1.本实用新型涉及铸造工艺装备技术领域,特别是指一种大型蜡模定形周转工装。
背景技术:
2.熔模铸造工艺也称为失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。它是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。泥模晾干后,放入热水中将内部蜡模熔化。将熔化完蜡模的泥模取出再焙烧成陶模。一经焙烧。一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后即获得所需的铸件的生产工艺,随着铸造技术的不断发展,铸件的形状日益复杂,铸件的功能性需要越来越多,相应的熔模铸造工艺生产线也越来越长,蜡模的制造工序车间和铸件浇注成型工序往往安排在不同的生产车间,因此需要将制备成形的蜡模在各个生产工序车间之间周转,然而,由于蜡料本身脆性较大,蜡模在周转过程中极易受破坏破损或断裂的情况,影响了最终铸件成型质量,因此,迫切需要研发一种大型蜡模的周转或转运工装。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种大型蜡模定形周转工装。
4.本实用新型通过以下技术方案得以实现。
5.本实用新型提供了一种大型蜡模定形周转工装,包括上支承板、下支承板和支承螺杆,所述支承螺杆两端分别螺接有锁紧螺母,所述上支承板边沿、下支承板边沿分别夹持于所述支承螺杆两端与锁紧螺母之间,所述上支承板与下支承板之间用于夹持蜡模。
6.所述支承螺杆数量不少于6根。
7.所述上支承板或下支承板的材质是钢。
8.所述上支承板或下支承板的材质是牌号为45#的碳素钢。
9.所述上支承板或下支承板上分别设置有若干个镂空孔,该镂空孔用于使耐火涂料经过该镂空孔喷撒在所述蜡模表面上。
10.所述上支承板边沿或下支承板边沿还螺接有矫形螺杆,矫形螺杆轴向与所述支承螺杆轴向相互垂直。
11.所述上支承板、下支承板还分别固连有吊杆,该吊杆用作通过起重机械设备起吊所述大型蜡模定形周转工装时的受力点。
12.所述上支承板或下支承板厚度均不小于2.5mm。
13.所述支承螺杆公称直径不小于m10。
14.所述支承螺杆的材质是牌号为45#的碳素钢。
15.本实用新型的有益效果在于:采用本实用新型的技术方案,通过上支承板与下支承板夹持蜡模,能够防止蜡模在周转或转运过程中滑动或翻转,并且通过上支承板与下支承板对蜡模施加夹持力,使蜡模外形特征保持稳定,保证了最终铸件的成型质量和成型精度,另外,上支承板边沿或下支承板边沿还螺接有矫形螺杆,通过矫形螺杆能够防止蜡模四
周侧面在周转或转运过程中出现形变,保持其形状特征稳定,通过在上支承板或下支承板上分别设置若干个镂空孔,使耐火涂料经过该镂空孔喷撒在所述蜡模表面上,为后续制备型壳工序奠定了基础。
附图说明
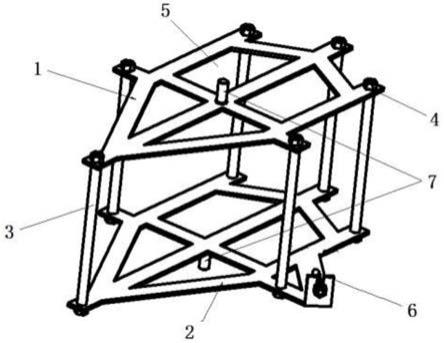
16.图1是本实用新型的结构示意图。
17.图中:1-上支承板,2-下支承板,3-支承螺杆,4-锁紧螺母,5-镂空孔,6-矫形螺杆,7-吊杆。
具体实施方式
18.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
19.如图1所示,本实用新型提供了一种大型蜡模定形周转工装,包括上支承板1、下支承板2和支承螺杆3,支承螺杆3两端分别螺接有锁紧螺母4,上支承板1边沿、下支承板2边沿分别夹持于支承螺杆3两端与锁紧螺母4之间,上支承板1与下支承板2之间用于夹持蜡模。
20.进一步地,优选支承螺杆3数量不少于6根。上支承板1或下支承板2的材质是钢。上支承板1或下支承板2的材质是牌号为45#的碳素钢。
21.另外,上支承板1或下支承板2上分别设置有若干个镂空孔5,该镂空孔5用于使耐火涂料经过该镂空孔5喷撒在蜡模表面上。上支承板1边沿或下支承板2边沿还螺接有矫形螺杆6,矫形螺杆6轴向与支承螺杆3轴向相互垂直。
22.此外,上支承板1、下支承板2还分别固连有吊杆7,该吊杆7用作通过起重机械设备起吊大型蜡模定形周转工装时的受力点。上支承板1、下支承板2分别与吊杆7螺接。上支承板1或下支承板2厚度均不小于2.5mm。支承螺杆3公称直径不小于m10。支承螺杆3的材质是牌号为45#的碳素钢。
23.采用本实用新型的技术方案,通过上支承板与下支承板夹持蜡模,能够防止蜡模在周转或转运过程中滑动或翻转,并且通过上支承板与下支承板对蜡模施加夹持力,使蜡模外形特征保持稳定,保证了最终铸件的成型质量和成型精度,另外,上支承板边沿或下支承板边沿还螺接有矫形螺杆,通过矫形螺杆能够防止蜡模四周侧面在周转或转运过程中出现形变,保持其形状特征稳定,通过在上支承板或下支承板上分别设置若干个镂空孔,使耐火涂料经过该镂空孔喷撒在蜡模表面上,为后续制备型壳工序奠定了基础。
技术特征:
1.一种大型蜡模定形周转工装,其特征在于:包括上支承板(1)、下支承板(2)和支承螺杆(3),所述支承螺杆(3)两端分别螺接有锁紧螺母(4),所述上支承板(1)边沿、下支承板(2)边沿分别夹持于所述支承螺杆(3)两端与锁紧螺母(4)之间,所述上支承板(1)与下支承板(2)之间用于夹持蜡模。2.如权利要求1所述的大型蜡模定形周转工装,其特征在于:所述支承螺杆(3)数量不少于6根。3.如权利要求1所述的大型蜡模定形周转工装,其特征在于:所述上支承板(1)或下支承板(2)的材质是钢。4.如权利要求3所述的大型蜡模定形周转工装,其特征在于:所述上支承板(1)或下支承板(2)的材质是牌号为45#的碳素钢。5.如权利要求1所述的大型蜡模定形周转工装,其特征在于:所述上支承板(1)或下支承板(2)上分别设置有若干个镂空孔(5),该镂空孔(5)用于使耐火涂料经过该镂空孔(5)喷撒在所述蜡模表面上。6.如权利要求1所述的大型蜡模定形周转工装,其特征在于:所述上支承板(1)边沿或下支承板(2)边沿还螺接有矫形螺杆(6),矫形螺杆(6)轴向与所述支承螺杆(3)轴向相互垂直。7.如权利要求1所述的大型蜡模定形周转工装,其特征在于:所述上支承板(1)、下支承板(2)还分别固连有吊杆(7),该吊杆(7)用作通过起重机械设备起吊所述大型蜡模定形周转工装时的受力点。8.如权利要求1所述的大型蜡模定形周转工装,其特征在于:所述上支承板(1)或下支承板(2)厚度均不小于2.5mm。9.如权利要求1所述的大型蜡模定形周转工装,其特征在于:所述支承螺杆(3)公称直径不小于m10。10.如权利要求1所述的大型蜡模定形周转工装,其特征在于:所述支承螺杆(3)的材质是牌号为45#的碳素钢。
技术总结
本实用新型提供一种大型蜡模定形周转工装,包括上支承板、下支承板和支承螺杆,支承螺杆两端分别螺接有锁紧螺母,上支承板边沿、下支承板边沿分别夹持于支承螺杆两端与锁紧螺母之间,上支承板与下支承板之间用于夹持蜡模。采用本实用新型的技术方案,通过上支承板与下支承板夹持蜡模,能够防止蜡模在周转或转运过程中滑动或翻转,并且通过上支承板与下支承板对蜡模施加夹持力,使蜡模外形特征保持稳定,保证了最终铸件的成型质量和成型精度,另外,上支承板边沿或下支承板边沿还螺接有矫形螺杆,通过矫形螺杆能够防止蜡模四周侧面在周转或转运过程中出现形变,保持其形状特征稳定。定。定。
技术研发人员:杨黄政 赵鸿斌 赵云霞
受保护的技术使用者:贵州安吉航空精密铸造有限责任公司
技术研发日:2021.08.09
技术公布日:2022/1/21