1.本发明涉及船舶舭部转圆结构技术领域,尤其涉及一种集装箱船舭部转圆分段结构及该集装箱船舭部转圆分段结构的分段建造方法。
背景技术:
2.在船舶舭部转圆处结构中采用t型材与板材上的贯穿孔相配合的形式,实现船体刚性构架。但由于集装箱船货舱分段较多,舭部转圆处结构复杂,精度控制要求高,通常以平台板为基面,反态建造,在t型材与贯穿孔配合后,再将t型材同外板连接固定,外板分段设置,t型材同外板连接固定完成后,再将分段的外板紧密连接,从而实现完整集装箱船舭部转圆分段结构。这种工艺方法胎位周期长,建造效率低,且在制造过程中的安装精度不容易控制,后期很容易因为出现精度超差带来返工。另外,常规结构设计形式复杂,加强筋较多,由于空间有限,导致施工困难,分段施工周期较长,影响建造效率。
技术实现要素:
3.本发明要解决的技术问题是提供一种建造效率高、制造过程中的安装精度易于控制的集装箱船舭部转圆分段结构,以克服现有技术的上述缺陷。
4.为了解决上述技术问题,本发明采用如下技术方案:
5.本发明提供一种集装箱船舭部转圆分段结构,包括外板和肋板,外板呈弧形,外板上设置有第一t型材,肋板具有与外板相适配且对接的弧形边,弧形边的边缘处设有与第一t型材插接配合的第一贯穿孔和将第一贯穿孔分割的第一板缝,第一板缝将肋板分割成相互独立且相拼接的肋板主体和肋板拼板,肋板拼板包括部分弧形边和部分第一贯穿孔。
6.优选地,外板上还设置有第二t型材,弧形边的边缘处还设有与第二t型材插接配合的第二贯穿孔,第二贯穿孔包括第一t形孔和第一扩孔,第一t形孔与第二t型材相适配,第一t形孔与第二t型材的腹板相对的一侧壁朝离开第一t形孔的方向外移并倾斜形成第一扩孔,肋板上设有覆盖第一扩孔的第一补板。
7.优选地,第一扩孔的侧壁相对第二t型材的腹板的倾斜角度为12
°
~15
°
。
8.优选地,第一贯穿孔与第一t型材的腹板之间的装配间隙为1.5mm~2.0mm。
9.优选地,还包括平台板和纵壁板,平台板和纵壁板上均设置有第三t型材,肋板主体具有分别连接弧形边的两端且相交的两个直线边,两个直线边分别与平台板和纵壁板相适配且对接,两个直线边的边缘处均设有与第三t型材插接配合的第三贯穿孔,第三贯穿孔包括第二t形孔和第二扩孔,第二t形孔与第三t型材相适配,第二t形孔与第三t型材的腹板相对的一侧壁朝离开第二t形孔的方向外移形成第二扩孔,肋板上设有覆盖第二扩孔的第二补板。
10.优选地,肋板主体上设有第二板缝,第二板缝将肋板主体分割成相互独立且相拼接的多个主体分体。
11.优选地,肋板主体上设置有用于人员通行的通行孔和/或用于减轻结构的减轻孔。
12.优选地,肋板主体上设置有用于增加结构强度的加强材。
13.本发明还提供一种如上所述的集装箱船舭部转圆分段结构的分段建造方法,以外板为胎架面正态建造集装箱船舭部转圆分段结构,包括以下步骤:
14.步骤一、用外板拼板在胎架上拼接出弧形的外板,将第一t型材和肋板拼板安装在外板上,肋板拼板上的部分弧形边与外板装配且肋板拼板上的部分第一贯穿孔与第一t型材装配;
15.步骤二、将肋板主体安装在外板上,肋板主体与肋板拼板相拼接形成肋板和第一贯穿孔,第一贯穿孔与第一t型材装配。
16.优选地,肋板主体具有分别连接弧形边的两端且相交的两个直线边,肋板设有多个,每个肋板均包括一个肋板主体和一组肋板拼板;
17.在步骤一中,将多组肋板拼板沿外板的长度方向间隔安装在外板上,形成外板小组立;
18.在步骤二中,将多个肋板主体的两个直线边分别安装在平台板和纵壁板上,形成中组立,将中组立倒扣安装在外板小组立上,使每个肋板主体与每组肋板拼板一一对接。
19.与现有技术相比,本发明具有显著的进步:
20.本发明的集装箱船舭部转圆分段结构在外板上直接设置第一t型材,同时为了便于第一t型材与第一贯穿孔的装配通过第一板缝将第一贯穿孔分割,在进行第一t型材与第一贯穿孔的装配时,可以保持外板不动,将肋板拼板和肋板主体依次与外板和第一t型材装配,即可将肋板装配在外板上,缩短了胎位周期,提高了建造效率;由于不需要后续外板的连接装配,减少了容易出现精度超差的装配环节,制造过程中的安装精度也更易于控制。
21.本发明的上述集装箱船舭部转圆分段结构的分段建造方法中的外板拼板在胎架上拼接出弧形的外板,有利于对外板的安装精度进行控制;将第一t型材和肋板拼板安装在外板上后,通过肋板主体与外板的装配即可同时实现外板上的第一t型材与第一贯穿孔的插接配合,建造效率较高。
附图说明
22.图1是本发明实施例中的集装箱船舭部转圆分段结构的拆分示意图。
23.图2是本发明实施例中的肋板的结构示意图。
24.图3是本发明实施例中的集装箱船舭部转圆分段结构的装配示意图。
25.图4是本发明实施例中的肋板主体的分段结构示意图。
26.图5是本发明实施例中的第一贯穿孔的结构示意图。
27.图6是本发明实施例中的第二贯穿孔的结构示意图。
28.图7是本发明实施例中的第三贯穿孔的结构示意图。
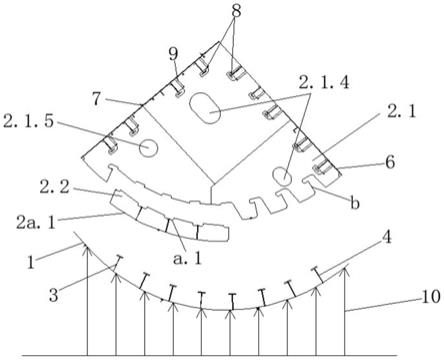
29.图8是本发明实施例中的平台板与肋板的装配结构示意图。
30.图9是本发明实施例中的纵壁板与肋板的装配结构示意图。
31.图10是本发明实施例中的集装箱船舭部转圆分段结构的整体结构示意图。
32.其中,附图标记说明如下:
33.1、外板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a.1、部分第一贯穿孔
34.2.肋板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a1、第一圆弧
35.2a、弧形边
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a2、第一直线
36.2a.1、部分弧形边
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a3、第二圆弧
37.2b、第一板缝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a4、第二直线
38.2c、直线边
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a5、第三圆弧
39.2d、第二板缝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a6、第三直线
40.2.1、肋板主体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
b、第二贯穿孔
41.2.1.1、第一主体分体
ꢀꢀꢀꢀꢀꢀꢀ
b.1、第一t形孔
42.2.1.2、第二主体分体
ꢀꢀꢀꢀꢀꢀꢀ
b.2、第一扩孔
43.2.1.3、第三主体分体
ꢀꢀꢀꢀꢀꢀꢀ
b1、一号圆弧
44.2.1.4、通行孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
b2、一号直线
45.2.1.5、减轻孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
b3、二号直线
46.2.2、肋板拼板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
b4、二号圆弧
47.3、第一t型材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
b5、三号直线
48.3.1、第一t型材的腹板
ꢀꢀꢀꢀꢀ
b6、三号圆弧
49.3.2、第一t型材的面板
ꢀꢀꢀꢀꢀ
b7、四号直线
50.4、第二t型材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
b8、四号圆弧
51.4.1、第二t型材的腹板
ꢀꢀꢀꢀꢀ
b9、五号直线
52.4.2、第二t型材的面板
ꢀꢀꢀꢀꢀ
c、第三贯穿孔
53.5、第一补板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c.1、第二t形孔
54.6、平台板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c.2、第二扩孔
55.7、纵壁板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c1、圆弧一
56.8、第三t型材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c2、直线一
57.8.1、第三t型材的腹板
ꢀꢀꢀꢀꢀ
c3、直线二
58.8.2、第三t型材的面板
ꢀꢀꢀꢀꢀ
c4、圆弧二
59.9、第二补板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c5、直线三
60.10、胎架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c6、圆弧三
61.a、第一贯穿孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c7、直线四
具体实施方式
62.下面结合附图对本发明的具体实施方式作进一步详细说明。这些实施方式仅用于说明本发明,而并非对本发明的限制。
63.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
64.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可
以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
65.此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
66.如图1至图10所示,为本发明的集装箱船舭部转圆分段结构的一种实施例。参见图1至图3,本实施例的集装箱船舭部转圆分段结构包括外板1和肋板2,外板1呈弧形,外板1上设置有第一t型材3,肋板2具有与外板1相适配且对接的弧形边2a,弧形边2a的边缘处设有与第一t型材3插接配合的第一贯穿孔a和将第一贯穿孔a分割的第一板缝2b,第一板缝2b将肋板2分割成相互独立且相拼接的肋板主体2.1和肋板拼板2.2,肋板拼板2.2包括部分弧形边2a.1和部分第一贯穿孔a.1。本实施例的集装箱船舭部转圆分段结构在外板1上直接设置第一t型材3,同时为了便于第一t型材3与第一贯穿孔a的装配通过第一板缝2b将第一贯穿孔a分割,在进行第一t型材3与第一贯穿孔a的装配时,可以保持外板1不动,将肋板拼板2.2和肋板主体2.1依次与外板1和第一t型材3装配,即可将肋板2装配在外板1上,缩短了胎位周期,提高了建造效率;由于不需要后续外板1的连接装配,减少了容易出现精度超差的装配环节,制造过程中的安装精度也更易于控制。
67.较佳地,参见图5,在本实施例中,第一贯穿孔a为与第一t型材3相适配的t形孔,第一贯穿孔a为轴对称结构,第一贯穿孔a在对称轴一侧的轮廓为依次连接的第一圆弧a1、第一直线a2、第二圆弧a3、第二直线a4、第三圆弧a5和第三直线a6,第二直线a4与第一直线a2相垂直,第三直线a6与第二直线a4相平行。第一t型材3插设于第一贯穿孔a内,且第一t型材的腹板3.1平行于第一直线a2、第一t型材的面板3.2平行于第三直线a6,第一贯穿孔a中的多个圆弧轮廓的设置有利于减小应力集中,防止第一贯穿孔a的疲劳破坏。
68.优选地,第一贯穿孔a与第一t型材的腹板3.1之间的装配间隙t为1.5mm~2.0mm。装配间隙在此范围内时,第一t型材3与第一贯穿孔a在装配时较为方便,同时对第一贯穿孔a位置的结构强度影响较小。
69.较佳地,参见图5,在本实施例中,第一t型材的面板3.2与第三圆弧a5之间具有间隔距离s,该间隔距离s可以设为35mm,在不影响第一贯穿孔a的结构强度的前提下,有助于提高第一t型材3与第一贯穿孔a的装配便捷性。
70.具体地,在本实施例中,第二圆弧a3的半径为5mm,第三圆弧a5的半径为25mm,需要指出的是,第一圆弧a1的大小是根据第一t型材3的高度h1而定的,当h1<150mm时,第一圆弧a1的半径为10mm;当150mm≤h1<200mm时,第一圆弧a1的半径为35mm;当h1≥200mm时,第一圆弧a1的半径为50mm。第一圆弧a1的大小可以根据第一t型材3高度的不同而改变,有助于更好地减少应力集中,防止第一贯穿孔a的疲劳破坏。
71.较佳地,参见图1和图5,在本实施例中,第一板缝2b将第一贯穿孔a的第三圆弧a5分割成两部分,第一贯穿孔a的第一圆弧a1、第一直线a2、第二圆弧a3和第二直线a4均位于肋板拼板2.2上,第一贯穿孔a的第三直线a6位于肋板主体2.1上。在将肋板拼板2.2安装在第一t型材3上后,将肋板拼板2.2与肋板主体2.1进行拼接即可实现第一t型材3与第一贯穿孔a的配合安装,进一步缩短了胎位周期,提高了建造效率。
72.优选地,参见图1、图3和图4,外板1上还设置有第二t型材4,弧形边2a的边缘处还设有与第二t型材4插接配合的第二贯穿孔b,第二贯穿孔b包括第一t形孔b.1和第一扩孔
b.2,第一t形孔b.1与第二t型材4相适配,第一t形孔b.1与第二t型材的腹板4.1相对的一侧壁朝离开第一t形孔b的方向外移并倾斜形成第一扩孔b.2,肋板2上设有覆盖第一扩孔b.2的第一补板5。在第二t型材4与第二贯穿孔b进行装配时,第二t型材4通过第一扩孔b.2进入第二贯穿孔b内,并在与第一t形孔b.1相适配后,将第一补板5覆盖第一扩孔b.2实现第二t型材4与第二贯穿孔b的插接配合。
73.较佳地,参见图6,在本实施例中,第二贯穿孔b的轮廓为从上到下从左到右依次连接的一号圆弧b1、一号直线b2、二号直线b3、二号圆弧b4、三号直线b5、三号圆弧b6、四号直线b7、四号圆弧b8和五号直线b9,一号直线b2与三号直线b3相平行,二号直线b3与四号直线b8相平行,一号直线b2与二号直线b3相垂直,五号直线b9与一号直线b2间有一定夹角。第二t型材4插设于第一t形孔b.1内,且第二t型材的腹板4.1贴靠于一号直线b2、第二t型材的面板4.2平行于四号直线b7,第一补板5覆盖第一扩孔b.2,且第一补板5贴靠于五号直线b9,第二贯穿孔b中的多个圆弧轮廓的设置有利于减小应力集中,防止第二贯穿孔b的疲劳破坏。
74.优选地,第一扩孔b.2的侧壁相对第二t型材的腹板4.1的倾斜角度θ为12
°
~15
°
。第二t型材4与第二贯穿孔b在装配时较为方便,同时对第二贯穿孔b位置的结构强度影响较小。
75.具体地,参见图6,在本实施例中,五号直线b9与一号直线b2的夹角为12
°
~15
°
,五号直线b9与第二t型材的腹板4.1的最大垂直距离c为b+15mm,其中,b为第二t型材的面板4.2的宽度。在不影响第二贯穿孔b结构强度的前提下,第二t型材4可以轻松通过第一扩孔b.2进入第二贯穿孔b内。需要说明的是,在本实施例中,一号圆弧b1、二号圆弧b4、三号圆弧b6和四号圆弧b8的大小是根据第二t型材4的高度h2而定的,当h2<150mm时,一号圆弧b1的半径为10mm;当150mm≤h2<200mm时,一号圆弧b1的半径为35mm;当h2≥200mm时,一号圆弧b1的半径为50mm。当h2<250mm时,二号圆弧b4和三号圆弧b6的半径为35mm,四号圆弧b8的半径为70mm;当h2≥250mm时,二号圆弧b4和三号圆弧b6的半径为50mm,四号圆弧b8的半径为100mm。一号圆弧b1、二号圆弧b4、三号圆弧b6和四号圆弧b8的大小均可以根据第二t型材4高度的不同而改变,有助于更好地减少应力集中,防止第二贯穿孔b的疲劳破坏。
76.较佳地,参见图1和图3,在本实施例中,外板1上依次间隔连续设置有多个第一t型材3和第二t型材4,肋板2的弧形边2a的边缘处设有与多个第一t型材3一一对应装配的多个第一贯穿孔a和与多个第二t型材4一一对应装配的多个第二贯穿孔b。多组第一t型材3与第一贯穿孔a、第二t型材4与第二贯穿孔b的配合可以提高外板1与肋板2装配的稳定性,使集装箱船舭部转圆分段结构获得较好的建造质量。
77.具体地,参见图1和图3,在本实施例中,每相邻的两个第一贯穿孔a之间通过一条第一板缝2b分割形成一块两侧均具有部分第一贯穿孔a.1的肋板拼板2.2。相邻的第一贯穿孔a和第二贯穿孔b之间也通过一条第一板缝2b分割形成一块两侧分别具有部分第一贯穿孔a.1和部分第二贯穿孔的肋板拼板2.2。由此形成有多个肋板拼板2.2,肋板拼板2.2的数量与第一贯穿孔a的数量相同。
78.优选地,参见图1至图4,集装箱船舭部转圆分段结构还包括平台板6和纵壁板7,平台板6和纵壁板7上均设置有第三t型材8,肋板主体2.1具有分别连接弧形边2a的两端且相交的两个直线边2c,两个直线边2c分别与平台板6和纵壁板7相适配且对接,两个直线边2c的边缘处均设有与第三t型材8插接配合的第三贯穿孔c,第三贯穿孔c包括第二t形孔c.1和
第二扩孔c.2,第二t形孔c.1与第三t型材8相适配,第二t形孔c.1与第三t型材的腹板8.1相对的一侧壁朝离开第二t形孔c.1的方向外移形成第二扩孔c.2,肋板2上设有覆盖第二扩孔c.2的第二补板9。在第三t型材8与第三贯穿孔c进行装配时,第三t型材8通过第二扩孔c.2进入第三贯穿孔c内,在第三t型材8与第二t形孔c.1相适配后,将第二补板9覆盖在第二扩孔c.2上实现第三t型材8与第三贯穿孔c的插接配合。
79.较佳地,参见图1和图3,在本实施例中,平台板6和纵壁板7上均均匀连续设置有多个第三t型材8,相应地,肋板主体2.1的两个直线边2c的边缘处均设有与多个第三t型材8一一对应的多个第三贯穿孔c。多组第三t型材8与第三贯穿孔c的配合可以提高平台板6和纵壁板7与肋板主体2.1装配的稳定性,使集装箱船舭部转圆分段结构获得较好的建造质量。
80.较佳地,在本实施例中,平台板6和纵壁板7上均设置有用于加强平台板6和纵壁板7的结构强度的角钢。需要指出的是,也可以在平台板6和纵壁板7上设置角钢以外的加强材。
81.进一步地,第三贯穿孔c为非水密结构形式,第二补板9为单补板形式。
82.较佳地,参见图7,在本实施例中,第三贯穿孔c的轮廓为从上到下从左到右依次连接的圆弧一c1、直线一c2、直线二c3、圆弧二c4、直线三c5、圆弧三c6和直线四c7,直线一c2与直线四c7相平行,直线二c3与直线三c5相平行,直线二c3与直线一c2相垂直。第三t型材8插设于第二t形孔c.1内,且第三t型材的腹板8.1贴靠于直线一c2、第三t型材的面板8.2平行于直线二c3,第二补板9覆盖第二扩孔c.2,且第二补板9贴靠于直线四c7,第三贯穿孔c中的多个圆弧轮廓的设置有利于减小应力集中,防止第三贯穿孔c的疲劳破坏。
83.优选地,参见图3,肋板主体2.1上设有第二板缝2d,第二板缝2d将肋板主体2.1分割成相互独立且相拼接的多个主体分体。在对肋板主体2.1进行装配施工时,可以单独搬运移动一个主体分体并进行加工,在多个主体分体均加工完成后,再将多个主体分体拼接来得到肋板主体2.1,使肋板主体2.1的装配施工更加容易。
84.较佳地,参见图3和图4,在本实施例中,第二板缝2d将肋板主体2.1分割成第一主体分体2.1.1、第二主体分体2.1.2和第三主体分体2.1.3。将肋板主体2.1分割成三部分既有利于肋板主体2.1的装配加工,也不会由于将肋板主体2.1过度的分割,降低肋板主体2.1的结构强度。
85.较佳地,在本实施例中,沿第二板缝2d连续设置有加强材。由多个主体分体相互拼接形成肋板主体2.1在第二板缝2d位置的结构强度较低,沿第二板缝2d连续设置加强材有助于提高肋板主体2.1的结构强度,防止因强度不足在第二板缝2d处发生断裂。
86.具体地,在本实施例中,沿第二板缝2d连续设置有角钢,需要指出的是,加强材的类别并不指定,也可以采用角钢以外的其他加强材。
87.优选地,参见图1,肋板主体2.1上设置有用于人员通行的通行孔2.1.4和/或用于减轻结构的减轻孔2.1.5。
88.较佳地,参见图1,在本实施例中,肋板主体2.1上同时设置有用于人员通行的通行孔2.1.4和用于减轻结构的减轻孔2.1.5。
89.具体地,参加图4,在本实施例中,第一主体分体2.1.1上设置有一个减轻孔2.1.5,第二主体分体2.1.2和第三主体分体2.1.3上均设置有一个通行孔2.1.4。在能够满足减轻结构、为人员通行提供便利的前提下,不宜过多开孔,以免由第一主体分体2.1.1、第二主体
分体2.1.2和第三主体分体2.1.3拼接而成的肋板主体2.1的结构强度过低。
90.进一步地,在本实施例中,第一主体分体2.1.1上的减轻孔2.1.5为直径500mm的圆孔,第二主体分体2.1.2上的通行孔2.1.4为400mm
×
600mm的腰圆孔,第三主体分体2.1.3上的通行孔2.1.4为600mm
×
1000mm的腰圆孔。需要指出的是,通行孔2.1.4和减轻孔2.1.5的尺寸并不指定。
91.优选地,肋板主体2.1上设置有用于增加结构强度的加强材。
92.较佳地,在本实施例中,在通行孔2.1.4和减轻孔2.1.5周边设置有用于增加结构强度的加强材,以提高通行孔2.1.4和减轻孔2.1.5位置的结构强度,防止屈曲变形。
93.进一步地,在本实施例中,通行孔2.1.4和减轻孔2.1.5周边设置有斜向、垂向、水平向等多向的加强筋,加强筋端部削斜处理。加强筋端部削斜可以使装配时更加方便,同时也有助于减小焊接应力。需要指出的是,加强材的具体类别并不指定,也可以是加强筋以外的其他加强材。
94.较佳地,在本实施例中,肋板2设有多个,多个肋板2沿外板1的长度方向间隔设置,多个肋板2的弧形边2a均与外板1相适配对接,多个肋板2的两直线2c边分别与平台板6和纵壁板7相适配对接。
95.本实施例还提供一种如上所述的集装箱船舭部转圆分段结构的分段建造方法,本实施例的分段建造方法以外板1为胎架面正态建造集装箱船舭部转圆分段结构,包括以下步骤。
96.步骤一、用外板拼板在胎架10上拼接出弧形的外板1,将第一t型材3和肋板拼板2.2安装在外板1上,肋板拼板2.2上的部分弧形边2a.1与外板1装配且肋板拼板2.2上的部分第一贯穿孔a.1与第一t型材3装配。
97.较佳地,在本实施例中,将第二t型材4安装在外板1上。
98.优选地,在外板1上依次间隔连续安装有多个第一t型材3和第二t型材4,在每相邻的两个第一贯穿孔a之间均安装一个肋板拼板2.2,在相邻的第一贯穿孔a和第二贯穿孔b之间也安装一个肋板拼板2.2,由此形成一组肋板拼板2.2,一组肋板拼板2.2用于与一个肋板主体2.1相拼接形成肋板2。
99.本实施例中,优选地,肋板2设有多个,每个肋板2均包括一个肋板主体2.1和一组肋板拼板2.2。将多组肋板拼板2.2沿外板1的长度方向间隔安装在外板1上,形成外板小组立。
100.步骤二、将肋板主体2.1安装在外板1上,肋板主体2.1与肋板拼板2.2相拼接形成肋板2和第一贯穿孔a,第一贯穿孔a与第一t型材3装配。
101.较佳地,在本实施例中,将肋板主体2.1安装在外板1上,使第二贯穿孔b上的第一t形孔b.1与第二t型材4配合,第一补板5将第二贯穿孔b上的第一扩孔b.2覆盖。
102.优选地,将多个肋板主体2.1的两个直线边2c分别安装在平台板6和纵壁板7上,形成中组立,较佳地,平台板6和纵壁板7上的第三t型材8分别与肋板主体2.1两个直线边2c的边缘处的第三贯穿孔c上的第二t形孔c.1配合,第二补板9将第三贯穿孔c上的第二扩孔c.2覆盖。然后将中组立倒扣安装在外板小组立上,使每个肋板主体2.1与每组肋板拼板2.2一一对接。
103.由此完成本实施例的集装箱船舭部转圆分段结构的装配,在装配完成后,可以对
集装箱船舭部转圆分段结构进行品质检验,品质检验合格后验收,以外板1为胎架基面送涂装房涂装。
104.至此,即完成一次集装箱船舭部转圆分段结构的分段建造。
105.综上所述,本发明将贯穿孔、板缝设置、加强筋形式等结构进行合理设计,使得整体结构能够实现中组立工作小组立做,小组立工作部件做,缩短大组立胎架周期,降低分段施工难度,易于精度控制,从而有效缩短分段建造周期,提高了分段建造效率和品质。
106.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。