1.本实用新型涉及雷管自动包装领域,具体为一种通道式群发工业雷管自动整理包装机。
背景技术:
2.目前,我国民爆行业工业雷管装配自动化、智能化已经成为行业发展的趋势,尤其是工业雷管的自动化装配生产线日趋成熟,但是在自动化装配线后的脱模、整理、装袋等危险工序仍以手工作业为主,已经成为行业实现无人化发展的瓶颈。
3.工业雷管自动化装配一般都是将群发工业雷管盛装在专用装载模具内,其中基础雷管(以下简称雷管)借助封口塞被固定在装载模具一侧固定卡槽内,线卡子被固定在另一侧边框上,线把存放在装载模具内,工业雷管包装主要由脱模、整理、装袋、贴标、装箱、封箱等工序组成,由于工业雷管的导线一般都是由包覆了绝缘材料的铁质金属线制成,两端头的金属芯线难以定型,且线长规格较多,线把粗细大小不一,装袋规格又多变,很难有一种设备完全满足要求,因而要实现自动包装,技术难点主要在于如何将装载模具内的群发工业雷管在脱模同时,实现工业雷管自动整理并进行塑膜装袋封袋,只有解决了这个技术问题,工业雷管的全线自动化、智能化才能实现。
技术实现要素:
4.基于此,本实用新型的目的是提供一种通道式群发工业雷管自动整理包装机,以解决工业雷管通过人工包装非常危险的技术问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种通道式群发工业雷管自动整理包装机,包括第一工作架与机架,所述第一工作架一端安装有第二工作架,且第一工作架另一端上方横向设置有机架,所述第一工作架一端顶部设置有自动入料整理机构,所述第一工作架的另一端与第二工作架结合部位设置有自动包装封袋机构,所述机架上设置有一组第二滑轨,且第二滑轨上滑动安装有自动收管供料机构;
6.所述自动入料整理机构包括第一气缸、升降外箱、u型槽内箱、折页窗与推动杆,所述第一工作架上安装有第一气缸,且第一气缸输出端连接有升降外箱,所述升降外箱顶部两侧皆转动连接有折页窗,且升降外箱内部设置有一端与第一工作架连接的u型槽内箱,所述第一工作架远离第二工作架的一端安装有与u型槽内箱配合的推动杆。
7.通过采用上述技术方案,自动入料整理机构可将雷管整理的较为齐整,且可将整理好的雷管输送至自动包装封袋机构内,自动包装封袋机构可将整理好的雷管包装封袋,且将封好的袋分割,自动收管供料机构可将在线模具内群发雷管线把抓取至自动入料整理机构内。
8.本实用新型进一步设置为,所述自动入料整理机构包括还包括第二气缸与连接件,所述折页窗顶部一端皆设置有连接件,且升降外箱两侧皆转动安装有输出端与连接件转动连接的第二气缸。
9.通过采用上述技术方案,第二气缸可通过连接件控制折页窗的开合。
10.本实用新型进一步设置为,所述自动包装封袋机构包括整理通道、承载辊、放膜架、第三气缸、热合刀头、安装架、第一滑块、第一滑轨、第四气缸、第五气缸、热合分切刀、第六气缸与闭合收紧门,所述第二工作架顶部靠近第一工作架的一端设置有与u型槽内箱配合在同一水平线的整理通道,且第二工作架顶端中间安装有第三气缸,所述第三气缸输出端安装有热合刀头,所述第二工作架远离第一工作架的一端滑动连接有安装架,且安装架顶部与底部靠近第三气缸的一侧皆安装有第五气缸,两个所述第五气缸输出端安装有相互配合的热合分切刀,所述安装架顶部与底部远离第三气缸的一侧皆安装有第六气缸,且两个第六气缸输出端连接有相互配合的闭合收紧门,所述第二工作架内部底部设置有放膜架,且第二工作架上位于整理通道下方转动连接有承载辊,所述安装架两端中间皆设置有第一滑块,且第二工作架顶部位于安装架两端皆设置有与第一滑块配合的第一滑轨,其中一个所述第一滑块顶部安装有输出端与第二工作架连接的第四气缸。
11.通过采用上述技术方案,整理通道可约束包装膜,使其形成圆筒状的包装袋,第三气缸可推动热合刀头对包装袋顶部进行热压粘合,第五气缸可推动热合分切刀将包装袋两端热压粘合,同时将包装袋分割,第六气缸推动闭合收紧门同时安装架移动,可将雷管线把向一端刮,使包装袋产生空位,防止热合分切刀压到雷管导线,放膜架可用于放置包装膜卷,承载辊可使包装膜在形成包装袋时更加平整,防止产生褶皱,第一滑块与第一滑轨配合可限制安装架的滑动,第四气缸可控制安装架的滑动。
12.本实用新型进一步设置为,所述自动收管供料机构包括第二滑块、安装板、第七气缸、夹板、第八气缸、机械抄手与限位滑柱,所述第二滑轨上滑动连接有安装板,且安装板顶部安装有第七气缸,所述第七气缸输出端连接有夹板,且夹板底部设置有一组限位滑柱,所述限位滑柱上滑动连接有一组机械抄手,所述夹板顶部安装有一组方向相反的第八气缸,且一组第八气缸输出端分别与一个机械抄手连接,所述安装板底部设置有两组第二滑块,且安装板通过第二滑块与第二滑轨滑动连接,所述机械抄手是通用的直立式“l”形水平方向可自由张合的机械手。
13.通过采用上述技术方案,第七气缸可推动夹板升降,限位滑柱可限制机械抄手的滑动,第八气缸可控制机械抄手的张合,第二滑块与第二滑轨配合可限制安装板的滑动。
14.本实用新型进一步设置为,所述第二工作架顶部位于第一滑轨之间设置有载料台,且载料台与整理通道位于同一水平线。
15.通过采用上述技术方案,载料台便于包装袋分割。
16.本实用新型进一步设置为,所述第一气缸、第三气缸、第五气缸、第六气缸与第七气缸两侧皆设置有与各自输出端连接的零件连接的导向柱,且导向柱均与第一气缸、第三气缸、第五气缸、第六气缸与第七气缸各自安装处滑动连接。
17.通过采用上述技术方案,导向柱可使第一气缸、第三气缸、第五气缸、第六气缸与第七气缸所推动的零件更加稳定,防止其晃动。
18.本实用新型进一步设置为,所有所述导向柱与其滑动连接处皆设置有直线轴承。
19.通过采用上述技术方案,直线轴承可使导向柱的滑动更顺畅。
20.本实用新型进一步设置为,所述升降外箱与u型槽内箱均为两端与顶部皆开口的矩形结构,所述整理通道靠近自动入料整理机构的一端为与u型槽内箱配合的矩形结构。
21.通过采用上述技术方案,升降外箱与u型槽内箱均为两端与顶部皆开口的矩形结构便于自动收管供料机构将料放入u型槽内箱内部,且便于推动杆将料推出,整理通道靠近自动入料整理机构的一端为与u型槽内箱配合的矩形结构便于推动杆将自动入料整理机构整理好的料推入整理通道。
22.除上述技术方案外,应用本实用新型法人的包装方法,包括如下步骤:
23.所述自动收管供料机构用来抓取群发工业雷管,所述自动收管供料机构的机械抄手能同时抓取至少2发以上雷管,并能通过机架上设置的第二滑轨平移至自动入料整理机构的正上方,能同时将机械抄手承载的全部雷管一次性释放下来;
24.所述自动入料整理机构用来接受机械抄手释放的全部雷管,并通过u型槽内箱约束和升降外箱升降挤压完成全部雷管的整理,再由推动杆推动全部雷管经整理通道推入现场制成的塑膜筒或预成型的塑膜袋内;
25.所述自动包装封袋机构的制袋方法是塑膜通过整理通道以及设置在所述整理通道外侧的热合刀头和热合分切刀在线制成的,也可以是设置在整理通道外侧的通用制袋机或预制袋送开袋机构提供包装袋;
26.所述自动包装封袋机构的塑膜袋封口切断方法是:第三气缸推动热合刀头将后面的包装膜顶部热合黏合,包有塑膜袋的雷管继续移动至载料台上后,第六气缸推动闭合收紧门夹紧塑膜袋未封口的一端,接着第四气缸伸出,带动安装架皆第一滑块沿第一滑轨移动,使闭合收紧门将雷管向已经封口的塑膜袋一端刮,使工业雷管进一步靠近塑膜袋底,同时塑膜袋的另一端被刮出一小段空位,第五气缸即推动热合分切刀夹紧塑膜袋,将塑膜袋热合分切。
27.综上所述,本实用新型主要具有以下有益效果:
28.本实用新型通过在第一工作架上方设置机架,通过机架上的机械抄手可进行自动上料,推动杆可推动u型槽内箱内的雷管移动至整理通道,整理通道可将包装膜整理成包裹雷管的筒状,通过第三气缸推动热合刀头将呈筒状的包装膜顶部热压粘合,第五气缸可推动热合分切刀将包装膜一端封口,接着使雷管与包装膜移动至雷管另一端位于热合分切刀另一侧,安装架带动闭合收紧门移动将两组雷管之间刮出一段空隙,即可通过热合分切刀热压分割,即可防止热合分切刀压切雷管金属芯线,实现不同规格的雷管全自动包装。
附图说明
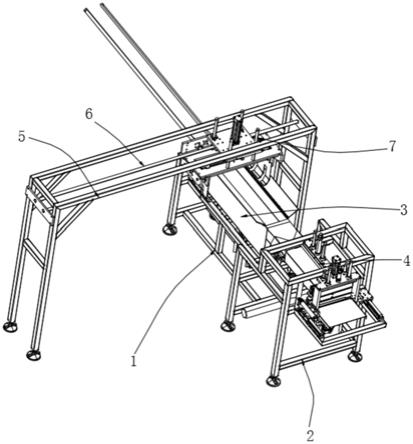
29.图1为本实用新型的结构示意图;
30.图2为本实用新型自动入料整理机构及自动包装封袋机构第一视角的结构示意图;
31.图3为本实用新型自动入料整理机构及自动包装封袋机构第二视角的结构示意图;
32.图4为本实用新型机架及自动收管供料机构的结构示意图;
33.图5为本实用新型自动收管供料机构的结构示意图;
34.图6为本实用新型图3中a的放大图。
35.图中:1、第一工作架;2、第二工作架;3、自动入料整理机构;301、第一气缸;302、升降外箱;303、u型槽内箱;304、第二气缸;305、连接件; 306、折页窗;307、推动杆;4、自动包
装封袋机构;401、整理通道;402、承载辊;403、放膜架;404、第三气缸;405、热合刀头;406、安装架;407、第一滑块;408、第一滑轨;409、第四气缸;410、第五气缸;411、热合分切刀;412、第六气缸;413、闭合收紧门;5、机架;6、第二滑轨;7、自动收管供料机构;701、第二滑块;702、安装板;703、第七气缸;704、夹板; 705、第八气缸;706、机械抄手;707、限位滑柱;8、导向柱;9、载料台; 10、直线轴承。
具体实施方式
36.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
37.下面根据本实用新型的整体结构,对其实施例进行说明。
38.一种通道式群发工业雷管自动整理包装机,如图1-6所示,包括第一工作架1与机架5,第一工作架1一端安装有第二工作架2,且第一工作架1另一端上方横向设置有机架5,第一工作架1一端顶部设置有自动入料整理机构 3,可将雷管整理的较为齐整,且可将整理好的雷管输送至自动包装封袋机构 4内,第一工作架1的另一端与第二工作架2结合部位设置有自动包装封袋机构4,可将整理好的雷管包装封袋,且将封好的袋分割,机架5上设置有一组第二滑轨6,且第二滑轨6上滑动安装有自动收管供料机构7,可将在线模具内群发雷管线把抓取至自动入料整理机构3内。
39.请参阅图2和图3,自动入料整理机构3包括第一气缸301、升降外箱302、 u型槽内箱303、折页窗306与推动杆307,第一工作架1上安装有第一气缸 301,且第一气缸301输出端连接有升降外箱302,升降外箱302顶部两侧皆转动连接有折页窗306,且升降外箱302内部设置有一端与第一工作架1连接的u型槽内箱303,第一气缸301可带动升降外箱302升降,通过闭合的折页窗306将u型槽内箱303内的雷管线把压紧,第一工作架1远离第二工作架2 的一端安装有与u型槽内箱303配合的推动杆307,可推动雷管线把移动。
40.请参阅图3,自动入料整理机构3包括还包括第二气缸304与连接件305,折页窗306顶部一端皆设置有连接件305,且升降外箱302两侧皆转动安装有输出端与连接件305转动连接的第二气缸304,第二气缸304可通过连接件 305控制折页窗306的开合。
41.请参阅图2、图3和图6,自动包装封袋机构4包括整理通道401、承载辊402、放膜架403、第三气缸404、热合刀头405、安装架406、第一滑块 407、第一滑轨408、第四气缸409、第五气缸410、热合分切刀411、第六气缸412与闭合收紧门413,第二工作架2顶部靠近第一工作架1的一端设置有与u型槽内箱303配合在同一水平线的整理通道401,可约束包装膜,使其形成圆筒状的包装袋,且第二工作架2顶端中间安装有第三气缸404,第三气缸 404输出端安装有热合刀头405,第三气缸404可推动热合刀头405对包装袋顶部进行热压粘合,第二工作架2远离第一工作架1的一端滑动连接有安装架406,且安装架406顶部与底部靠近第三气缸404的一侧皆安装有第五气缸 410,两个第五气缸410输出端安装有相互配合的热合分切刀411,第五气缸 410可推动热合分切刀411将包装袋两端热压粘合,同时将包装袋分割,安装架406顶部与底部远离第三气缸404的一侧皆安装有第六气缸412,且两个第六气缸412输出端连接有相互配合的闭合收紧门413,第六气缸412推动闭合收紧门413同时安装架406移动,可将雷管线把向一端刮,使包装袋产生空位,防止热合分切刀411压到雷管导线,第二
工作架2内部底部设置有放膜架403,可用于放置包装膜卷,且第二工作架2上位于整理通道401下方转动连接有承载辊402,可使包装膜在形成包装袋时更加平整,防止产生褶皱,安装架406两端中间皆设置有第一滑块407,且第二工作架2顶部位于安装架406两端皆设置有与第一滑块407配合的第一滑轨408,第一滑块407与第一滑轨408配合可限制安装架406的滑动,其中一个第一滑块407顶部安装有输出端与第二工作架2连接的第四气缸409,可控制安装架406的滑动。
42.请参阅图4和图5,自动收管供料机构7包括第二滑块701、安装板702、第七气缸703、夹板704、第八气缸705、机械抄手706与限位滑柱707,第二滑轨6上滑动连接有安装板702,且安装板702顶部安装有第七气缸703,可推动夹板704升降,第七气缸703输出端连接有夹板704,且夹板704底部设置有一组限位滑柱707,可限制机械抄手706的滑动,限位滑柱707上滑动连接有一组机械抄手706,夹板704顶部安装有一组方向相反的第八气缸705,且一组第八气缸705输出端分别与一个机械抄手706连接,可控制机械抄手 706的张合,安装板702底部设置有两组第二滑块701,且安装板702通过第二滑块701与第二滑轨6滑动连接,第二滑块701与第二滑轨6配合可限制安装板702的滑动,所述机械抄手706是通用的直立式“l”形水平方向可自由张合的机械手。
43.请参阅图2和图6,第二工作架2顶部位于第一滑轨408之间设置有载料台9,且载料台9与整理通道401位于同一水平线,便于包装袋分割。
44.请参阅图2、图4、图5和图6,第一气缸301、第三气缸404、第五气缸 410、第六气缸412与第七气缸703两侧皆设置有与各自输出端连接的零件连接的导向柱8,且导向柱8均与第一气缸301、第三气缸404、第五气缸410、第六气缸412与第七气缸703各自安装处滑动连接,可使第一气缸301、第三气缸404、第五气缸410、第六气缸412与第七气缸703所推动的零件更加稳定,防止其晃动。
45.请参阅图5和图6,所有导向柱8与其滑动连接处皆设置有直线轴承10,可使导向柱8的滑动更顺畅。
46.请参阅图2和图3,升降外箱302与u型槽内箱303均为两端与顶部皆开口的矩形结构,便于自动收管供料机构7将料放入u型槽内箱303内部,且便于推动杆307将料推出,整理通道401靠近自动入料整理机构3的一端为与u型槽内箱303配合的矩形结构,便于推动杆307将自动入料整理机构3 整理好的料推入整理通道401。
47.本实用新型的工作原理为:使用时,将包装膜卷插在放膜架403上,先通过人工将包装膜一端穿过承载辊402包裹在整理通道401外表面形成筒状,接着第三气缸404推动热合刀头405将包装膜顶部热合,接着第五气缸410 推动热合分切刀411将包装筒一端热压,使包装膜形成三面封边的塑膜袋,当自动化装配线上的脱模装置将载线模具上的雷管和线夹与模具分离后,第七气缸703推动夹板704向下移动,接着第八气缸705收缩,使机械抄手706 沿限位滑柱707移动将群发雷管线把一次性抓取收拢,接着第七气缸703收缩使夹板704抬升,然后安装板702通过第二滑块701沿第二滑轨6移动至u 型槽内箱303上方,第七气缸703伸出,接着第八气缸705伸出,使机械抄手706将雷管线把放入u型槽内箱303内,自动收管供料机构7复位,第二气缸304通过连接件305推动折页窗306闭合,第一气缸301带动升降外箱 302下降,通过闭合的折页窗306将线把压紧,第一气缸301与第二气缸304 即可带动升降外箱302和折页窗306复位,接着推动杆307推动压紧的雷管与线把通过整理通道401
移动至三面封边的塑膜袋内,然后推动杆307继续推动雷管移动,使雷管带动塑膜袋移动至载料台9上,推动杆307即可复位,在雷管及塑膜袋移动时,第三气缸404推动热合刀头405将后面的包装膜顶部继续热合,包有塑膜袋的雷管移动至载料台9上后,第六气缸412推动闭合收紧门413夹紧塑膜袋未封口的一端,接着第四气缸409伸出,带动安装架406皆第一滑块407沿第一滑轨408移动,使闭合收紧门413将雷管线把向塑膜袋封口的一端刮,使工业雷管进一步靠近塑膜袋底,同时塑膜袋的另一端被刮出一小段空位,第五气缸410即可推动热合分切刀411夹紧塑膜袋,将塑膜袋热合分切,重复上述步骤即可自动对工业雷管进行包装。
48.尽管已经示出和描述了本实用新型的实施例,但本具体实施例仅仅是对本实用新型的解释,其并不是对实用新型的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本实用新型的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本实用新型的权利要求范围内都受到专利法的保护。