1.本发明涉及金属或合金锭铸造技术领域。具体地说是一种用于空心铸锭内孔铸造的装置。
背景技术:
2.金属及合金管材广泛应用于热力管道、煤粉输送、石油或天然气输送、料浆输送和腐蚀性化工原料输送等工况,这些管道大多具有大直径、厚壁和大长度的特点,有的还承受内压力、腐蚀、磨损等,对管道质量要求很高,难以采用常规的板材卷曲后焊接成型工艺。
3.在现有技术中,通常采用铸造实心锭,然后经过钻床打孔或压力穿孔后插入芯棒挤压而成,铸造的毛坯件也要满足大直径、大体积,大直径铸锭凝固时容易形成严重的铸造缺陷,如缩孔、缩松、夹杂物等,又由于铸锭内部冷却速度较慢出现晶粒粗大、组织严重不均匀的现象,从而影响铸锭的合格率,另一方面,使用钻床打孔会损失大量合金材料,而穿孔工艺对于高强度合金来说极为困难,且实心锭的质量、体积均较大,铸造后运输、二次钻孔加工需要投入较大的人力物力,造成生产效率降低、铸造质量不稳定、生产成本增加的问题。
技术实现要素:
4.为此,本发明所要解决的技术问题在于提供一种能够铸造出空心锭,工艺简单,孔径、孔长度可调且能够提高铸锭质量的一种用于空心铸锭内孔铸造的装置。
5.为解决上述技术问题,本发明提供如下技术方案:一种用于空心铸锭内孔铸造的装置,包括锭模,所述锭模内插入有冷却成型机构,所述冷却成型机构的上方设置有升降机构,所述冷却成型机构的顶端设置有连接管,所述连接管的顶端设置有连接座,所述连接座的顶部与所述升降机构的驱动端固定连接,所述冷却成型机构内设置有振荡器,所述冷却成型机构的进液端流体导通有冷却机构,所述升降机构驱动所述冷却成型机构沿所述锭模的高度方向运动。
6.上述一种用于空心铸锭内孔铸造的装置,所述冷却成型机构包括结晶器,所述结晶器包括管壳、分流内芯和连接杆,所述分流内芯同轴设置在所述管壳内,所述分流内芯的侧壁上沿其周向固定连接有所述连接杆,所述连接杆的另一端与所述管壳内侧壁固定连接;所述管壳与所述分流内芯之间的环形空间构成环形冷却液流道,所述管壳的顶端与所述连接管的底端固定连接,所述连接管的出口端与所述环形冷却液流道的入口端流体导通,所述振荡器固定安装在所述分流内芯内。
7.上述一种用于空心铸锭内孔铸造的装置,所述分流内芯的顶端至其中上部的外径逐渐增大,所述分流内芯的中上部至其中部的外径各处相等,所述分流内芯的中下部外径小于所述分流内芯的中部外径,且所述分流内芯的中下部外径各处相等,所述分流内芯的中下部外径至其底端外径逐渐增大;所述环形冷却液流道包括沿流体前进方向依次流体导通的分流段、中间段、缓冲段和出口段,所述分流段的直径沿流体前进方向逐渐增大,所述
中间段的各个位置直径相同,所述缓冲段的向所述分流内芯的轴线弯折,所述出口段呈直径逐渐增大的喇叭口状;所述分流内芯的顶端至其中上部与所述分流段位置相对应,所述分流内芯的中上部至其中部与所述中间段位置相对应,所述分流内芯的中下部与所述缓冲段位置相对应,所述分流内芯的中下部与所述出口段位置相对应,所述管壳的顶端外径至所述管壳的底端外径逐渐缩小。
8.上述一种用于空心铸锭内孔铸造的装置,所述管壳的外侧壁上开设有环形凹槽,所述环形凹槽内套有活动环,所述活动环的内侧壁上部和下部均沿其周向固定连接有第一弹片,所述第一弹片的另一端与所述环形凹槽的槽侧壁固定连接,所述活动环的底部和顶部均固定连接有连接环,所述活动环顶端的连接环顶端与所述环形凹槽的槽顶壁固定连接,所述活动环底端的连接环底端与所述环形凹槽的槽底壁固定连接,所述活动环的顶部和底部均固定连接有限位块,所述活动环顶部的所述限位块顶部搭接在环形凹槽的槽顶壁上,所述活动环底部的所述限位块底部搭接在环形凹槽的槽底壁上;所述环形凹槽的侧壁上开设有与所述环形冷却液流道流体导通的通孔,所述环形凹槽的槽底壁上开设有出水孔,所述出水孔的另一端穿出所述管壳的底部。
9.上述一种用于空心铸锭内孔铸造的装置,所述锭模的底部开设有贯穿的安装孔,所述安装孔自所述锭模的内底壁至所述锭模的底部内径逐渐缩小;所述管壳插入所述安装孔内,且所述活动环的外壁与所述安装孔的内壁密封配合。
10.上述一种用于空心铸锭内孔铸造的装置,所述管壳的顶部固定连接有耐火材料套,所述耐火材料套套在所述连接管的表面,且所述耐火材料套的直径大于所述管壳的最大外径。
11.上述一种用于空心铸锭内孔铸造的装置,所述升降机构包括支撑架、电机、螺纹套、丝杆和导向杆,所述螺纹套固定连接在所述支撑架的顶部,所述丝杆螺纹连接在所述螺纹套内,所述丝杆的两侧均设置有所述导向杆,所述电机的输出轴通过联轴器与所述丝杆的顶端传动连接,所述丝杆的底端转动连接有丝杆座,所述丝杆座的底部固定连接有底板,所述导向杆的底端与所述底板的顶部固定连接,所述导向杆的表面滑动连接有导向套,所述导向套与所述支撑架的顶部固定连接,所述导向杆的顶端与所述电机的底部固定连接;所述底板的底部与所述连接座的顶部固定连接。
12.上述一种用于空心铸锭内孔铸造的装置,所述冷却机构包括水槽、供水管路、水泵和连接管路,所述水槽的一侧底部通过所述供水管路与所述水泵的进口端流体导通,所述水泵的出口端与所述连接管路流体导通,所述连接管路的另一端与所述连接管的上端流体导通,所述供水管路上沿流体前进方向依次设置有阀门、压力表和流量计。
13.上述一种用于空心铸锭内孔铸造的装置,所述锭模的侧壁上沿其高度方向从下至上依次流体导通有第一入液口、第二入液口和第三入液口。
14.上述一种用于空心铸锭内孔铸造的装置,所述连接座包括外壳体、连接块和第二弹片,所述连接块设置在所述外壳体内,且所述连接块的顶部和底部分别与所述外壳体的内顶壁和内底壁搭接,所述连接块的外径小于所述外壳体的内径,所述连接块沿其周向设置有两个或两个以上的所述第二弹片,所述第二弹片的另一端与所述外壳体的内壁固定连接;所述外壳体的顶部与所述升降机构的底部固定连接,所述外壳体的底部开设有直径大于连接管外径的通孔,所述连接管的顶端穿过所述通孔并与所述连接块的底端固定连接。
15.本发明的技术方案取得了如下有益的技术效果:
16.1、本发明,通过设置底部具有安装孔的锭模,配合结晶器,并配合升降机构,能够铸造出具有空心结构的金属锭,从而避免了后期二次转运、钻孔带来的麻烦,减少因钻孔导致的金属材料浪费,有效减少金属冶炼量,达到节能减排的目的,提高生产效率,解决生产成本增加的问题。
17.2、本发明,通过设置升降机构,能够带动结晶器上下移动,满足铸造不同长度空心金属锭的要求,且空心锭的孔径能够根据结晶器的直径改变而改变,便于对孔径进行调节;由于结晶器铸造时位于金属液的中心,即增加了中心冷却,使得熔池宽度减小一半以上,熔池深度也得以减小,从而增加了铸锭的凝固速度,减轻铸造缺陷,改善铸锭微观组织均匀性,提高合金的力学性能及其均匀性;结晶器向上移动后,经过结晶器后的冷却水,通过结晶器喇叭口状的出水口喷向刚形成的空心通道壁上,实现对凝固层进行二次冷却,从而进一步提高冷却速度;在铸造时,移动结晶器,在金属液内形成自下而上的凝固层,并在冷却水的二次冷却作用下,使凝固层加厚,铸锭内形成空心通道的同时,结晶器外围的高温液体由内向外、自下而上顺序凝固,从而获得致密、无缺陷的空心铸锭。
18.3、本发明,通过设置耐火材料套,首先能够避免金属液体侵蚀连接管,影响连接管的使用寿命,其次由于耐火材料具有一定的隔热性,能够减少冷却水通过连接管位于金属液体液面以下段时温度升高过快,从而保证冷却水通过结晶器后,温度不至于过高,使结晶器仍然能够具备良好的冷却效果,保证金属锭中心孔的成型效果,第三耐火材料套能够避免金属液接触到结晶器的顶部和连接管的侧壁,避免金属液凝固并黏附在结晶器的顶部和连接管的侧壁,避免结晶器运动时卡滞,保证成孔的顺利进行。
19.4、本发明,通过设置连接座配合第二弹片和活动环配合第一弹片,保证振荡器的振荡能够作用到结晶器上,避免金属液体粘结在结晶器上,保证成孔的顺利进行。
20.5、本发明,通过设置分流内芯和环形冷却液流道,相比没有分流内芯的情况下,可以缩减过流面积,增加冷却水的流速,提高冷却水与管壳的换热效率,从而在减少冷却水用量的情况下,提高冷却效率,有利于致密凝固层的快速形成,避免冷却水通过不连续凝固层进入高温金属熔池引起内部凝固以及冷却水气化导致的液滴喷出。另外,在环形冷却液流道下端设置缓冲段,一定程度上使冷却水在缓冲段内折流,使冷却水的温度更加均匀;加之采用变窄的喇叭口形喷水通道进一步提高喷水速度,增加二次冷却能力,有利于凝固层快速生长;同时,能够最大程度地保证凝固层金属微观组织的均匀性,提高铸件质量。
附图说明
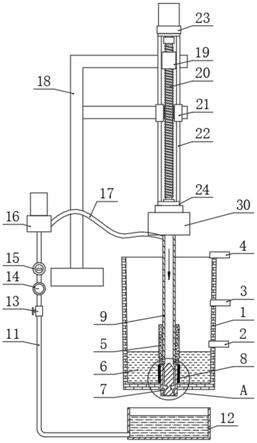
21.图1本发明的正视剖面结构示意图;
22.图2本发明图1的a处放大结构示意图;
23.图3本发明中结晶器的剖面结构示意图;
24.图4本发明中连接座的剖面结构示意图;
25.图5本发明图3的b处放大结构示意图;
26.图6本发明环形冷却液流道的示意图;
27.图7本发明实施例2的示意图。
28.图中附图标记表示为:1-锭模;2-第一入液口;3-第二入液口;4-第三入液口;5-耐
火材料套;6-金属液;7-结晶器;701-管壳;702-分流内芯;703-连接杆;704-活动环;705-第一弹片;706-连接环;707-限位块;8-凝固层;9-连接管;10-振荡器;11-供水管路;12-水槽;13-阀门;14-压力表;15-流量计;16-水泵;17-连接管路;18-支撑架;19-螺纹套;20-丝杆;21-导向套;22-导向杆;23-电机;24-底板;25-环形冷却液流道;251-分流段;252-中间段;253-缓冲段;254-出口段;26-外结晶器;27-外结晶器出水口;28-外结晶器入水口;29-铸锭托盘;30-连接座;301-外壳体;302-连接块;303-第二弹片。
具体实施方式
29.实施例1:
30.本实施例中用于空心铸锭内孔铸造的装置,请参阅图1,包括锭模1,所述锭模1的侧壁上沿其高度方向从下至上依次流体导通有第一入液口2、第二入液口3和第三入液口4,所述锭模1内插入有冷却成型机构,所述冷却成型机构的上方设置有升降机构,所述冷却成型机构的顶端设置有连接管9,所述连接管9的顶端设置有连接座30,所述连接座30的顶部与所述升降机构的驱动端固定连接,所述冷却成型机构内设置有振荡器10,所述冷却成型机构的进液端流体导通有冷却机构,所述升降机构驱动所述冷却成型机构沿所述锭模1的高度方向运动,所述锭模1的底部开设有贯穿的安装孔,所述安装孔自所述锭模1的内底壁至所述锭模1的底部内径逐渐缩小;所述管壳701插入所述安装孔内,且所述活动环704的外壁与所述安装孔的内壁密封配合,本发明,通过设置底部具有安装孔的锭模1,配合结晶器7,并配合升降机构,能够铸造出具有空心结构的金属锭,从而避免了后期二次转运、钻孔带来的麻烦,减少因钻孔导致的金属材料浪费,有效减少金属冶炼量,达到节能减排的目的,提高生产效率,解决生产成本增加的问题。
31.所述冷却机构包括水槽12、供水管路11、水泵16和连接管路17,所述水槽12的一侧底部通过所述供水管路11与所述水泵16的进口端流体导通,所述水泵16的出口端与所述连接管路17流体导通,所述连接管路17的另一端与所述连接管9的上端流体导通,所述供水管路11上沿流体前进方向依次设置有阀门13、压力表14和流量计15。
32.如图2、图3、图5所示,所述冷却成型机构包括结晶器7,所述结晶器7包括管壳701、分流内芯702和连接杆703,所述分流内芯702同轴设置在所述管壳701内,所述分流内芯702的侧壁上沿其周向固定连接有所述连接杆703,所述连接杆703的另一端与所述管壳701内侧壁固定连接;所述管壳701与所述分流内芯702之间的环形空间构成环形冷却液流道25,所述管壳701的顶端与所述连接管9的底端固定连接,所述连接管9的出口端与所述环形冷却液流道25的入口端流体导通,所述振荡器10固定安装在所述分流内芯702内,所述分流内芯702的顶端至其中上部的外径逐渐增大,所述分流内芯702的中上部至其中部的外径各处相等,所述分流内芯702的中下部外径小于所述分流内芯702的中部外径,且所述分流内芯702的中下部外径各处相等,所述分流内芯702的中下部外径至其底端外径逐渐增大;所述环形冷却液流道25包括沿流体前进方向依次流体导通的分流段、中间段、缓冲段和出口段,所述分流段的直径沿流体前进方向逐渐增大,所述中间段的各个位置直径相同,所述缓冲段的向所述分流内芯702的轴线弯折,所述出口段呈直径逐渐增大的喇叭口状;所述分流内芯702的顶端至其中上部与所述分流段位置相对应,所述分流内芯702的中上部至其中部与所述中间段位置相对应,所述分流内芯702的中下部与所述缓冲段位置相对应,所述分流内
芯702的中下部与所述出口段位置相对应,所述管壳701的顶端外径至所述管壳701的底端外径逐渐缩小,所述管壳701的外侧壁上开设有环形凹槽,所述环形凹槽内套有活动环704,所述活动环704的内侧壁上部和下部均沿其周向固定连接有第一弹片705,所述第一弹片705的另一端与所述环形凹槽的槽侧壁固定连接,所述活动环704的底部和顶部均固定连接有连接环706,所述活动环704顶端的连接环706顶端与所述环形凹槽的槽顶壁固定连接,所述活动环704底端的连接环706底端与所述环形凹槽的槽底壁固定连接,所述活动环704的顶部和底部均固定连接有限位块707,所述活动环704顶部的所述限位块707顶部搭接在环形凹槽的槽顶壁上,所述活动环704底部的所述限位块707底部搭接在环形凹槽的槽底壁上;所述环形凹槽的侧壁上开设有与所述环形冷却液流道25流体导通的通孔,所述环形凹槽的槽底壁上开设有出水孔,所述出水孔的另一端穿出所述管壳701的底部;由于结晶器7铸造时位于金属液的中心,即增加了中心冷却,使得熔池宽度减小一半以上,熔池深度也得以减小,从而增加了铸锭的凝固速度,减轻铸造缺陷,改善铸锭微观组织均匀性,提高合金的力学性能及其均匀性;结晶器7向上移动后,经过结晶器7后的冷却水,通过结晶器7喇叭口状的出水口喷向刚形成的空心通道壁上,实现对凝固层进行二次冷却,从而进一步提高冷却速度;在铸造时,移动结晶器7,在金属液内形成自下而上的凝固层,并在冷却水的二次冷却作用下,使凝固层加厚,铸锭内形成空心通道的同时,结晶器外围的高温液体由内向外、自下而上顺序凝固,从而获得致密、无缺陷的空心铸锭。
33.所述管壳701的顶部固定连接有耐火材料套5,所述耐火材料套5套在所述连接管9的表面,且所述耐火材料套5的直径大于所述管壳701的最大外径,通过设置耐火材料套5,首先能够避免金属液体侵蚀连接管9,影响连接管9的使用寿命,其次由于耐火材料具有一定的隔热性,能够减少冷却水通过连接管9位于金属液体液面以下段时温度升高过快,从而保证冷却水通过结晶器7后,温度不至于过高,使结晶器7仍然能够具备良好的冷却效果,保证金属锭中心孔的成型效果,第三耐火材料套5能够避免金属液接触到结晶器7的顶部和连接管9的侧壁,避免金属液凝固并黏附在结晶器7的顶部和连接管9的侧壁,避免结晶器7运动时卡滞,保证成孔的顺利进行。
34.如图1所述,所述升降机构包括支撑架18、电机23、螺纹套19、丝杆20和导向杆22,所述螺纹套19固定连接在所述支撑架18的顶部,所述丝杆20螺纹连接在所述螺纹套19内,所述丝杆20的两侧均设置有所述导向杆22,所述电机23的输出轴通过联轴器与所述丝杆20的顶端传动连接,所述丝杆20的底端转动连接有丝杆座,所述丝杆座的底部固定连接有底板24,所述导向杆22的底端与所述底板24的顶部固定连接,所述导向杆22的表面滑动连接有导向套21,所述导向套21与所述支撑架18的顶部固定连接,所述导向杆22的顶端与所述电机23的底部固定连接;所述底板24的底部与所述外壳体301的顶部固定连接,通过设置升降机构,能够带动结晶器7上下移动,满足铸造不同长度空心金属锭的要求,且空心锭的孔径能够根据结晶器7的直径改变而改变,便于对孔径进行调节。
35.如图4所示,所述连接座30包括外壳体301、连接块302和第二弹片303,所述连接块302设置在所述外壳体301内,且所述连接块302的顶部和底部分别与所述外壳体301的内顶壁和内底壁搭接,所述连接块302的外径小于所述外壳体301的内径,所述连接块302沿其周向设置有两个或两个以上的所述第二弹片303,所述第二弹片303的另一端与所述外壳体301的内壁固定连接;所述外壳体301的顶部与所述升降机构的底部固定连接,所述外壳体
301的底部开设有直径大于连接管9外径的通孔,所述连接管9的顶端穿过所述通孔并与所述连接块302的底端固定连接,通过设置连接座30配合第二弹片303和活动环704配合第一弹片705,保证振荡器10的振荡能够作用到结晶器7上,避免金属液体粘结在结晶器7上,保证成孔的顺利进行。
36.工作流程:首先清理锭模1内腔和浇注系统并进行预热,启动电机23,电机23带动丝杆20转动,由于存在导向套21和导向杆22,丝杆20不会自转,在与螺纹套19的配合下,丝杆20下移,带动导向杆22、连接座30、连接管9以及结晶器7下移,使结晶器7插入到安装孔内,结晶器7外壁与安装孔孔壁贴合,实现密封;打开水泵16,水泵16将水槽12内的水抽入至连接管9内,并进入结晶器7的环形冷却液流道25内,最后经过其喇叭口状对的出水端喷出;在确认水路运行顺畅后,打开第一入液口2,将金属液体倒入锭模1内,使液面高于结晶器7的上沿,在冷却水的作用下,使接触结晶器7的金属液凝固形成凝固层,然后控制升降机构上升,带动结晶器7匀速缓慢上移,并不断的通过第一入液口2向锭模1加入金属液体,在操作过程中始终保持液面高度高于结晶器上沿,并且维持稳定不变,结晶器7喷出的冷却水喷向形成的凝固层孔道内,使凝固层二次冷却,凝固层逐渐加厚,形成自下而上的凝固顺序,当液面接近第一入液口2时,关闭第一入液口2,打开第二入液口3,通过第二入液口3向锭模1内加入金属液体,当液面接近第二入液口3时,关闭第二入液口3,打开第三入液口4,通过第三入液口4向锭模1内加入金属液体,当金属液体充满整个锭模1后,关闭第三入液口4,并关闭升降机构,保持水泵16的不断运行,进行持续冷却,保证所有高温金属液体全部凝固后,关闭水泵16,卸下空心铸锭;
37.在铸造的同时,开启振荡器10,振荡器10产生径向振荡作用在分流内芯702上,并通过连接杆703将振荡传递至管壳701上,产生轻微振荡,从而避免金属液体附着,连接块302能够在外壳体301内进行径向移动,保证结晶器7的振荡效果,当管壳701插入安装孔后,活动环704与安装孔密封配合,连接环706的厚度和硬度均小于活动环704,当活动环704插在安装孔内后,振荡器10产生径向振荡传递至管壳1,通过连接环706的弹性形变保证管壳1能够相对于连接环706径向运动。
38.实施例2:
39.请参阅图6,本实施例在锭模1的外壁上设置外结晶器26,且所述外结晶器26的侧壁上部连通有外结晶器入水口28,所述外结晶器26的侧壁下部连通有外结晶器入水口27,将锭模1的底部为带有中心孔铸锭托盘29,且铸锭托盘29的边缘与锭模1的内壁密封配合,结晶器7插入铸锭托盘29的中心孔内,金属液体通过锭模1顶部的第一入液口进入锭模1内;
40.结晶器7的顶部设置固定连接有连接管9,且连接管9的底端套有耐火材料套5,耐火材料套5的底部与结晶器7的顶部固定连接,在连接管9的顶部安装振荡器10,并将连接管9通过支架固定。
41.利用本实施例2的装置,能够进行空心铸锭的连续铸造,具体工作流程如下:
42.连续铸造时,向锭模1内加入金属液体,向连接管9通入冷却水,使结晶器7对金属液体内部进行冷却形成中心孔道,向外结晶器入水口28内通入冷却水,通过外结晶器26对金属液体的外层进行冷却,当金属液体的外层和内层均出现凝固层后,缓慢向下移动铸锭托盘29,然后继续加入金属液体,在外结晶器26和结晶器7的共同作用下,铸造出具有空心结构的铸锭。
43.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本专利申请权利要求的保护范围之中。