1.本实用新型涉及钢瓶上瓶装置技术领域,特别是涉及一种钢瓶上瓶装置。
背景技术:
2.钢瓶,作为储存和运输气体用的高压容器,一般用合金结构钢热冲、压制而成,圆柱形结构,如应用于医院、急救站、疗养院等的储存和运输氧气的氧气瓶。此类如医用氧气瓶的钢瓶在制作形成后,在进行灌装氧气等高压气体前,需要对其注入高压水进行打压测试,以保证其符合标准要求。
3.由于此类钢瓶的瓶身较高,直径相对瓶高较小,因此在其测试时,首先要用输送线将其输送到打压测试装置的工位入口处并使其保持直立状态,然后送入打压测试装置的钢瓶托板上进行测试,然而在将其由传输线上推入到钢瓶打压测试装置上,存在困难。
技术实现要素:
4.本实用新型的目的是针对现有技术中存在的技术缺陷,而提供一种能自动化控制上瓶的钢瓶上瓶装置。
5.为实现本实用新型的目的所采用的技术方案是:
6.一种钢瓶上瓶装置,用于将推瓶工位上直立的钢瓶保持直立状态下推到位于所述推瓶工位的一侧的钢瓶打压测试装置上,包括一个水平移动的上瓶推头以及驱动所述上瓶推头直线往复移动的直线驱动器,所述直线驱动器位于所述推瓶工位的另一侧,与所述钢瓶打压测试装置的测试工位入口相对布置。
7.作为一个优选的技术方案,所述上瓶推头在初始状态下位于所述推瓶工位的上方一侧,当被所述直线驱动器驱动进行上瓶推瓶作业时,所述上瓶推头由所述推瓶工位的上方一侧向相对的另一侧移动,以将所述钢瓶推送到所述钢瓶打压测试装置上。
8.作为一个优选的技术方案,所述上瓶推头对应的推瓶工位的下游位置处设置有第一行程开关,用于检测到钢瓶处于所述推瓶工位上时,触发所述直线驱动器动作,将所述上瓶推头推出。
9.作为一个优选的技术方案,所述直线驱动器与所述的上瓶推头之间设置有导向杆组件,以对所述上瓶推头的移动进行导向。
10.作为一个优选的技术方案,所述直线驱动器安装在驱动器安装架上。
11.作为一个优选的技术方案,所述直线驱动器采用气缸或油缸。
12.本实用新型的钢瓶上瓶装置,通过与钢瓶打压测试装置相对布置在所述推瓶工位的外侧,能实现将处于推瓶工位上的直立钢瓶快速驱动上瓶推头动作,将钢瓶快速推到钢瓶打压测试装置上,实现上瓶的自动化。
附图说明
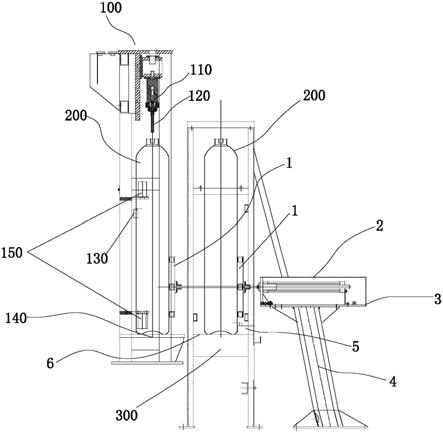
13.图1是本实用新型的钢瓶上瓶装置的主视示意图。
14.图2为本实用新型的钢瓶上瓶装置的侧视示意图。
具体实施方式
15.以下结合附图和具体实施例对本实用新型作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
16.如图1-图2所示,本实用新型实施例的一种钢瓶上瓶装置,用于将推瓶工位300上直立的钢瓶200保持直立状态下推到钢瓶打压测试装置100的测试工位140上,所述钢瓶打压测试装置100位于所述推瓶工位300的一侧;所述钢瓶上瓶装置包括一个水平移动的上瓶推头1以及驱动所述上瓶推头1直线往复移动的直线驱动器2,所述直线驱动器位于所述推瓶工位300的另一侧,与所述钢瓶打压测试装置100的测试工位130的入口相对布置。
17.本实用新型实施例中,所述的钢瓶打压测试装置100为现有技术产品,其包括有机架,其机架顶端布置有对中测试装置110,对中测试装置110包括注排水管机构120,以向钢瓶中注入高压水进行打压测试,其机架底部有承载钢瓶200的钢瓶托板作为测试工位。
18.作为一个可选的实施例,所述的推瓶工位300可以是位于钢瓶的一段传输线400(如链条传输线或链板传输线等)的末端,钢瓶200可以由所述输送线传送至所述推瓶工位上并呈直立状态。
19.作为一个可选的实施例,所述上瓶推头1在初始状态下位于所述推瓶工位300的上方一侧,当被所述直线驱动器2驱动进行上瓶推瓶作业时,所述上瓶推头1由所述推瓶工位300的上方一侧沿向相对的另一侧移动,如图1所示由右向左移动,以将所述钢瓶推送到所述钢瓶打压测试装置100的测试工位上。
20.作为一个可选的实施例,所述上瓶推头1对应的推瓶工位的下游位置处设置有第一行程开关5,所述的第一行程开关5,用于检测到钢瓶200是否处于所述推瓶工位300,当检测到有钢瓶处于推瓶工位300上时,会触发所述直线驱动器2动作,将所述上瓶推头1快速推出,从而可以将到位的钢瓶推到所述钢瓶打压测试装置的的测试工位上。具体的是,是将到位的钢瓶推到所述钢瓶打压测试装置的钢瓶托板上,即测试工位上。
21.作为一个可选的实施例,所述钢瓶打压测试装置100的机架上设置有电磁铁150,用于钢瓶上瓶时对钢瓶200进行吸附,防止钢瓶上瓶时钢瓶倾倒,所述电磁铁可以安装在所述测试工位的上方预定的高度,在钢瓶被推动到测试工位上后能通电工作将钢瓶吸附住。可选的,所述的电磁铁150可以是多个,如图1所示,可以是四个,每侧上下间隔开的位置各安装一个,图1示出了一侧的两个上下安装的电磁铁150。
22.作为一个可选的实施例,所述直线驱动器3与所述的上瓶推头1之间设置有导向杆组件,以对所述上瓶推头1的移动进行导向,所述直线驱动器安装在驱动器安装架3上,所述驱动器安装架通过支座4位于所述推瓶工位300的外侧,可以是直接固定于支撑面上。
23.其中,所述的导向杆组件的导向杆7为两个,沿直线驱动器的轴向方向对称布置在所述的直线驱动器的驱动杆的两侧。
24.具体的,所述直线驱动器可以采用气缸或油缸来实现,优选的为气缸。
25.工作时,当钢瓶200被使呈直立状态进入到推瓶工位300时,会触碰第一行程开关5,使得上瓶装置的推瓶用的直线驱动器2伸出,驱动上瓶推头1将钢瓶200在保持直立状态下快速推入到钢瓶打压测试装置的测试工位140上,钢瓶触碰钢瓶打压测试装置上的第二
行程开关130,使钢瓶打压测试装置上的电磁铁150通电工作,吸附住钢瓶,保持钢瓶稳定,然后钢瓶打压测试装置上部的钢瓶对中测试装置110下落,其注排水管120插入钢瓶口中,将瓶颈肩压紧对中,进入工作状态;钢瓶对中测试装置110下落的同时电磁铁150断电,与钢瓶由吸附状态变为脱开状态;最后推瓶的直线驱动器2收回,上瓶推头复位,等待下一个钢瓶上瓶作业。
26.通过以上的分析,可以看出,本实用新型的钢瓶上瓶装置,通过与钢瓶打压测试装置相对布置在推瓶工位的外侧,能实现将位于推瓶工位上的直立钢瓶快速驱动上瓶推头动作,将钢瓶快速推到钢瓶打压测试装置上,实现上瓶的自动化。
27.以上所述仅是本实用新型的优选实施方式,应当指出的是,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.钢瓶上瓶装置,其特征在于,用于将推瓶工位上直立的钢瓶保持直立状态下推到位于所述推瓶工位的一侧的钢瓶打压测试装置上,包括一个水平移动的上瓶推头以及驱动所述上瓶推头直线往复移动的直线驱动器,所述直线驱动器位于所述推瓶工位的另一侧,与所述钢瓶打压测试装置的测试工位入口相对布置。2.根据权利要求1所述钢瓶上瓶装置,其特征在于,所述上瓶推头在初始状态下位于所述推瓶工位的上方一侧,当被所述直线驱动器驱动进行上瓶推瓶作业时,所述上瓶推头由所述推瓶工位的上方一侧向相对的另一侧移动,以将所述钢瓶推送到所述钢瓶打压测试装置上。3.根据权利要求1或2所述钢瓶上瓶装置,其特征在于,所述上瓶推头对应的推瓶工位的下游位置处设置有第一行程开关,用于检测到钢瓶处于所述推瓶工位上时,触发所述直线驱动器动作,将所述上瓶推头推出。4.根据权利要求3所述钢瓶上瓶装置,其特征在于,所述直线驱动器与所述的上瓶推头之间设置有导向杆组件,以对所述上瓶推头的移动进行导向。5.根据权利要求1或4所述钢瓶上瓶装置,其特征在于,所述直线驱动器安装在驱动器安装架上。6.根据权利要求5所述钢瓶上瓶装置,其特征在于,所述直线驱动器采用气缸或油缸。
技术总结
本实用新型公开一种钢瓶上瓶装置,用于将推瓶工位上直立的钢瓶保持直立状态下推到位于推瓶工位的一侧的钢瓶打压测试装置上,包括一个水平移动的上瓶推头以及驱动所述上瓶推头直线往复移动的直线驱动器,所述直线驱动器位于推瓶工位的另一侧,与所述钢瓶打压测试装置的测试工位入口相对布置。本实用新型的钢瓶上瓶装置,通过与钢瓶打压测试装置相对布置在推瓶工位的外侧,能实现将推瓶工位上的直立钢瓶快速驱动上瓶推头动作,将钢瓶快速推到钢瓶打压测试装置上,能实现上瓶的自动化。能实现上瓶的自动化。能实现上瓶的自动化。
技术研发人员:王立伟
受保护的技术使用者:天津市长龙宏业燃气设备有限公司
技术研发日:2021.08.27
技术公布日:2022/2/11