:
1.本发明涉及刺绣机的技术领域,更具体地说涉及一种自动装夹刺绣面料的装置。
背景技术:
2.电脑绣花机是一种能够大批量、高效率地自动绣花的机电一体化设备。绣花时,刺绣面料需要绷紧在绣花机的框架,通常采用弹簧钢布夹;为抵抗刺绣时面料张紧力,需要刚度较大的弹簧钢布夹,弹簧钢布夹与绣花机的框架的夹装结构如附图图1所述,然而,刚度较大的弹簧钢布夹在安装或拆卸时就会使操作人员付出的力量较大;而且对于大型电脑绣花机,移框长达数十米,单台绣花机使用的弹簧钢布夹子多达几百个,这种重复并繁重的劳动给绣花机操作工带来了不便。所以就需要设计自动化的装夹装置,来代替人工实现弹簧钢布夹与绣花机的框架之间的装夹和拆卸。
技术实现要素:
3.本发明的目的就是针对现有技术之不足,而提供了一种自动装夹刺绣面料的装置,其该装置安装于绣花机大梁上,能控制多组机械手实现布夹与绣花机的框架之间的自动拆卸和安装。
4.一种自动装夹刺绣面料的装置,包括横向的安装架,安装架安装在绣花机大梁上,绣花机大梁下方的绣框具有夹布边框,夹布边框上夹持有若干个布夹,安装架的下端面上固定有若干与布夹相对的机械手组件,机械手组件正上方的安装架上端面上固定有若干竖向的升降气缸,升降气缸两侧的安装架上固定有竖向的夹布气缸,夹布气缸的活塞杆穿过安装架固定有与布夹正对的压装头;
5.所述的机械手组件包括“匚”字形的主框架,主框架内插接有拆卸爪、拾取组件和驱动座,拾取组件位于拆卸爪的前下方,驱动座位于拆卸爪的后方;所述主框架的两侧侧壁上成型有弧形的拆卸爪后导向槽,拆卸爪后导向槽前下方的主框架侧壁上成型有弧形的拆卸爪前导向槽,拆卸爪后导向槽后侧的主框架侧壁上成型有纵向的驱动导向槽;所述主框架的拆卸爪后导向槽和驱动导向槽内分别插接有横向的拆卸同步轴和驱动同步轴,主框架两侧的拆卸同步轴和驱动同步轴上插套有驱动连杆;
6.所述的驱动座插套在驱动同步轴上,主框架的后端面固定有驱动气缸,驱动气缸的活塞杆穿过主框架与驱动座相固接;所述拆卸爪的后端插套在拆卸同步轴上并成型有向下倾斜的钩爪,拆卸爪前端面的两端成型有前支耳,前支耳上螺接有横向的前导向螺钉,前导向螺钉插接在主框架的拆卸爪前导向槽上。
7.优选的,所述的拾取组件包括l型的翻转架,翻转架上侧边的两端成型有上支耳,上支耳上螺接固定有上螺栓,上螺栓插接在主框架的两侧壁上,主框架与上支耳之间的上螺栓上插套有上扭簧,上扭簧的一端插接在主框架的侧壁上、另一端压靠在翻转架上;所述翻转架下侧边的两端成型有下支耳,下支耳之间插设有翻转座,翻转座的两端螺接固定有下螺栓,下螺栓插接在下支耳上,下支耳与翻转座之间的下螺栓上插套有下扭簧,下扭簧的
一端插接在翻转座上、另一端压靠在翻转架上;
8.所述翻转架的后上方设有斜置的拾取挡板,拾取挡板的下端面上成型有斜置的拾取基准板,拾取基准板上插接固定有第一磁铁条,所述拾取基准板上侧的拾取挡板插接有若干斜置的t型导向轴,t型导向轴的下端插接固定在翻转座上,t型导向轴上插套有复位弹簧,复位弹簧的两端分别压靠在翻转座和拾取挡板上,拾取挡板位于布夹的正上方。
9.优选的,所述安装架的前侧边成型有横向竖向的前挡板,翻转架的前端面压靠在前挡板上,所述翻转座的下端面上成型有弧形的下挡板,下挡板压靠在翻转架的下端面上;所述拾取挡板的倾斜方向与拾取基准板的倾斜方向相反,拾取基准板的下端成型有斜挡板,拾取基准板的上端与拾取挡板的下端之间成型有斜导向面。
10.优选的,所述的t型导向轴与拾取基准板相平行,上支耳之间的翻转架上侧边成型有避让槽口,所述拆卸爪前导向槽前下方的主框架两侧壁上成型有定位孔,上螺栓插设在主框架的定位孔内。
11.优选的,所述主框架的前下方成型有开槽,开槽后端的主框架两侧壁成型有向外翻折并与夹布边框相对的限位挡板,主框架两侧壁的上侧边弯折成型有水平的安装支板,安装支板上成型有若干安装孔,安装孔内插接有紧固螺栓,紧固螺栓螺接固定在安装架上。
12.优选的,所述的拆卸爪后导向槽包括纵向的后进给槽,后进给槽位于驱动导向槽的正前方,后进给槽的前端成型与圆弧形的后翻转槽,后翻转槽的圆弧圆心位于后翻转槽的下侧;所述的拆卸爪前导向槽包括纵向的前进给槽,前进给槽位于后翻转槽的下侧,前进给槽的前端成型有圆弧形的前翻转槽,前翻转槽的圆弧圆心位于前翻转槽的上侧。
13.优选的,所述主框架两侧的拆卸同步轴和驱动同步轴上均插套固定有轴套,驱动连杆位于轴套和主框架的侧壁之间。
14.优选的,所述的夹布气缸分布在机械手组件的两侧,夹布气缸的数量等于机械手组件数量的两倍,所述的机械手组件呈线性均匀分布在安装架上。
15.优选的,所述的压装头包括等腰梯形状的压块,压块的下端面上成型有等腰梯形状的压装槽,压装槽的底面上插接固定有第二磁铁条。
16.本发明的有益效果在于:
17.1、本装置安装于绣花机大梁上,控制多组机械手实现布夹与绣花机框架之间拆卸分离,还能保持布夹拾取状态并上升,为更换面料提供较大操作空间,解决人工拆卸布夹费时费力的问题。
18.2、本装置在完成面料铺设后,能下降并一次性安装多组布夹,解决人力安装布夹费时费力的问题。
附图说明:
19.图1为现有绣花机上夹布边框与布夹之间夹装结构示意图;
20.图2为本发明立体的结构示意图;
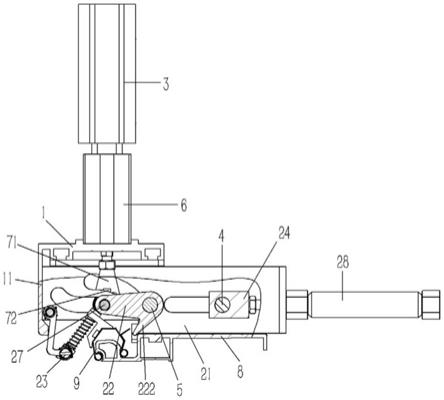
21.图3为本发明侧视方向的局部剖视示意图;
22.图4为本发明机械手组件的立体示意图;
23.图5为本发明机械手组件的侧视示意图;
24.图6为本发明机械手组件内主框架的侧视示意图;
25.图7为本发明机械手组件内拾取组件的立体示意图;
26.图8为本发明拆卸布夹过程中的第一状态图;
27.图9为本发明拆卸布夹过程中的第二状态图;
28.图10为本发明拆卸布夹过程中的第三状态图;
29.图11为本发明拆卸布夹过程中的第四状态图;
30.图12为本发明安装布夹过程中的第一状态图;
31.图13为本发明安装布夹过程中的第二状态图;
32.图14为本发明安装布夹过程中的第三状态图;
33.图15为本发明安装布夹过程中的第四状态图。
34.图中:1、安装架;11、前挡板;2、机械手组件;21、主框架;211、开槽;212、限位挡板;213、拆卸爪前导向槽;2131、前翻转槽;2132、前进给槽;214、拆卸爪后导向槽;2141、后翻转槽;2142、后进给槽;215、驱动导向槽;216、定位孔;22、拆卸爪;221、前支耳;222、钩爪;23、拾取组件;231、翻转架;2311、上支耳;2312、下支耳;2313、避让槽口;232、翻转座;233、第一磁铁条;234、拾取挡板;2341、拾取基准板;2342、斜挡板;235、t型导向轴;236、复位弹簧;237、下扭簧;238、下螺栓;239、上扭簧;2310、上螺栓;24、驱动座;25、驱动连杆;26、轴套;27、前导向螺钉;28、驱动气缸;3、升降气缸;4、驱动同步轴;5、拆卸同步轴;6、夹布气缸;7、压装头;71、压块;72、第二磁铁条。
具体实施方式:
35.实施例:见图2至7所示,包括横向的安装架1,安装架1安装在绣花机大梁上,绣花机大梁下方的绣框具有夹布边框8,夹布边框8上夹持有若干个布夹9,安装架1的下端面上固定有若干与布夹9相对的机械手组件2,机械手组件2正上方的安装架1上端面上固定有若干竖向的升降气缸3,升降气缸3两侧的安装架1上固定有竖向的夹布气缸6,夹布气缸6的活塞杆穿过安装架1固定有与布夹9正对的压装头7;
36.所述的机械手组件2包括“匚”字形的主框架21,主框架21内插接有拆卸爪22、拾取组件23和驱动座24,拾取组件23位于拆卸爪22的前下方,驱动座24位于拆卸爪22的后方;所述主框架21的两侧侧壁上成型有弧形的拆卸爪后导向槽214,拆卸爪后导向槽214前下方的主框架21侧壁上成型有弧形的拆卸爪前导向槽213,拆卸爪后导向槽214后侧的主框架21侧壁上成型有纵向的驱动导向槽215;所述主框架21的拆卸爪后导向槽214和驱动导向槽215内分别插接有横向的拆卸同步轴5和驱动同步轴4,主框架21两侧的拆卸同步轴5和驱动同步轴4上插套有驱动连杆25;
37.所述的驱动座24插套在驱动同步轴4上,主框架21的后端面固定有驱动气缸28,驱动气缸28的活塞杆穿过主框架21与驱动座24相固接;所述拆卸爪22的后端插套在拆卸同步轴5上并成型有向下倾斜的钩爪222,拆卸爪22前端面的两端成型有前支耳221,前支耳221上螺接有横向的前导向螺钉27,前导向螺钉27插接在主框架21的拆卸爪前导向槽213上。
38.优选的,所述的拾取组件23包括l型的翻转架231,翻转架231上侧边的两端成型有上支耳2311,上支耳2311上螺接固定有上螺栓2310,上螺栓2310插接在主框架21的两侧壁上,主框架21与上支耳2311之间的上螺栓2310上插套有上扭簧239,上扭簧239的一端插接在主框架21的侧壁上、另一端压靠在翻转架231上;所述翻转架231下侧边的两端成型有下
支耳2312,下支耳2312之间插设有翻转座232,翻转座232的两端螺接固定有下螺栓238,下螺栓238插接在下支耳2312上,下支耳2312与翻转座232之间的下螺栓238上插套有下扭簧237,下扭簧237的一端插接在翻转座232上、另一端压靠在翻转架231上;
39.所述翻转架231的后上方设有斜置的拾取挡板234,拾取挡板234的下端面上成型有斜置的拾取基准板2341,拾取基准板2341上插接固定有第一磁铁条233,所述拾取基准板2341上侧的拾取挡板234插接有若干斜置的t型导向轴235,t型导向轴235的下端插接固定在翻转座232上,t型导向轴235上插套有复位弹簧236,复位弹簧236的两端分别压靠在翻转座232和拾取挡板234上,拾取挡板234位于布夹9的正上方。
40.优选的,所述安装架1的前侧边成型有横向竖向的前挡板11,翻转架231的前端面压靠在前挡板11上,所述翻转座232的下端面上成型有弧形的下挡板2321,下挡板2321压靠在翻转架231的下端面上;所述拾取挡板234的倾斜方向与拾取基准板2341的倾斜方向相反,拾取基准板2341的下端成型有斜挡板2342,拾取基准板2341的上端与拾取挡板234的下端之间成型有斜导向面。
41.优选的,所述的t型导向轴235与拾取基准板2341相平行,上支耳2311之间的翻转架231上侧边成型有避让槽口2313,所述拆卸爪前导向槽213前下方的主框架21两侧壁上成型有定位孔216,上螺栓2310插设在主框架21的定位孔216内。
42.优选的,所述主框架21的前下方成型有开槽211,开槽211后端的主框架21两侧壁成型有向外翻折并与夹布边框8相对的限位挡板212,主框架21两侧壁的上侧边弯折成型有水平的安装支板217,安装支板217上成型有若干安装孔2171,安装孔2171内插接有紧固螺栓,紧固螺栓螺接固定在安装架1上。
43.优选的,所述的拆卸爪后导向槽214包括纵向的后进给槽2142,后进给槽2142位于驱动导向槽215的正前方,后进给槽2142的前端成型与圆弧形的后翻转槽2141,后翻转槽2141的圆弧圆心位于后翻转槽2141的下侧;所述的拆卸爪前导向槽213包括纵向的前进给槽2132,前进给槽2132位于后翻转槽2141的下侧,前进给槽2132的前端成型有圆弧形的前翻转槽2131,前翻转槽2131的圆弧圆心位于前翻转槽2131的上侧。
44.优选的,所述主框架21两侧的拆卸同步轴5和驱动同步轴4上均插套固定有轴套26,驱动连杆25位于轴套26和主框架21的侧壁之间。
45.优选的,所述的夹布气缸6分布在机械手组件2的两侧,夹布气缸6的数量等于机械手组件2数量的两倍,所述的机械手组件2呈线性均匀分布在安装架1上。
46.优选的,所述的压装头7包括等腰梯形状的压块71,压块71的下端面上成型有等腰梯形状的压装槽,压装槽的底面上插接固定有第二磁铁条72。
47.工作原理:本发明为自动装夹刺绣面料的装置,其主体为安装架1,安装架1通过升降气缸3可以实现升降,而安装架1上设有多组可以用于自动拆卸布夹9的机械手组件2,并且在机械手组件2两侧的安装架1上安装有夹布气缸6,夹布气缸6的活塞杆上安装有用于安装布夹9的压装头7,其具体自动拆卸和自动安装的方式如下:
48.自动拆卸:起先整个装置位于布夹9的上侧,如图8所示;然后启动升降气缸3,升降气缸3驱使机械手组件2下降,机械手组件2上的拾取组件23抵靠在布夹9上,拾取组件23上的拾取基准板2341抵靠在布夹9上,并利用第一磁铁条23实现与布夹9吸附在一起;如图9所示;接着启动机械手组件2上的驱动气缸28,驱动气缸28推动驱动座24移动,驱动座24带动
驱动同步轴4移动,利用驱动连杆25实现拆卸同步轴5的移动,拆卸同步轴5驱使拆卸爪22移动,在拆卸爪22移动的过程中,受拆卸爪后导向槽214和拆卸爪前导向槽213的导向作用,拆卸爪22翻转,拆卸爪22上的钩爪222钩在布夹9的拨片上(驱动同步轴4和拆卸同步轴5能保证各组机械手组件2同步运行),如图10所示;最后,驱动气缸28持续驱使驱动座24移动,拆卸爪22在持续移动翻转的过程中,实现布夹9脱离夹布边框8,同时布夹9吸附在拾取组件23上,如图11所示;
49.自动安装:延续上述拆卸的最后一步,驱动气缸28持续驱使驱动座24移动,拆卸爪22上的钩爪222抵靠在布夹9上拨片的边缘,同时布夹9吸附在拾取组件23上并与夹布边框8完全分离,如图12所示;接着拾取组件23受上扭簧239和下扭簧237的作用下复位,其布夹9的槽口朝向,同时升降气缸3复位,机械手组件2随安装架1一起上升,如图13所示;接着夹布气缸6驱使压装头7下移,压装头7利用第二磁铁条72实现布夹9吸附在压装头7上,压持布夹9与拾取组件23分离并随压装头7一起下移,如图14所示;最后启动升降气缸3,升降气缸3驱使安装架1下移,带动压装头7下移,压装头7将布夹9压装夹布边框8上,如图15所示。
50.所述实施例用以例示性说明本发明,而非用于限制本发明。任何本领域技术人员均可在不违背本发明的精神及范畴下,对所述实施例进行修改,因此本发明的权利保护范围,应如本发明的权利要求所列。