1.本技术涉及金属熔炼的领域,尤其是涉及一种上料量精确的中频熔炼电炉。
背景技术:
2.熔炼电炉是指将熔化金属锭和一些废旧金属作为原料,并在熔炼过程中加入一些金属合金,然后经过扒渣、精炼等操作,将加入的金属物质熔炼成合金的设备。熔炼电炉的优点众多,适用于各种金属加热的场合。
3.目前,熔炼电炉在熔炼金属时,对炉中加入的物料的数量,大多由操作工人采用经验值进行添加。
4.针对上述中的相关技术,发明人认为采用经验值的方法向熔炼电炉内添加物料,造成物料添加的数量不准确。
技术实现要素:
5.为了提高添加物料的准确性,本技术提供一种上料量精确的中频熔炼电炉。
6.本技术提供的一种上料量精确的中频熔炼电炉采用如下的技术方案:
7.一种上料量精确的中频熔炼电炉,包括炉体、安装架、下料装置和称重装置,所述炉体上设置有熔炼腔,所述安装架设置在所述炉体的一侧,所述下料装置包括料斗,所述料斗安装在所述安装架上,所述下料装置还包括螺旋输送机,所述螺旋输送机设置在所述安装架上,所述料斗设置在所述螺旋输送机进料端的上方;所述称重装置包括计量称、计量称阀门和拉力传感器,所述计量称设置在所述螺旋输送机的出料端的下方,所述计量称阀门设置在所述计量称的下部,所述拉力传感器的一端与所述计量称连接,所述拉力传感器的另一端与所述螺旋输送机远离所述料斗的一端连接,所述拉力传感器与所述螺旋输送机电信号连接,所述熔炼腔设置在所述计量称出料端的下方。
8.通过采用上述技术方案,工人将物料加入到料斗中,物料经由料斗进入螺旋输送机的进料端,螺旋输送机将物料输送到计量称的上方,物料在重力的作用下掉落到计量称内,计量称内的物料拉着拉力传感器,当计量称内的物料达到一定数量时,拉力传感器发出信号,
9.螺旋输送机接收信号将螺旋输送机关闭,此时可将计量称阀门打开,将计量称内的物料加到熔炼腔中。此方法使得在每次向熔炼腔内加入物料时,物料的数量是一定的,提高添加物料的准确性。
10.可选的,所述安装架的上表面上设置有通孔,所述螺旋输送机靠近所述料斗的一端的下表面固定设置有转动杆,所述转动杆的一端穿设在所述通孔中,所述螺旋输送机靠近所述熔炼腔的一端的下表面设置有滑块,所述安装架的上表面设置有滑槽,所述滑槽为弧形,所述滑槽的弧心与所述转动杆的轴心同轴,所述滑块可以在所述滑槽内滑移。
11.通过采用上述技术方案,螺旋输送机可以在安装架上以转动杆为轴,以滑槽为为轨迹画弧,通过使螺旋输送机在滑槽内滑动,使得计量称在向熔炼腔内添加物料时靠近炉
体,不向熔炼腔内添加物料时,螺旋输送机的计量称端远离炉体,降低了熔炼腔内扩散的热量对计量称和螺旋输送机等组件的影响,提高了装置的安全性。
12.可选的,所述滑槽内远离炉体的一端设置有限位块。
13.通过采用上述技术方案,限位块的设置可以帮助螺旋输送机在工作时卡接在滑动槽内,使螺旋输送机的输送的运动位置更加准确,同时限位块可以将螺旋输送机限制在滑槽的内部,增加了设备的安全性。
14.可选的,还包括转动装置,所述转动装置包括减速电机、第一齿轮和第二齿轮,所述减速电机与所述安装架固定设置,所述第一齿轮设置在所述减速电机的主轴上,所述第一齿轮与所述第二齿轮啮合,所述第二齿轮与所述杆固定连接。
15.通过采用上述技术方案,当工作人员将计量称内的物料向熔炼腔内添加完成时,工作人员打开减速电机驱动螺旋输送机在滑槽内滑动,使螺旋输送机远离熔炼腔。减速电机的设置使螺旋输送机在运动时更加方便,降低了工作人员的劳动强度。
16.可选的,所述转动装置还包括接触传感器,所述接触传感器设置在所述滑道靠近炉体的一端,所述接触传感器与所述减速电机电信号连接。
17.通过采用上述技术方案,当螺旋输送机转动到滑道靠近炉体的一端时,接触传感器触发,使减速电机停止工作,使螺旋输送机的停止位置更加准确,更加方便计量称向熔炼腔内添加物料。
18.可选的,所述料斗内设置有搅拌装置,所述搅拌装置包括搅拌电机和搅拌桨,所述搅拌电机固定设置在所述料斗的内部,所述搅拌桨设置在所述搅拌电机的电机轴上。
19.通过采用上述技术方案,当工作人员向料斗内添加物料时,搅拌电机驱动搅拌桨搅拌料斗内的物料,使得搅拌更加充分,进而使熔炼后的合金品质更好。
20.可选的,所述下料装置还包括料斗阀门,所述料斗阀门设置在所述料斗的下部。
21.通过采用上述技术方案,当搅拌桨搅拌物料时,料斗阀门关闭,限制料斗内的物料向螺旋输送机内下料,使得搅拌更加充分,进而增强了熔炼电炉内的熔炼效果。
22.可选的,所述料斗的内壁上还设置有激光传感器。
23.通过采用上述技术方案,当料斗内的物料减少到预设值时,激光传感器可以提醒工作人员对料斗进行物料添加。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.通过称重装置的设置,物料先被输送至计量称中,之后拉力传感器对计量称中的物料进行计量,当计量称中的物料达到一定数量后,计量称控制螺旋输送机停止转动,之后将计量称中的物料排放至熔炼腔中。此方法使得在每次向熔炼腔内加入物料时,物料的数量是一定的,提高添加物料的准确性;
26.通过转动装置的设置,当物料在熔炼腔中被加热时,转动装置可带动计量称离开熔炼腔的上方,降低计量称以及拉力传感器受热损坏的概率,提高了称重装置的可靠性;
27.通过搅拌装置的设置,物料在进入螺旋输送机前先经过搅拌装置的搅拌,使料斗内的物料混合更加均匀,之后再将混合均匀的物料输送至计量称中计量,使得进入熔炼腔的物料混合更加均匀,进而使熔炼后的合金品质更好。
附图说明
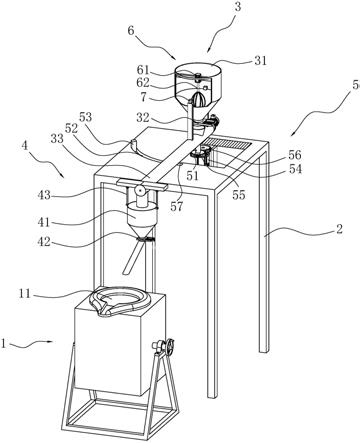
28.图1是一种上料量精确的中频熔炼电炉的额整体结构示意图。
29.附图标记说明:1、炉体;11、熔炼腔;2、安装架;3、下料装置;31、料斗;32、料斗阀门;33、螺旋输送机;4、称重装置;41、计量秤;42、计量称阀门;43、拉力传感器;5、转动装置;51、转动杆;52、滑槽;53、限位块;54、减速电机;55、第一齿轮;56、第二齿轮;57、接触传感器;6、搅拌装置;61、搅拌电机;62、搅拌桨;7、激光传感器。
具体实施方式
30.以下结合附图1对本技术作进一步详细说明。
31.本技术实施例公开一种上料量精确的中频熔炼电炉。参照图1,上料量精确的中频熔炼电炉包括炉体1、安装架2、搅拌装置6、下料装置3、转动装置5和称重装置4,炉体1上设置有熔炼腔11,搅拌装置6将物料搅匀后,物料被下料装置3输送至称重装置4中进行称重,称重完毕后称重装置4将物料排放至熔炼腔11中进行熔炼。在熔炼物料的过程中,转动装置5带动搅拌装置6、下料装置3以及称重装置4转动,以降低熔炼腔11的热量扩散对下料装置3的影响。
32.参照图1,下料装置3包括料斗31和料斗阀门32,料斗31安装在安装架2上,料斗阀门32设置在料斗31上。搅拌装置6包括搅拌电机61和搅拌桨62,搅拌电机61通过横梁螺栓连接在料斗31的内壁上,搅拌电机61的电机轴与搅拌桨62螺栓连接,搅拌桨62设置在料斗31的内部。操作人员先将料斗阀门32关闭,之后将多种金属物料投放至料斗31内,之后启动搅拌电机61,搅拌桨62在搅拌电机61的带动下转动,进而将料斗31中的物料搅拌均匀。
33.参照图1,下料装置3还包括螺旋输送机33,螺旋输送机33的上料端设置在料斗31的出料端的下方,且螺旋输送机33通过转动装置5设置在安装架2上。称重装置4包括计量称、计量称阀门42和拉力传感器43,计量称的设置在螺旋输送机33远离料斗31一端的下方,计量称阀门42设置在计量称的下部,计量称的上料端与拉力传感器43的一端连接,拉力传感器43的另一端与螺旋输送机33远离料斗31的一端连接,拉力传感器43与螺旋输送机33电信号连接。
34.料斗31内的物料被搅拌均匀后,打开料斗阀门32,物料便可在重力的作用下流入螺旋输送机33中,螺旋输送机33启动并将物料输送至计量称中。拉力传感器43对计量称中的物料进行计量,当计量称中的物料达到预定数量后,拉力传感器43发出电信号,使螺旋输送机33停止运作,如此便可使计量称计量处数量恒定的物料,之后打开计量称阀门42便可将计量称中的物料排放至熔炼腔11中进行熔炼。
35.参照图1,料斗31的内壁上还设置有激光传感器7,激光传感器7包括发射端和接收端,发射端和接收端对称设置在料斗31内壁的两侧。当料斗31内的物料少于一定数量后,激光传感器7的接收端便可以接收到激光传感器7的发射端所发出的信号,此时激光传感器7的接收端报警,提示操作人员向料斗31内增添物料。
36.参照图1,转动装置5包括转动杆51、减速电机54、第一齿轮55和第二齿轮56,螺旋输送机33靠近料斗31的一端设置有转动杆51,转动杆51的一端与螺旋输送机33螺栓连接,安装架2的上表面设置有通孔,转动杆51的另一端穿设在通孔内。第二齿轮56与转动杆51焊接,第一齿轮55与第二齿轮56啮合,第一齿轮55设置在减速电机54的电机轴上,减速电机54
的主体螺栓连接在安装架2上。
37.参照图1,螺旋输送机33靠近熔炼腔11的一端的下部焊接有滑块,安装架2的上表面设置有滑槽52,滑槽52为弧形,滑槽52的弧心与转动杆51的轴心同轴,滑块可以在滑槽52内滑移,滑槽52的远离熔炼腔11的一端焊接有限位块53。滑道靠近熔炼腔11的一端设置有接触传感器57,接触传感器57与减速电机54电信号连接。
38.当熔炼腔11对物料进行加热时,减速电机54带动螺旋输送机33转动,使滑块朝限位块53滑动,进而使计量称远离熔炼腔11,降低了计量称以及拉力传感器43受热损坏的概率。在向熔炼腔11内添加物料时,减速电机54带动螺旋输送机33转动,使滑块朝接触传感器57滑动。当滑块与接触传感器57接触时,接触传感器57得电,进而控制减速电机54停止转动,此时计量称转动至熔炼腔11的上方,以便于将计量称中的物料排放至熔炼腔11中。
39.本技术实施例一种上料量精确的中频熔炼电炉的实施原理为:工人将物料添加到料斗31内,此时料斗阀门32处于关闭状态,打开搅拌电机61,搅拌电机61带动搅拌桨62旋转,使得物料在料斗31内搅拌;搅拌完成后,打开料斗阀门32和螺旋输送机33,物料在重力作用下滑到螺旋输送机33,螺旋输送机33带动物料向计量称端移动,计量称的一端与拉力传感器43连接,当计量称内的物料重量达到预设值时,拉力传感器43将信号发送给螺旋输送机33,此时螺旋输送机33停止工作,如此便可使计量称计量处数量恒定的物料。
40.当熔炼炉完成一次物料的熔炼后,减速电机54驱动螺旋输送机33远离料斗31的一端向熔炼腔11靠近,当滑块触碰到接触传感器57时,接触传感器57触发,减速电机54停止工作,此时计量称移动至熔炼腔11的上方,之后工作人员将计量称阀门42打开,进而将计量称内的物料添加至熔炼腔11内。
41.物料添加完成后,减速电机54驱动螺旋输送机33转动,使计量称远离熔炼腔11,此时关闭计量称阀门42,以准备再次称量定量的物料。
42.当料斗31内的物料减少,使激光发射器的发射端和接收端信号接通,激光发射器提醒工作人员向料斗31内添加物料。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。