1.本发明涉及一种生物医用金属多孔涂层及其制备方法,具体涉及一种可替代骨水泥、孔隙达到特征指标、与基体结合良好的生物医用金属多孔涂层,还涉及通过放电等离子真空烧结技术制备金属多孔涂层的方法,属于生物医用金属材料领域。
背景技术:
2.目前医学上大多使用骨水泥来进行关节植入物与骨组织之间的耦合。我国的硫酸钙骨水泥材料产品于2000年获批上市,现已临床使用20余年。无机骨水泥材料已被广泛应用于骨科、口腔颌面外科、神经外科等领域的植骨治疗中。然而,部分患者骨水泥在植入后会引起一系列临床症状——骨水泥综合症,包括低血压、心律失常、严重低氧血症、心肌梗死、肺动脉压增高、肺水肿、出凝血功能改变、哮喘发作等。股骨头或全髋关节置换术中,骨水泥综合症引起心跳骤停的发生率为0.5%~10%,死亡率为0.6%~1.0%。同时可能出现无菌性松动,即骨水泥与骨组织之间的粘附性变差,以及骨质溶解,即与骨水泥接触的骨组织减少。这些问题会导致在产品寿命结束前需要再次进行手术。此外,在使用骨水泥期间可能发生骨质大量流失,给再次手术带来困难。骨水泥的准备会导致手术时间和材料成本增加,从而导致手术的总费用大大增加。为了克服这些问题,世界各地都在尝试开发不使用骨水泥的无骨水泥技术。
3.无骨水泥技术能够使植入物和骨组织不依赖骨水泥结合。目前,无骨水泥技术主要通过增大植入物表面粗糙程度使细胞与植入物能有更大接触面积,例如羟基磷灰石涂层等,而简单的表面附着显然不能为植入物与骨组织结合提供足够强度。因此在植入物的表面形成开放的多孔结构,使骨组织在随着骨骼的生长进入多孔结构与植入物形成有效结合,成为当前无骨水泥技术的研究重点。在该技术中,孔隙的大小、孔隙率和多孔涂层的厚度等一些重要因素决定骨组织的生长。无骨水泥技术包括烧结和等离子喷涂、直接能量沉积等,但直接能量沉积难以实现孔径大小可控调节。
4.骨水泥虽已临床应用多年,但其难降解、易松动、强度低、服役短、难更换、反应强的缺点难以克服;而简单增加植入物表面粗糙程度的无骨水泥技术结合强度低,骨长入情况差。因此,开发新型无骨水泥技术-即在植入体表面形成结合较强的金属多孔涂层是非常必要的。
技术实现要素:
5.针对骨水泥的使用可能造成无菌性松动、骨质溶解等问题,本发明的第一个目的是在于提供一种可替代骨水泥的生物医用金属多孔涂层,该金属多孔涂层满足骨组织长入所需的特定孔隙特征与性能指标,且与金属基植入体结合良好,该金属多孔涂层可以替代骨水泥使用,能够使骨组织在随着骨骼的生长而进入金属多孔涂层,有利于与金属基植入体有效结合,避免因使用现有骨水泥而产生的一系列消极影响。
6.本发明的第二个目的是在于提供一种利用放电等离子真空烧结制备金属多孔涂
层的方法,放电等离子烧结温度相对较低,可以不使用造孔剂避免杂质影响材料纯度,制备周期短,制备工艺可控,便于实现孔隙结构的可控调节,能够获得满足骨组织长入所需要的特定孔隙特征与性能指标,且与金属基植入体结合良好的金属多孔涂层。
7.为了实现上述技术目的,本发明提供了一种可替代骨水泥的生物医用金属多孔涂层的制备方法,该方法是将金属粉末铺放在金属基植入体表面,通过放电等离子真空烧结,即在金属基植入体表面形成金属多孔涂层。
8.本发明技术方案利用放电等离子真空烧结在金属基植入体表面制备金属多孔涂层,其优势在于:1)放电等离子真空烧结温度相对较低,不会影响金属基植入体材料本身的性能;2)可以实现金属多孔涂层的孔隙结构可控调节,能够获得满足骨组织长入所需要的特定孔隙特征与性能指标,不需要额外使用造孔剂,避免杂质影响生物材料纯度;3)在放电等离子真空烧结的温度、真空及压力等条件下生成的金属多孔涂层与金属基植入体结合良好;4)利用放电等离子真空烧结制备金属多孔涂层的周期短,工艺条件易控。
9.作为一个优选的方案,所述金属粉末为cocrmo粉末,包括以下质量百分比组分co:63~69%,cr:26.5~30%,mo:4.5~7%。一般来说非金属杂质氧的含量在4000ppm以下。作为一个优选的方案,所述金属基植入体为钴基植入体。本发明涉及的金属基植入体为现有技术中常见的金属基植入体,不局限于钴基植入体,常见的钴基植入体例如cocrmo材料,而选择的金属粉末可以根据基体材料来进行选择,优选为与基体材料相近或相同的金属材料,有利于两者在烧结过程中进行扩散结合,形成良好的结合强度。
10.作为一个优选的方案,所述金属粉末的粒径在53~350μm范围内。所述金属粉末的粒径进一步优选在150~300μm范围内。优选粒径较大的金属粉末来制备金属多孔涂层,在优选的金属粉末粒径范围内,生成的金属多孔涂层中金属粉末颗粒间更易形成较大的孔隙,从而有利于骨细胞长入。过小的粉末粒径更易形成较为致密的金属涂层,使得孔隙率与孔隙截距难以达标。因此通过对金属粉末粒径的选择可以在一定程度上实现金属多孔涂层孔隙调控。
11.作为一个优选的方案,所述金属粉末在金属基植入体表面铺放量以控制金属多孔涂层厚度在500~2000μm范围内。金属多孔涂层的厚度根据实际金属基植入体需要而设定,可以在相对较宽的范围内任意调节。
12.作为一个优选的方案,所述放电等离子真空烧结的条件为:升温速率为50~100℃/min,烧结温度为600~900℃,保温时间为1min~20min,真空度为1~20pa,压力为5~40mpa,全程保压。所述放电等离子真空烧结的条件进一步优选为:升温速率为50~100℃/min,烧结温度为750~850℃,保温时间为5min~15min,真空度为1~20pa,压力为10~20mpa,全程保压。在选择合适粒径金属粉末的基础上,通过配合选择适宜的放电等离子真空烧结条件,在优选的烧结温度与压力等条件下下,多孔金属涂层与植入体间可以得到一定程度的扩散连接,其结合强度能够满足性能指标。过低的烧结温度与过低的压力条件下,金属粉末颗粒间、粉末与金属基植入体间扩散不充分,其涂层强度、涂层与金属基植入体间强度都难以得到保证,而过高的温度和压力条件下,容易形成致密的金属涂层。因此,粒径范围选择、烧结温度与压力等协同控制,可获得孔隙特征、性能指标均达标的金属多孔涂层。
13.本发明还提供了一种可替代骨水泥的生物医用金属多孔涂层,其由所述制备方法
得到。
14.作为一个优选的方案,所述金属多孔涂层与金属基植入体之间的剪切强度大于20mpa,与金属基植入体间抗拉强度大于22mpa,孔隙率范围为30~60%,孔隙平均截距为100~300μm。
15.本发明的技术方案主要是选择粒径大小合适的金属粉末,并配合放电等离子真空烧结工艺条件的控制,可以在金属基植入体表面获得满足骨组织生长所需的孔隙特征和性能指标的生物医用金属多孔涂层,并且通过放电等离子真空烧结形成的金属多孔涂层与金属基植入体结合良好,功能可替代骨水泥,性能相对与目前主流骨水泥技术相比,具有明显优势。
16.(1)本发明的金属多孔涂层具有开放的多孔结构,有利于骨细胞的长入,有利于骨组织与植入体的有效结合。
17.(2)本发明的金属多孔涂层与金属基植入体结合良好,克服了无骨水泥与金属基植入体结合强度低、易松动、等缺点。
18.(3)本发明的金属多孔涂层弹性模量低,显著避免应力屏蔽效应产生。
19.(4)本发明的金属多孔涂层通过放电等离子真空烧结的方法制备得到,温度相对较低,不使用造孔剂,制备周期短,制备工艺简单可控。
20.综上所述,本发明通过等离子真空烧结在金属基植入体表面制备金属多孔涂层满足骨组织长入所需的特定孔隙特征与性能指标,可以替代骨水泥使用,能够使骨组织在随着骨骼的生长而进入金属多孔涂层,能够与金属基植入体有效结合,避免因使用现有骨水泥而产生的一系列消极影响。
附图说明
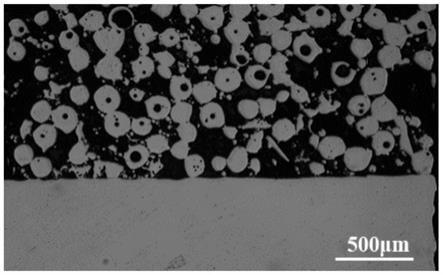
21.图1是实施例1中生物医用金属多孔涂层微观组织。
22.图2是实施例1中生物医用金属多孔涂层力学性能。
23.图3是对比实施例1中金属多孔涂层力学性能。
具体实施方式
24.为了便于理解本发明,下文将结合说明书附图和较佳的实施例对本发明内容作更全面、细致地描述,但本发明的保护范围并不限于以下具体的实施例。
25.除非另有定义,下文中所使用的所有专业术语与本领域技术人员通常理解的含义相同。本文中所使用的专业术语只是为了描述具体实施例的目的,并不是旨在限制本发明的保护范围。
26.除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等均可通过市场购买得到或者可通过现有方法制备得到。
27.实施例1
28.一种本发明的可替代骨水泥的生物医用金属多孔涂层制备方法,包括以下步骤:
29.(1)选择cocrmo金属粉末(其具体成分为co:66.8wt.%;cr:28.61wt.%;mo:4.56wt.%;粒径范围为150~300μm、氧含量在4000ppm以下)为原料,将筛选得到的的金属粉末铺放在钴基植入体金属块表面(钴基植入体成分质量比为:co-27cr-6mo)。
30.(2)将步骤(1)中铺放了cocrmo粉末的钴基植入体置于石墨模具中,进行放电等离子真空烧结,升温速率为80℃/min,烧结温度为800℃,保温时间为10min,真空度为10pa,压力为20mpa,全程保压,得到生物医用金属多孔涂层。
31.(3)通过对本实施例产品进行组织观察与力学性能测试,本发明最终制备得到孔隙特征与性能指标满足要求的生物医用金属多孔涂层。经检测,本多孔金属材料的烧结涂层厚度为1100μm,与基体间剪切强度约为45.5mpa,与基体间抗拉强度为67mpa,孔隙率约为54%,孔隙平均截距为180μm。
32.实施例2
33.一种本发明的可替代骨水泥的生物医用金属多孔涂层制备方法,包括以下步骤:
34.(1)选择cocrmo金属粉末(其具体成分为co:66.8wt.%;cr:28.61wt.%;mo:4.56wt.%;粒径范围为100~200μm、氧含量在4000ppm以下)为原料,将筛选得到的的金属粉末铺放在钴基植入体金属块表面(钴基植入体成分为:co-27cr-6mo)。
35.(2)将步骤(1)中铺放了cocrmo粉末的钴基植入体置于石墨模具中,进行放电等离子烧结,升温速率为100℃/min,烧结温度为850℃,保温时间为15min,真空度为10pa,压力为20mpa,全程保压,得到生物医用金属多孔涂层。
36.(3)通过对本实施例产品进行组织观察与力学性能测试,本发明最终制备得到孔隙特征与性能指标满足要求的生物医用金属多孔涂层。经检测,本多孔金属材料的烧结涂层厚度为1000μm,与基体间剪切强度约为68mpa,与基体间抗拉强度为94mpa,孔隙率约为38%,孔隙平均截距为140μm。
37.实施例3
38.一种本发明的可替代骨水泥的生物医用金属多孔涂层制备方法,包括以下步骤:
39.(1)选择cocrmo金属粉末(其具体成分为co:66.8wt.%;cr:28.61wt.%;mo:4.56wt.%;粒径范围为100~200μm、氧含量在4000ppm以下)为原料,将筛选得到的的金属粉末铺放在钴基植入体金属块表面(钴基植入体成分为:co-27cr-6mo)。
40.(2)将步骤(1)中铺放了cocrmo粉末的钴基植入体置于石墨模具中,进行放电等离子烧结,升温速率为60℃/min,烧结温度为780℃,保温时间为5min,真空度为10pa,压力为15mpa,全程保压,得到生物医用金属多孔涂层。
41.通过对本实施例产品进行组织观察与力学性能测试,本发明最终制备得到孔隙特征与性能指标满足要求的生物医用金属多孔涂层。经检测,本多孔金属材料的烧结涂层厚度为1000μm,与基体间剪切强度约为40mpa,与基体间抗拉强度为58mpa,孔隙率约为48%,孔隙平均截距为150μm。
42.对比实施例1
43.一种孔隙率较低的生物医用金属多孔涂层制备方法,包括以下步骤:
44.(1)选择cocrmo金属粉末(其具体成分为co:66.8wt.%;cr:28.61wt.%;mo:4.56wt.%;粒径为15~53μm、氧含量在4000ppm以下)为原料,将筛选得到的的金属粉末铺放在cocrmo金属块表面(钴基植入体成分为:co-27cr-6mo)。
45.(2)将步骤(1)中铺放了金属粉末的生物医用cocrmo块体置于石墨模具中,进行放电等离子烧结,升温速率为80℃/min,烧结温度为800℃,保温时间为10min,真空度为20pa,压力为10mpa,全程保压,得到生物医用金属多孔涂层。
46.过对本实施例产品进行组织观察与力学性能测试,该方法制备的金属多孔涂层材料的烧结涂层厚度为1mm,与基体间剪切强度约为25mpa,与基体间抗拉强度为42mpa,孔隙率约27%,孔隙平均截距为40μm。由此可见,选择粒径较小的cocrmo金属粉末制备的多孔金属涂层其孔隙率较低,无法满足生物医用要求。
47.对比实施例2
48.一种孔隙率较低的生物医用金属多孔涂层制备方法,包括以下步骤:
49.(1)选择cocrmo金属粉末(其具体成分为co:66.8wt.%;cr:28.61wt.%;mo:4.56wt.%;粒径为150~300μm、氧含量在4000ppm以下)为原料,将筛选得到的的金属粉末铺放在cocrmo金属块表面(钴基植入体成分为:co-27cr-6mo)。
50.(2)将步骤(1)中铺放了金属粉末的生物医用cocrmo块体置于石墨模具中,进行放电等离子烧结,升温速率为80℃/min,烧结温度为1000℃,保温时间为20min,真空度为20pa,压力为40mpa,全程保压,得到生物医用金属涂层。
51.对本实施例产品进行组织观察与力学性能测试,该方法制备的金属涂层几乎全致密,其孔隙率低于5%,孔隙截距低于10μm。由此可见,粒径较大的cocrmo金属粉末、烧结温度与压力较高时,制备的多孔金属涂层其孔隙率较低,无法满足生物医用要求。