一种1500mpa级热成形钢及其生产方法
技术领域
1.本发明属于钢铁生产技术领域,具体涉及一种薄规格、无脱碳层、无带状组织的1500mpa级热成形钢及其生产方法。
背景技术:
2.汽车重量每降低10%,燃油效率可提高6~8%。汽车轻量化最重要的途径之一是采用高强或超高强度钢,从而能在不降低碰撞安全性时大幅降低汽车重量。但高强或超高强钢在冷成形过程中,存在开裂、回弹和零件尺寸达不到精度要求等问题,1500mpa及以上超高强钢问题尤为严重。
3.热成形技术将高温成型与淬火强化结合,能获得强度≥1500mpa级别零部件,完美解决超高强与良好成型性能之间的矛盾。基于热成形技术得以应用的钢板称之为热成形钢,其成分中添加c、mn、cr、mo、b等提高钢板淬透性元素,实现热冲压成形后形成马氏体,达到钢板超高强的指标。
4.由于微量b元素能显著提高淬透性,mn-b系合金广泛用于热成形的钢种。钢中添加b元素后,b在奥氏体晶界偏聚阻碍铁素体形核心,热成形后组织为全马氏体组织,造成mn-b系热成形钢延伸率较低。
5.mn-b系热成形钢在使用过程中可依据防腐要求,或使用镀层板或使用裸板。裸板采购价格低,但存在表层脱碳的问题,影响汽车安全性能。
6.对于常规连铸工艺下的热成形钢,由于添加了较多c、mn等元素,加之凝固速率较慢,枝晶间距大,枝晶偏析严重,其组织中常常伴随有带状组织,严重影响钢板性能。
7.中国专利文献201610713634.0公开了《用薄板坯直接轧制的抗拉强度≥1500mpa薄热成形钢及生产方法》。该方法中的热成形钢厚度在0.8~2.0mm,属于mn-b系,未对带状组织、脱碳层进行说明。该方法中,铸坯热轧前需加热、且经多道次热轧,能耗高,工序成本高。
8.中国专利文献201710169429.7公开了《一种高韧性热成形钢及其生产方法》。该方法中虽未添加b元素,但生产工序上除去浇铸、热轧工序外还需酸轧、退火工序,能耗高,工序成本高。该方法也未对带状组织、脱碳层进行说明。
9.中国专利文献201710822552.4公开了《基于csp流程生产薄规格热成形钢的方法》。该方法中的热成形钢厚度在1.0~3.0mm,属于mn-b系,未对带状组织、脱碳层进行说明。该方法中,铸坯热轧前需加热、且经多道次热轧,能耗高,工序成本高。
10.可见,上述现有技术的方法,至少存在如下缺陷:
11.(1)未解决严重影响热成形钢性能的带状组织问题;
12.(2)未解决裸板热成形钢的表层脱碳问题;
13.(3)大多属于mn-b系合金体系,断后延伸率较低;
14.(4)未解决生产过程中能耗高、工序成本高的问题。
技术实现要素:
15.本发明的目的在于解决现有技术的上述缺陷——提供一种低能耗、薄规格、无脱碳层、无带状组织1500mpa级热成形钢及其生产方法。
16.为实现本发明目的,本发明采用如下所述的技术方案。
17.根据本发明的第一方面,提供一种生产1500mpa级热成形钢的方法,包括如下步骤:
18.(1)冶炼获得钢水,
19.所述钢水按照如下化学成分及质量分数配料:
20.c:0.20~0.25%;
21.si:0.30~0.50%;
22.mn:1.30~1.60%;
23.cr:0.90~1.20%;
24.nb:0.03~0.06%;
25.p:≤0.020%;
26.al:≤0.003%;
27.s:≤0.004%;
28.n:≤0.005%;
29.o:0.003~0.006%;
30.余量为fe及不可避免的杂质;
31.(2)将步骤(1)获得的钢水在惰性气体保护下,利用双辊铸轧设备进行薄带连铸以获得铸带;
32.(3)将步骤(2)获得的铸带经过一道次热轧成薄带,热轧的压下率为20~50%,热轧出口温度820~900℃;
33.(4)将步骤(3)获得的薄带经气雾冷至650~700℃,卷取后空冷至室温;
34.(5)将步骤(4)获得的薄带经酸洗切边后供货。
35.根据本发明的生产1500mpa级热成形钢的方法,优选地,所述步骤(2)中,钢水的开浇温度为1580~1610℃,薄带连铸的铸轧速度为40~80m/min。
36.根据本发明的生产1500mpa级热成形钢的方法,优选地,所述步骤(2)中,所获得的铸带的厚度为1.75~1.85mm。
37.根据本发明的生产1500mpa级热成形钢的方法,优选地,所获得的薄带厚度在0.85~1.50mm。
38.根据本发明的生产1500mpa级热成形钢的方法,优选地,所述方法进一步包括:将所述薄带进行热成形,热成形条件为:在≤-15℃露点气氛、惰性气体保护下,加热温度900~950℃,加热保温时间3min~10min,热冲压保压时间3~12s。
39.根据本发明的生产1500mpa级热成形钢的方法,优选地,经所述热成形后的薄带的抗拉强度≥1500mpa,延伸率≥10%。
40.根据本发明的生产1500mpa级热成形钢的方法,优选地,经所述热成形后的薄带组织中无脱碳、无带状组织。
41.根据本发明的生产1500mpa级热成形钢的方法,优选地,所述方法进一步包括:将
所述薄带进行热成形,热成形条件为:在≤-15℃露点气氛、惰性气体保护下,加热温度700~1200℃,加热保温时间0min~30min,热冲压保压时间3~12s。
42.根据本发明的生产1500mpa级热成形钢的方法,优选地,经所述热成形后的薄带组织中无脱碳、无带状组织。
43.根据本发明的第二方面,提供了一种1500mpa级热成形钢,所述1500mpa级热成形钢根据上文所述的本发明的方法生产。
44.有益技术效果
45.与现有技术相比,本发明的技术优势及有益技术效果至少在于:
46.(1)本发明的钢水不添加al,在冶炼过程中为si脱氧,由此消除了al易堵水口的缺点,保证正常生产时能够连浇5炉。
47.(2)本发明添加一定量的cr元素,替代传统热成形钢中的b元素,配合本发明其它工艺,不仅能够保证薄带热成形后的延伸率≥10%,还可以保证薄带热成形后无脱碳层。
48.(3)本发明的钢水成分中,通过合理的mn、si、o元素的配比,确保了铸辊表面形成有益的氧化膜,配合本发明的其它工艺参数,能够稳定获得合格的1.75~1.85mm厚的高质量铸带。
49.(4)本发明的薄带连铸工艺参数中,开浇铸温度控制为1580~1610℃,铸轧速度控制为40~80m/min,铸带厚度控制为1.75~1.85mm,上述工艺参数的组合能够稳定获得无带状组织的钢带,解决了现有技术中存在缺陷。
50.(5)本发明的浇铸工艺中,浇铸时使用惰性气体进行保护,能够保证薄带在热成形后无脱碳层,解决了现有的热成形钢存在的缺陷。
51.(6)本发明的轧制工艺路线中,仅采用了压下量为20~50%的单道次热轧,无需进行多道次热轧,更无需进行冷轧、退火等工序,这样使得整体工序的成本得到降低,碳排放显著减少。
附图说明
52.为了更清楚地介绍本发明的实施例的技术方案,下面将对实施例的附图作简单的介绍。显而易见,下面描述中的附图仅仅涉及本发明的一些实施案例,而非对本发明的限制。
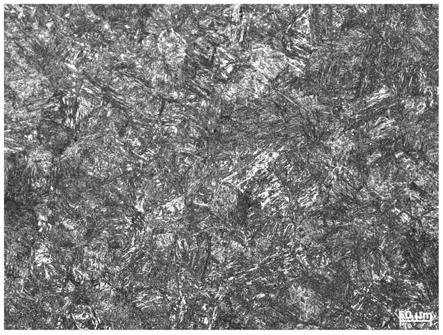
53.图1为根据本发明实施例1生产的热成形钢热成形之后的金相组织。
54.图2为根据本发明实施例2生产的热成形钢热成形之后的金相组织。
具体实施方式
55.为了使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
56.除非另作定义,本发明所使用的技术术语或科学术语应当为本发明所属领域具有一般技能的人士所理解的通常意义。
57.实施例1
58.(1)钢水冶炼:采用电炉炼钢,vd真空炉脱气,lf炉精炼,得到成分合格的钢水,按重量百分比为:c:0.225%;si:0.35%;mn:1.48%;cr:1.08%;nb:0.038%;al:0.0022%;p:0.013%;s:0.0018%;n:0.0042%;o:0.0051%;余量为铁及不可避免的杂质元素。
59.(2)薄带连铸:将合格的钢水利用双辊铸轧工艺进行连铸,钢水的开浇温度为1592℃,铸轧速度为52m/min,钢水在惰性气体保护下进行薄带连铸,铸带厚度为1.82mm。
60.(3)热轧:铸带以20%的压下率经一个道次热轧成厚度为1.46mm的热轧薄带,热轧出口温度为875℃,气雾冷却后薄带温度为680℃。
61.(4)按照上述成分和工艺生产的热成形钢,进行热冲压,热冲压工艺为:在-20℃露点气氛、惰性气体保护下,加热到930℃,加热保温时间为10min;加热完毕后,钢板快速移动模具中进行热冲压,模具上、下模闭合后保压6s。热冲压后钢板的屈服强度为1097mpa,抗拉强度为1530mpa,延伸率为13%,组织中无带状组织、无脱碳层。
62.(5)更为严苛的热成形条件:按照上述步骤(1)~(3)的成分和工艺生产的热成形钢,进行热冲压,热冲压工艺为:在-20℃露点气氛、惰性气体保护下,加热到1100℃,加热保温时间为20min;加热完毕后,钢板快速移动模具中进行热冲压,模具上、下模闭合后保压6s。在此更为严苛的热成形条件下,热冲压后钢板仍无带状组织、仍无脱碳层。
63.(6)根据上述实施例,得到的1500mpa级热成形钢热成形后的金相组织如图1所示。
64.实施例2
65.(1)钢水冶炼:采用电炉炼钢,vd真空炉脱气,lf炉精炼,得到成分合格的钢水,按重量百分比为:c:0.237%;si:0.42%;mn:1.48%;cr:1.12%;nb:0.042%;al:0.0021%;p:0.011%;s:0.0020%;n:0.0045%;o:0.0036%;余量为铁及不可避免的杂质元素。
66.(2)薄带连铸:将合格的钢水利用双辊铸轧工艺进行连铸,钢水的开浇温度为1600℃,铸轧速度为65m/min,钢水在惰性气体保护下进行薄带连铸,铸带厚度为1.78mm。
67.(3)热轧:铸带以45%的压下率经一个道次热轧成厚度为0.98mm的热轧薄带,热轧出口温度为845℃,气雾冷却后薄带温度为660℃。
68.(4)按照上述成分和工艺生产的热成形钢,进行热冲压,热冲压工艺为:在-22℃露点气氛、惰性气体保护下,加热到930℃,加热保温时间为8min;加热完毕后,钢板快速移动模具中进行热冲压,模具上、下模闭合后保压8s。热冲压后钢板的屈服强度为1020mpa,抗拉强度为1539mpa,延伸率为12%,组织中无带状组织、无脱碳层。
69.(5)更为严苛的热成形条件:按照上述步骤(1)~(3)的成分和工艺生产的热成形钢,进行热冲压,热冲压工艺为:在-22℃露点气氛、惰性气体保护下,加热到1150℃,加热保温时间为25min;加热完毕后,钢板快速移动模具中进行热冲压,模具上、下模闭合后保压8s。在此更为严苛的热成形条件下,热冲压后钢板仍无带状组织、仍无脱碳层。
70.(6)根据上述实施例,得到的1500mpa级热成形钢热成形后的金相组织如图2所示。
71.以上所述仅是本发明的具体实施方式,应该指出,对于本技术领域的普通技术人员来说,不在脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明保护的范围。