%的明胶。将固体混合在水中并加热以获得均匀的聚合物溶液。在0.8巴的压力下将聚合物溶液泵入一个或多个喷丝头,其中每个喷丝头包括一个或多个喷嘴。然后将压缩气体,例如空气,导入一个或多个喷嘴,使一个或多个喷嘴的中空空间内的压力约为0.3巴。压缩空气的温度可能为50至70摄氏度,当压缩空气的温度为60摄氏度时可以达到最佳效果。聚合物纤维的纺丝速度约为每喷嘴0.2克/分钟。用于收集聚合物纤维的
收集单元的透气纤维收集表面的移动速度配置为每小时5米。实施聚合物纤维纺丝工艺,并将获得的聚合物纤维收集在收集单元的移动透气纤维收集表面上,其中收集的聚合物纤维通过彼此重叠形成聚合物纤维材料。所获得的聚合物纤维材料的表面密度为76克/平方米。
87.将易挥发溶剂,例如乙酸乙酯,与合成聚合物,例如苯乙烯-乙腈共聚物,一起用于生产聚合物纤维的优点是,易挥发溶剂因为低沸点在聚合物纤维配方形成后迅速蒸发,从而形成无毒聚合物纤维。
88.根据一实施例,一种包含通过本方法生产的聚合物纤维的材料用于制造无纺过滤材料、类皮革纺织品、骨再生生物材料、伤口护理材料、用于细胞培养和组织工程的3d支架、电容器的电极材料、陶瓷纳米纤维(例如,al2o3纳米纤维)、细胞培养肉。包含聚合物纤维的材料透气且蓬松,具有纳米纤维扭转带型网眼形态,与传统常规的纺丝技术相比,这种材料具有优异的拉伸强度和更好的机械性能。由聚合物纤维形成的聚合物材料的厚度可为10克/平方米(g/m2)至400克/平方米。因此,聚合物材料的厚度可以从10、50、100、150、200、250、300或350到50、100、150、200、250、300、350或400克/平方米。
89.在一实施例中,所获得的聚合物纤维具有范围为1千兆帕斯卡(gpa)到3gpa的拉伸强度和范围为50gpa到170gpa的刚度。聚合物纤维可选地具有1.3gpa的拉伸强度和95gpa的刚度。聚合物纤维可选地具有2.3gpa的拉伸强度和160gpa的刚度。聚合物材料的拉伸强度可以从0.5、1、1.5、2或2.5gpa到1、1.5、2、2.5或3gpa。因此,聚合物材料的刚度可以从2.3、5、10、20、40、60、80、100、120或140gpa到10、20、40、60、80、100、120、140或160gpa。聚合物纤维的这种拉伸强度和刚度为聚合物纤维提供了一种改进的形态,其性能优于其他致密聚合物材料。聚合物纤维材料的表面密度范围为60g/m2至120g/m2。聚合物纤维材料可选地具有约76g/m2的表面密度。
90.聚合物纤维材料可选地用于制造空气过滤装置,例如高效微粒空气(hepa)过滤器、工业集尘器、面罩和呼吸器。聚合物纤维材料可选地用于制造用于饮用水净化、废水处理以及燃料和油过滤的液体过滤装置。聚合物纤维材料可用于电池分离器、电池电极和燃料电池中作为催化剂载体,用于伤口护理,以及用于制作肌肉骨骼组织工程(例如,骨、软骨、韧带和骨骼肌)、皮肤组织工程、血管组织工程、神经组织工程,作为药物、蛋白质和dna的控制传递载体。聚合物纤维材料可选择性地用于噪声控制的应用声学领域,用于各种工业设备,如用于捕获碳氢化合物污染物的饮料、水净化设备,用于制作各种运动服装。使用聚合物纤维材料生产的运动服可达到舒适性、透气性、抗风性和防水性的最佳平衡,以适合极端寒冷天气的运动。
91.聚合物纤维材料可选用于制作防滑鞋底、增加芯吸作用的防寒防雨运动服、极端气候下调节体温的透气服装,以及制作用于生产实验室培养肉制品的可食用支架。聚合物纤维材料可用于制造比皮革更便宜的明胶基皮革类纺织品,并可用于面罩和呼吸器,可增强过滤性能,以捕获自然产生的纳米颗粒,如病毒,以及微米大小的颗粒,如细菌或人造颗粒,如柴油废气中的烟尘。聚合物纤维材料任选地用于生产牙科中用于牙齿组织再生的生物材料,并且可用于超级电容器电极材料中以改善电化学性能。
92.附图的详细说明
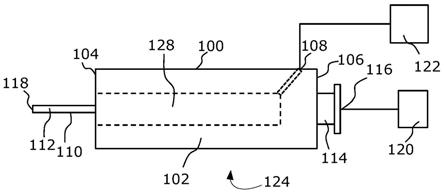
93.图1是根据本发明的一实施例的用于生产聚合物纤维的装置124的示意图。装置124包括至少一个喷嘴100,喷嘴包括具有中空空间128的主体102、第一开口端104、与第一
开口端104相对的第二端106、第二端106中压缩气体射流第一入口108、以及管状纤维纺丝针110。管状纤维纺丝针110包括:未固定远端112、与未固定远端112相对的近端114、近端114处的聚合物溶液入口116、以及未固定远端112处的聚合物溶液出口118。装置124包括:泵120,其被配置为泵送聚合物溶液通过聚合物溶液入口116至管状纤维纺丝针110;以及气体压缩机122,其被配置为通过压缩气体射流第一入口108将压缩气体射流引导到中空空间128中。至少一个喷嘴100被配置为通过压缩气体射流第一入口108接收压缩气体射流。管状纤维纺丝针110被安装为通过第二端106并穿过至少一个喷嘴100的中空空间。管状纤维纺丝针110从第一开口端104突出。管状纤维纺丝针110的近端114固定到至少一个喷嘴100的第二端106。压缩气体射流可以以螺旋或螺旋轨迹移动,并导致管状纤维纺丝针110的未固定远端112回旋且使聚合物溶液液滴通过聚合物溶液出口118离开。当聚合物溶液液滴在压缩气体射流提供的气流中被加速和拉长时,聚合物纤维由聚合物溶液液滴形成。
94.图2a和图2b是图1的喷嘴100的俯视图的示意图。图2a示出了一实施例,其中喷嘴100包括被配置为根据本发明的实施例生产聚合物纤维的圆柱形主体102a。图2b示出了一实施例,其中喷嘴100包括被配置为根据本发明的实施例生产聚合物纤维的圆锥形主体102b。在图2a和图2b所示的实施例中,喷嘴100包括:具有中空空间的主体102a、102b,第一开口端104,与第一开口端104相对的第二端106,第二端106处的压缩气体射流第一入口108,以及管状纤维纺丝针110。管状纤维纺丝针110包括:未固定远端112,与未固定远端112相对的近端114,聚合物溶液入口116,以及聚合物溶液出口118。喷嘴100被配置为通过压缩气体射流第一入口108接收压缩气体射流。压缩气体射流第一入口108形成于远离喷嘴轴126的位置,并通过喷嘴主体102a、102b形成,使喷嘴的中空空间128的远侧边缘130和压缩气体第一入口108的边缘相切,即对齐。这对于创建压缩气体的旋转涡流是必要的。管状纤维纺丝针110被安装为通过第二端106和喷嘴100的中空空间。管状纤维纺丝针110从第一开口端104突出。聚合物溶液入口116设置在近端114,以用于接收聚合物溶液。管状纤维纺丝针110的近端114固定在喷嘴100的第二端106上。聚合物溶液出口118设置在未固定远端112处,用于将聚合物溶液从至少一根管状纤维纺丝针110的未固定远端112排出。压缩气体射流可以螺旋或螺旋轨迹移动并且引起管状纤维纺丝针110的未固定远端112振动地回旋。
95.图3a是根据本发明的一实施例的、具有圆柱形中空空间302的图1的喷嘴100的横截面图a-a的示意图。喷嘴100包括:具有圆柱形中空空间302的圆柱形主体102a、第一开口端104、与第一开口端104相对的第二端106、第二端106处的压缩气体射流第一入口108以及管状纤维纺丝针110。管状纤维纺丝针110包括:未固定远端112、与未固定远端112相对的近端114、聚合物溶液入口116、以及聚合物溶液出口118。喷嘴100被配置为通过压缩气体射流第一入口108接收压缩气体射流。管状纤维纺丝针110被安装为通过第二端106和喷嘴100的圆柱形中空空间302。管状纤维纺丝针110从第一开口端104突出。聚合物溶液入口116设置在近端114,且聚合物溶液出口118设置在未固定远端112。管状纤维纺丝针110的近端114固定在喷嘴100的第二端106上。压缩气体射流垂直于喷嘴100的轴线126被引导到圆柱形中空空间302中以产生压缩气体射流的螺旋运动。压缩气体射流的螺旋运动导致管状纤维纺丝针110的未固定远端112振动和回旋,以从聚合物溶液生产纤维。
96.图3b是根据本发明的一实施例的、具有圆锥形中空空间304的图1的至少一个喷嘴100的横截面图a-a的示意图。喷嘴100包括:具有圆锥形中空空间304的圆柱形主体102a、第
一开口端104、与第一开口端104相对的第二端106、第二端106处的压缩气体射流第一入口108以及管状纤维纺丝针110。管状纤维纺丝针110包括:未固定远端112、与未固定远端112相对的近端114、聚合物溶液入口116、以及聚合物溶液出口118。喷嘴100被配置为通过压缩气体射流第一入口108接收压缩气体射流。管状纤维纺丝针110被安装为通过第二端106和喷嘴100的圆锥形中空空间304。管状纤维纺丝针110从第一开口端104突出。聚合物溶液入口116设置在近端114,且聚合物溶液出口118设置在未固定远端112。管状纤维纺丝针110的近端114固定在喷嘴100的第二端106上。压缩气体射流垂直于喷嘴100的轴线126被引导到圆锥形中空空间304中以产生压缩气体射流的螺旋运动。压缩气体射流的螺旋运动导致管状纤维纺丝针110的未固定远端112振动和回旋,以从聚合物溶液生产纤维。
97.图3c是根据本发明的一实施例的、具有圆柱-圆锥形中空空间306的图1的至少一个喷嘴100的横截面图a-a的示意图。喷嘴100包括:具有圆柱-圆锥形中空空间306的圆柱形主体102a、第一开口端104、与第一开口端104相对的第二端106、第二端106处的压缩气体射流第一入口108以及管状纤维纺丝针110。管状纤维纺丝针110包括:未固定远端112、与未固定远端112相对的近端114、聚合物溶液入口116、以及聚合物溶液出口118。喷嘴100配置为通过压缩气体射流第一入口108接收压缩气体射流。管状纤维纺丝针110被安装为通过第二端106和喷嘴100的圆柱-圆锥形中空空间306。管状纤维纺丝针110从第一开口端104突出。聚合物溶液入口116设置在近端114,且聚合物溶液出口118设置在未固定远端112。管状纤维纺丝针110的近端114固定在喷嘴100的第二端106上。压缩气体射流垂直于轴线126被引导到轴对称中空空间306中以产生压缩气体射流的螺旋运动。压缩气体射流的螺旋运动导致管状纤维纺丝针110的未固定远端112振动和回旋,以从聚合物溶液生产纤维。
98.图3d是根据本发明的一实施例的、图2b的喷嘴的横截面图b-b的示意图。喷嘴310包括:具有圆锥形中空空间314的圆锥形主体312、第一开口端316、与第一开口端316相对的第二端318、第二端318处的压缩气体射流第一入口320以及管状纤维纺丝针322。管状纤维纺丝针322包括:未固定远端324、与未固定远端324相对的近端326、聚合物溶液入口328、以及聚合物溶液出口330。喷嘴310配置为通过压缩气体射流第一入口320接收压缩气体射流。管状纤维纺丝针322被安装为通过第二端318和喷嘴310的圆锥形中空空间314。管状纤维纺丝针322从第一开口端316突出。聚合物溶液入口328设置在近端326,且聚合物溶液出口330设置在未固定远端324。管状纤维纺丝针322的近端326固定在喷嘴310的第二端318上。压缩气体射流垂直于轴线126被引导到圆锥形主体312的圆锥形中空空间314中以产生压缩气体射流的螺旋运动。压缩气体射流的螺旋运动导致管状纤维纺丝针322的未固定远端324振动和回旋,以从聚合物溶液生产纤维。
99.图3e是根据本发明实施例的包括套筒340的喷嘴311的示意图。根据实施例,喷嘴311包括在第一开口端104处的套筒340,其中套筒340在第一开口端104处附接到圆柱形主体102a中。
100.图4a是根据本发明的一实施例的、图1的喷嘴100的示意图,该示意图示出了管状纤维纺丝针110的振动运动和聚合物纤维406纺丝工艺。喷嘴100包括:主体102、第一开口端104、与第一开口端104相对的第二端106、第二端106处的压缩气体第一入口108以及管状纤维纺丝针110。管状纤维纺丝针110包括:未固定远端112、与未固定远端112相对的近端114、聚合物溶液入口116、以及聚合物溶液出口118。喷嘴100被配置为通过压缩气体射流第一入
口108接收压缩气体射流。管状纤维纺丝针110通过聚合物溶液入口116接收聚合物溶液。压缩气体射流在喷嘴100的中空空间128内沿向前方向并以圆周运动的方式运动。压缩气体射流的向前和圆周运动的组合产生管状纤维纺丝针110的未固定远端112的螺旋运动,这导致未固定远端112回旋(例如振动地旋转)。聚合物溶液通过聚合物溶液出口118排出,并且管状纤维纺丝针的远端的振动地旋转产生离心力,该离心力作用在聚合物溶液上并将聚合物溶液分解成聚合物溶液液滴404。当聚合物溶液液滴在由压缩气体射流提供的气流中加速和伸长时,聚合物纤维406从聚合物溶液液滴404开始生长。聚合物纤维406通过管状纤维纺丝针110的未固定远端112处的旋转运动从聚合物溶液液滴404中生长。喷嘴100可以被配置为左右、上下方向中的至少一个方向上运动以向喷嘴100提供额外的运动。
101.图4b是根据本发明的一实施例的、喷嘴100的管状纤维纺丝针的振动运动和从图4a的循环移动的聚合物溶液液滴开始的聚合物纤维纺丝工艺的示意图。压缩气体射流和管状纤维纺丝针110的未固定远端112处的振动运动进一步引起聚合物溶液液滴404的圆形振动。在管状纤维纺丝针110的远端112的振动运动过程中,聚合物溶液液滴404和正在生长的聚合物纤维406与远端112一起进行圆形振动。聚合物纤维406从聚合物溶液液滴404继续生长直到压缩气体射流将聚合物纤维406与聚合物溶液液滴404分离。聚合物纤维406的生长由管状纤维纺丝针110的未固定远端112处的振动运动引发。从聚合物溶液液滴分离所形成的聚合物纤维406然后在穿过空气的气流中飞离喷嘴100。作用在聚合物溶液上的离心力影响改善聚合物纤维406的形态和聚合物纤维406的生产速率。
102.图5是根据本发明的一实施例的用于生产聚合物纤维材料534的装置500的示意图。装置500包括至少一个喷嘴502、泵送聚合物溶液的泵504、引导压缩气体射流的气体压缩机506、透气纤维收集表面508、抽吸单元510、以及第一辊512a、第二辊512b、第三辊512c和卷绕辊536。至少一个喷嘴502包括主体514、第一开口端516、与第一开口端516相对的第二端518、第二端518处的压缩气体射流第一入口520、以及管状纤维纺丝针522。管状纤维纺丝针522包括未固定远端524、与未固定远端524相对的近端526、聚合物溶液入口528和聚合物溶液出口530。聚合物溶液通过聚合物溶液入口528被泵入至少一个喷嘴502的管状纤维纺丝针522,并且压缩气体射流通过压缩气体射流第一入口520被引导到喷嘴502的中空空间中,以在未固定远端524处产生聚合物纤维532。通过在透气纤维收集表面508的背侧的抽吸单元510将所获得的聚合物纤维532收集在透气纤维收集表面508上,抽吸单元510在与在未固定远端524处产生的聚合物纤维532的方向相反的方向上产生抽吸压力,从而将产生的聚合物纤维532引导至透气纤维收集表面508并沉积在透气纤维收集表面508上。第一辊512a、第二辊512b和第三辊512c使得透气纤维收集表面508能够在与至少一个喷嘴502的旋转方向垂直的方向上移动。形成的聚合物纤维532被聚合物纤维的生长和振动引起的力以及来自未固定远端524的气流分离,并被收集和沉积在透气纤维收集表面508上,在透气纤维收集表面508上彼此附着,并形成收集在卷绕辊536上的聚合物纤维材料534。压缩气体射流被引导到喷嘴502的中空空间中,其中压缩气体射流额外地将产生的聚合物纤维532导向透气纤维收集表面508。
103.图6是根据本发明的一实施例的用于生产聚合物纤维材料640的、具有加热和溶剂蒸发室616的装置600的示意图。装置600包括至少一个喷嘴602、泵送聚合物溶液的泵604、引导压缩气体射流的气体压缩机606、透气纤维收集表面608、抽吸单元610、以及第一辊
612a、第二辊612b、第三辊612c、卷绕辊642及加热和溶剂蒸发室616。至少一个喷嘴602包括具有中空空间的主体618、第一开口端620、与第一开口端620相对的第二端622、第二端622处的压缩气体射流第一入口624、以及管状纤维纺丝针626。管状纤维纺丝针626包括未固定远端628、与未固定远端628相对的近端630、聚合物溶液入口632和聚合物溶液出口634。聚合物溶液由泵604通过聚合物溶液入口632被泵入喷嘴602的管状纤维纺丝针626,并且压缩气体射流通过压缩气体射流第一入口624被引导到喷嘴602的中空空间中,以在管状纤维纺丝针626的未固定远端628处产生聚合物纤维636。通过在透气纤维收集表面608的背侧的抽吸单元610将所获得的聚合物纤维636收集在透气纤维收集表面608上,抽吸单元610在与在未固定远端628处产生的聚合物纤维636的方向相反的方向上产生抽吸压力,从而将产生的聚合物纤维636引导至透气纤维收集表面608并沉积在透气纤维收集表面608上。第一辊612a、第二辊612b和第三辊612c使得透气纤维收集表面608能够在与至少一个喷嘴602的纺丝方向垂直的方向上移动。从未固定远端628分离、并被收集和沉积在透气纤维收集表面608上的所获得的聚合物纤维636在透气纤维收集表面608上彼此附着,并形成聚合物纤维材料638。透气纤维收集表面608上的聚合物纤维材料638进一步通过加热和溶剂蒸发室616以更快地蒸发溶剂并产生不含溶剂和有毒化学品的聚合物纤维材料640。将不含溶剂和有毒化学品的聚合物纤维材料640收集在卷绕辊642上。
104.图7是根据本发明的一实施例的,包括用于生产聚合物纤维的喷丝头702的装置700的示意图。装置700包括喷丝头702。喷丝头702包括附接到喷丝头702上的第一圆柱形喷嘴704a、第二圆柱形喷嘴704b和第三圆柱形喷嘴704c,至喷丝头702的压缩气体射流第二入口710,透气纤维收集表面720,抽吸单元722,第一辊726a,第二辊726b,第三辊726c,卷绕辊730。圆柱形喷嘴704a、704b、704c中的每一个对应地包括管状纤维纺丝针706a、706b、706c,以及压缩空气射流第一入口对应地为712a、712b、712c。每个管状纤维纺丝针706a、706b、706c包括聚合物溶液入口714a、714b、714c和未固定远端708a、708b、708c。喷丝头702包括中空体716,第一圆柱形喷嘴704a、第二圆柱形喷嘴704b和第三圆柱形喷嘴704c附接到中空体716。压缩气体射流,例如空气,通过压缩气体射流第二入口710进入喷丝头702。压缩气体射流通过压缩气体射流第一入口712a、712b、712c并进一步通过压缩气体射流第二入口710引导至圆柱形喷嘴704a、704b、704c中的每一个,并且聚合物溶液分别通过聚合物溶液入口714a、714b、714c被引导到第一圆柱形喷嘴704a、第二圆柱形喷嘴704b和第三圆柱形喷嘴704c中,以在管状纤维纺丝针706a、706b、706c的未固定远端708a、708b、708c处产生聚合物纤维718a、718b、718c。聚合物纤维718a、718b、718c由位于透气纤维收集表面720背面的抽吸单元722收集在透气纤维收集表面720上,抽吸单元722在与在管状纤维纺丝针706a、706b、706c的未固定远端708a、708b、708c处产生的聚合物纤维718a、718b、718c的方向相反的方向上产生抽吸压力,使得产生的聚合物纤维718a、718b、718c被引导至透气纤维收集表面720并沉积在透气纤维收集表面720上。第一辊726a、第二辊726b和第三辊726c被配置为在垂直于喷丝头702的纺丝方向的方向上移动透气纤维收集表面720。从未固定远端708a、708b、708c分离、并被收集和沉积在透气纤维收集表面上的所获得的聚合物纤维718a、718b、718c在透气纤维收集表面720上彼此附着,以形成聚合物纤维材料724。聚合物纤维材料724被收集在卷绕辊730上。喷丝头702的第二移动装置728被配置成以左右、上下方向中的至少一个方向移动喷丝头702,以致向喷丝头702提供额外的运动,以实现沉积的聚合物
纤维的更高和更均匀的密度,从而能够获得聚合物纤维材料的不同性质。
105.图8a是根据本发明的一实施例的、被配置为生产聚合物纤维的喷丝头800的示意图。三角形的喷丝头800包括中空体802,从中空体802顶部突出的第一圆锥形喷嘴804a、第二圆锥形喷嘴804b、第三圆锥形喷嘴804c和第四圆锥形喷嘴804d,压缩气体射流第二入口808,以及聚合物溶液第二入口818。每个圆锥形喷嘴804a、804b、804c、804d包括管状纤维纺丝针812a、812b、812c、812d,其具有对应的聚合物溶液入口810a、810b、810c和810d。聚合物溶液通过对应的聚合物溶液入口810a、810b、810c、810d泵入管状纤维纺丝针812a、812b、812c、812d。聚合物溶液入口810a、810b、810c、810d布置在入口壳体816上。入口壳体816配置为从聚合物溶液第二入口818接收聚合物溶液,并进一步配置为将聚合物溶液导入聚合物溶液入口810a、810b、810c、810d。每个管状纤维纺丝针812a、812b、812c、812d包括未固定远端814a、814b、814c、814d。压缩气体射流通过压缩气体射流第二入口808被引导进入喷丝头800的中空体802,并且聚合物溶液被引导进入聚合物溶液入口810a、810b、810c、810d以产生聚合物纤维。这些部件的功能如上所述。
106.图8b是根据本发明的一实施例的、被配置为生产聚合物纤维的喷丝头840的示意图。圆形的喷丝头840包括中空体822,连接到中空体822上的第一圆锥形喷嘴824a、第二圆锥形喷嘴824b、第三圆锥形喷嘴824c和第四圆锥形喷嘴824d,压缩气体射流第二入口826,以及聚合物溶液第二入口834。每个圆锥形喷嘴824a、824b、824c、824d对应地包括管状纤维纺丝针828a、828b、828c、828d,其具有对应的聚合物溶液入口832a、832b、832c、832d。聚合物溶液通过对应的聚合物溶液入口832a、832b、832c、832d泵入管状纤维纺丝针828a、828b、828c、828d。聚合物溶液入口832a、832b、832c、832d布置在入口壳体836上。入口壳体836配置为从聚合物溶液第二入口834接收聚合物溶液,并进一步配置为将聚合物溶液导入聚合物溶液入口832a、832b、832c、832d。至少一根管状纤维纺丝针828a、828b、828c、828d包括未固定远端830a、830b、830c、830d。压缩气体射流通过压缩气体射流第二入口826被引导到圆形喷丝头840的中空体822中,并且聚合物溶液被引导到聚合物溶液入口832a、832b、832c、832d中以用于生产聚合物纤维。这些部件的功能如上所述。
107.图9是示出根据本发明的一个实施例的用于生产聚合物纤维的方法的流程图。在步骤902,通过管状纤维纺丝针的聚合物溶液入口,将聚合物溶液从聚合物溶液泵泵入包括装置的管状纤维纺丝针的至少一个喷嘴中。在步骤904,气体压缩机通过压缩气体第一入口将压缩气体射流输送到至少一个喷嘴中。在步骤906,通过压缩气体射流向至少一个管状纤维纺丝针施加运动。在步骤908,在至少一根管状纤维纺丝针的远端的尖端部形成液滴。在步骤910,自所形成的液滴获得聚合物纤维。在一实施例中,聚合物纤维的直径为0.2至10微米。
108.图10是根据本发明的聚合物纤维的形态的图示,其中显示了根据本发明的从明胶溶液获得的聚合物纤维的图像。通过tescan(泰思肯)的vega扫描电子显微镜(scanning electron microscopy,sem)装置和拉伸强度测试对明胶纤维进行了分析,其中sem分析参数如下:加速电压(accelerating voltage,hv)为10.00kv;工作距离(working distance,wd)为12.6480毫米;视场为95.74微米;检测仪为二次电子(secondary electron,se)。sem分析的结果证明了材料的纳米纤维性质和单根纤维的扭转带状形态。拉伸强度测试表明,该材料的机械性能优于已知的纺丝技术。
109.在不脱离由所附权利要求所限定的本发明的范围的情况下,可以对上文描述的本发明的实施例进行修改。用于描述和要求保护本发明的诸如“包括”、“包含”、“包含在”、“具有”、“是”之类的表达意在以非排他性的方式来解释,即允许也存在未明确描述的项目、组件或元件。对单数的引用也应解释为与复数相关。