1.本实用新型涉及玩具包装盒,具体是指一种拼图玩具外包装盒自动成形生产线。
背景技术:
2.目前市场上的拼图玩具包装盒一般包括下壳和套在下壳上的上壳组成,下壳没有顶板,上壳没有底板;而目前的工厂在制作上壳和下壳时都是从一张纸板制成,在制作受首先需要对纸板的四个角进行裁剪,然后将纸板四侧向同一侧进行翻折,使上壳和下壳成形,成形后通过胶水或者胶带等方式将翻折后的四个侧板固定连接即可;但是目前工厂中对纸板四个角进行裁剪时都是通过人工测量后进行裁剪,裁剪后在通过人工进行翻折,且每一张裁剪前都需要进行测量,避免批量化的产品因裁剪尺寸存在偏差而导致上壳和下壳不适配,但是这种方式效率极低,劳动强度大并且人工进行翻折存在翻折位置存在偏差的可能性。为此,提出一种拼图玩具外包装盒自动成形生产线。
技术实现要素:
3.本实用新型的目的是为了解决以上问题而提出一种拼图玩具外包装盒自动成形生产线。
4.为了达到上述目的,本实用新型提供了如下技术方案一种拼图玩具外包装盒自动成形生产线,包括机架以及安装在机架上的plc控制器;其特征是还包括安装在机架上的输送机构、安装在机架上裁剪机构以及安装在机架上对纸板进行折弯使其成形的成形机构。
5.进一步优选的,所述输送机构包含安装在机架上的输送架、安装在输送架上的滚筒电机、从动轴以及安装在滚筒电机和从动轴上的输送带。
6.进一步优选的,所述裁剪机构包含安装在机架上的平台、安装在平台上的裁剪机架、安装在裁剪机架上的若干气缸以及安装在气缸上的裁剪刀;所述平台上还设有与裁剪刀位置相对应的裁剪槽;所述成形机构包含设置在平台上的成形凹台以及安装在裁剪机架上的成形气缸。
7.进一步优选的,所述平台上还设有限位导向结构;所述限位导向结构包含设置在平台三侧的限位块,所述平台前后两侧的限位块一端还设有弧形导向部。
8.进一步优选的,所述成形气缸上安装有与成形凹台相适配的成形压块。
9.进一步优选的,所述限位块上还设有感应器。
10.本实用新型通过输送机构、裁剪机构和成形机构的设置以及配合使用,实现自动上料、定位、裁剪和成形工作,在成形后操作人员只需将成形后的纸板放置到另一侧的输送机构上,通过另一侧的输送机构输出,无需人工进行搬运,节省劳动力,同时自动化程度高,无需人工进行测量,批量化产品的一致性高,产品制作尺寸精准;
11.通过限位导向机构的设置,对纸板起导向和限位作用,保证每一张纸板的裁剪位置以及翻折位置均保持一致,从而提高产品一致性;
12.通过在限位块上设置感应器,只有当三侧限位块上的感应器均感应到纸板的三侧
时,才会发出信号至plc控制器,通过plc控制器控制裁剪机构和成形机构进行工作,保证产品质量。
附图说明
13.附图1是本实用新型的结构示意图;
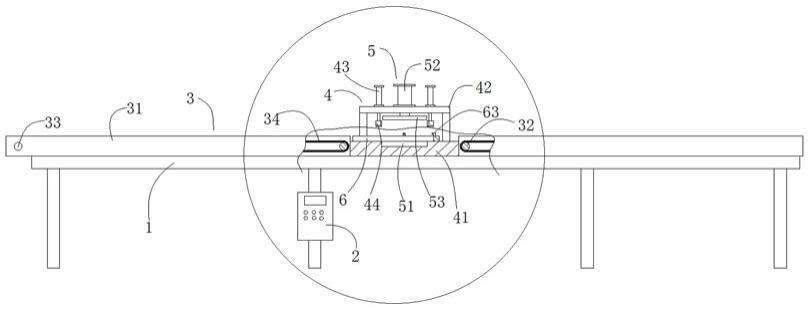
14.附图2是本实用新型的局部放大结构示意图;
15.附图3是本实用新型中平台俯视结构示意图;
16.附图4是本实用新型中产品成形后结构示意图。
17.图例说明:1、机架;2、plc控制器;3、输送机构;31、输送架;32、滚筒电机;33、从动轴;34、输送带;4、裁剪机构;41、平台;42、裁剪机架;43、气缸;44、裁剪刀;45、裁剪槽;5、成形机构;51、成形凹台;52、成形气缸;53、成形压块;6、限位导向结构;61、限位块;62、弧形导向部;63、感应器。
具体实施方式
18.下面我们结合附图对本实用新型所述的一种拼图玩具外包装盒自动成形生产线做进一步的说明。
19.参阅图1-2和图4中所示,本实施例的一种拼图玩具外包装盒自动成形生产线,包括机架1以及安装在机架1上的plc控制器2;其特征是还包括安装在机架1上的输送机构3、安装在机架1上的裁剪机构4以及安装在机架1上对纸板进行翻折使其成形的成形机构5;通过输送机构3、裁剪机构4和成形机构5的设置以及配合使用,实现自动上料、定位、裁剪和成形工作,在成形后操作人员只需将成形后的纸板放置到另一侧的输送机构3上,通过另一侧的输送机构3输出,无需人工进行搬运,节省劳动力,同时自动化程度高,无需人工进行测量,批量化产品的一致性高,产品制作尺寸精准。
20.进一步,参阅图1-2中所示,所述输送机构3包含安装在机架1上的输送架31、安装在输送架31上的滚筒电机32、从动轴33以及安装在滚筒电机32和从动轴33上的输送带34;通过输送机构3的设置,对纸板起输入作用,对成形后的纸板起输出作用,无需人工进行搬运,节省人工劳动力。
21.进一步,参阅图1-3中所示,所述裁剪机构4包含安装在机架1上的平台41、安装在平台41上的裁剪机架42、安装在裁剪机架42上的若干气缸43以及安装在气缸43上的裁剪刀44;所述平台41上还设有与裁剪刀44位置相对应的裁剪槽45;所述成形机构5包含设置在平台41上的成形凹台51以及安装在裁剪机架42上的成形气缸52;通过气缸43带动裁剪刀44向下动作,从而对纸板进行裁剪工作;通过成形凹台51的设置,对纸板的底板面积以及形状进行限定。
22.进一步,参阅图1-3中所示,所述平台41上还设有限位导向结构6;所述限位导向结构6包含设置在平台41三侧的限位块61,所述平台41前后两侧的限位块61一端还设有弧形导向部62;通过限位导向机构6的设置,对纸板起导向和限位作用,保证每一张纸板的裁剪位置以及翻折位置均保持一致,从而提高产品一致性;通过弧形导向部62的设置,对纸板起导向作用。
23.进一步,参阅图1-3中所示,所述成形气缸52上安装有与成形凹台51相适配的成形
压块53,通过成形压块53的设置,且配合成形凹台51使用,对纸板进行偏折从而对纸板完成成形工作。
24.进一步,参阅图1-3中所示,所述限位块61上还设有感应器63,通过在限位块61上设置感应器63,只有当三侧限位块61上的感应器63均感应到纸板的三侧时,才会发出信号至plc控制器2,通过plc控制器2控制裁剪机构4和成形机构5进行工作,保证产品质量。
25.本实用新型的工作过程:参阅图1-4中所示,首先通过plc控制器2控制输送机构3启动,然后工作人员将若干纸板依次放置到输送带34上,通过输送带34带动纸板向前移动,当处于最前端的纸板顺着弧形导向部62移动至平台上并通过限位块61对其位置进行限定,纸板的三侧与限位块61接触后,限位块61上的感应器63均感应到纸板后将信号传输至plc控制器2,plc控制器2控制输入的输送机构3上的滚筒电机32停止工作,同时plc控制器2控制若干气缸43启动,气缸43带动裁剪刀44向下动作,与纸板接触后持续向下动作,直至将纸板的四个边角裁下后复位,然后成形气缸52启动,带动成形压块53向下动作,成形压块53与纸板接触后持续向下动作,同时带动纸板随着成形压块53向下移动至成形凹台51内,从而对纸板四侧进行翻折,形成四块侧板后成形气缸52带动成形压块53复位,然后工作人员将裁剪下的四块小纸板取出,然后将成形后的纸板拿出移动至输出的输送带34上输出,当感应器63没有感应到纸板后再将信号传输至plc控制器2,plc控制控制输入的输送机构3上的滚筒电机32启动,再将纸板输送至平台上,进行循环工作;制作纸盒的上壳和下壳时均采用同样的方式,只需改变成形凹台的尺寸即可。
26.本实用新型的保护范围不限于以上实施例及其变换。本领域内技术人员以本实施例的内容为基础进行的常规修改和替换,均属于本实用新型的保护范畴。