1.本实用新型涉及砂芯打孔技术领域,尤其涉及一种砂芯打孔装置。
背景技术:
2.砂芯是铸造生产中用于制造型芯的材料,由铸造砂、型砂粘结剂等组成。型芯在铸型中大部分被高温的液态金属所包围,而支撑定位部分的尺寸一般较小,因此芯砂除应具有一般型砂的性能外,还要求有较高的强度、透气性、退让性和溃散性。为了保证砂芯的透气性,砂芯上都需要进行打孔,便于铸造时放气、透气使用。
3.现有砂芯打孔方式都是人工进行的,操作人员一手拿住气动枪钻,另一只手握住砂芯,通过安装在气动枪钻上的钻头对砂芯进行钻孔;由于钻头的长度较长,操作人员单手操作很难精准的钻到预定位置上,造成钻孔位置的偏差,定位不准确;且人工手工钻孔很难准确的控制钻孔深度,造成钻孔深度不准的现象,而且钻孔时经常出现穿孔、破空造成的报废现象;另外,由于钻头长不好掌握,手工钻孔的破孔现象易钻到手上,对操作人员的安全问题造成隐患,工作安全没保障;操作人员在人工钻孔过程中对手工按压力度要求较高,轻了钻孔时容易钻偏,重了砂芯容易被压碎,手工钻孔造成的偏孔、破孔、穿孔都达不到生产标准的标准,造成砂芯的钻孔品质没法保障;并且手工钻孔一次只能钻一个孔,远远达不到生产需求,加工效率无法保障。
技术实现要素:
4.本实用新型所要解决的技术问题是,提供一种安全系数高且能够对砂芯批量钻孔的砂芯打孔装置。
5.为了解决上述技术问题,本实用新型是通过以下技术方案实现的:一种砂芯打孔装置,包括呈矩形结构的基座,所述基座顶部设置有顶面水平的工作台,基座内位于工作台下方的部位设置有顶面水平的隔板,所述隔板下方设置有plc电器控制箱和与所述plc电器控制箱电气连接的气泵,所述气泵通过与所述plc电器控制箱电气连接的控制开关进行控制,该控制开关固定设置在基座的外侧;所述工作台顶部中心通过螺栓固定设置有用于安装砂芯的砂芯治具,位于砂芯治具左右两侧的部位对称设置有气钻组,所述气钻组通过导向连接板与固定设置在工作台底部的导向驱动装置活动连接;每组所述气钻组由多个前后等间距并列设置的气动枪钻组成,所述气动枪钻通过管路与所述气泵气动连接,前后等间距并列设置的气动枪钻通过气钻夹板固定连接在一起,所述导向连接板固定连接在气钻夹板的底部中心,所述工作台上设置有便于导向连接板与所述导向驱动装置连接且方便其左右移动的导槽,所述工作台上位于导槽前后两侧的部位对称设置有线轨,所述线轨左右方向横向设置,其平行于导槽,所述气钻夹板的底部与所述线轨固定连接在一起,其可以在线轨上作左右方向的直线运动。
6.进一步地,所述导向驱动装置包括气缸,所述气缸固定设置在工作台的底部,其通过管路与气泵气动连接,所述气缸与气泵之间的管路上设置有五通电磁阀,该五通电磁阀
与所述plc电器控制箱电气连接并对气缸进行控制;所述气缸上活塞杆的活动轨迹与所述导槽上下对应,所述导向连接板的底部穿过导槽与所述活塞杆固定连接在一起。
7.进一步地,所述线轨由直线导轨和与其滑动配合的滑块组成;所述气钻夹板通过螺栓固定在滑块的顶部,所述直线导轨通过螺栓固定在工作台的顶面。
8.进一步地,所述工作台上介于气动枪钻与砂芯治具之间的部位固定设置有钻头定位板,所述钻头定位板上设置有与所述气动枪钻上钻头位置对应且套接配和的钻头孔。
9.进一步地,所述工作台上设置有若干上下连通的落渣孔,每个所述落渣孔对应一个气动枪钻上钻头的左右移动轨迹;所述隔板顶部设置有与所述落渣孔上下对应的落料抽屉。
10.进一步地,所述隔板顶面设置有导轮组,所述导轮组由若干等间距并列设置的导轮组成,其通过导轮支架纵向设置在隔板上,所述落料抽屉设置在导轮组上,通过导轮组可以方便落料抽屉在隔板上进行推拉。
11.进一步地,所述基座底部四个对角各设置有一个滚轮。
12.进一步地,所述基座一侧固定设置有把手。
13.进一步地,所述气钻组外部设置有防护罩,所述防护罩上对应工作台中心部位的一侧顶部固定设置有安全光栅,所述工作台顶面位于砂芯治具前后两侧的部位对称设置有安全围栏。
14.与现有技术相比,本实用新型的有益之处是:这种砂芯打孔装置对打孔的定位和深度能够精准保证,安全系数高,砂芯钻孔的品质提高,生产效率高,操作简单,便于推广普及。
附图说明
15.下面结合附图对本实用新型进一步说明。
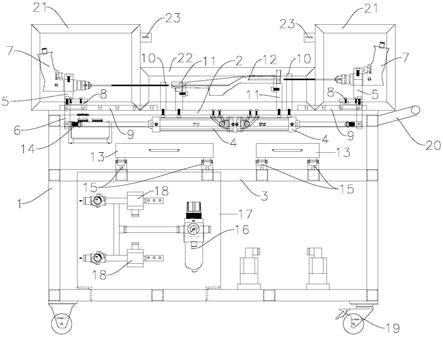
16.图1是本实用新型砂芯打孔装置正面结构示意图;
17.图2是本实用新型砂芯打孔装置侧面结构示意图;
18.图3是本实用新型砂芯打孔装置俯视结构示意图。
19.图中:1、基座;2、工作台;3、隔板;4、气缸;5、气钻夹板;6、导向连接板;7、气动枪钻;8、滑块;9、直线导轨;10、钻头定位板;11、砂芯治具;12、砂芯;13、落料抽屉;14、控制开关;15、导轮组;16、气泵;17、plc电器控制箱;18、五通电磁阀;19、滚轮;20、把手;21、防护罩;22、安全围栏;23、安全光栅;24、落渣孔;25、导槽。
具体实施方式
20.下面结合附图及具体实施方式对本实用新型进行详细描述:
21.图1至图3所示一种砂芯打孔装置,包括呈矩形结构的基座1,所述基座1顶部设置有顶面水平的工作台2,基座1内位于工作台2下方的部位设置有顶面水平的隔板3,所述隔板3下方设置有plc电器控制箱17和与所述plc电器控制箱17电气连接的气泵16,所述气泵16通过与所述plc电器控制箱17电气连接的控制开关14进行控制,该控制开关14固定设置在基座1的外侧;所述工作台2顶部中心通过螺栓固定设置有用于安装砂芯12的砂芯治具11,位于砂芯治具11左右两侧的部位对称设置有气钻组,所述气钻组通过导向连接板6与固
定设置在工作台2底部的导向驱动装置活动连接;每组所述气钻组由多个前后等间距并列设置的气动枪钻7组成,所述气动枪钻7通过管路与所述气泵16气动连接,前后等间距并列设置的气动枪钻7通过气钻夹板5固定连接在一起,每块气钻夹板5上最多可以并列设置三个气动枪钻7,设置在砂芯治具11左右两侧的两组气钻组合计可以装配六个气动枪钻7;所述导向连接板6固定连接在气钻夹板5的底部中心,所述工作台2上设置有便于导向连接板6与所述导向驱动装置连接且方便其左右移动的导槽25,所述工作台2上位于导槽25前后两侧的部位对称设置有线轨,所述线轨左右方向横向设置,其平行于导槽25,所述气钻夹板5的底部与所述线轨固定连接在一起,其可以在线轨上作左右方向的直线运动。
22.为了能够驱动气钻夹板5左右移动,所述导向驱动装置包括气缸4,所述气缸4固定设置在工作台2的底部,其通过管路与气泵16气动连接,所述气缸4与气泵16之间的管路上设置有五通电磁阀18,该五通电磁阀18与所述plc电器控制箱17电气连接并对气缸4进行控制;所述气缸4上活塞杆的活动轨迹与所述导槽25上下对应,所述导向连接板6的底部穿过导槽25与所述活塞杆固定连接在一起。
23.为了保证气钻夹板5左右移动时的稳定性和直线性,所述线轨由直线导轨9和与其滑动配合的滑块8组成;所述气钻夹板5通过螺栓固定在滑块8的顶部,所述直线导轨9通过螺栓固定在工作台2的顶面。
24.为了防止气动枪钻7上钻头过长而容易折断,所述工作台2上介于气动枪钻7与砂芯治具11之间的部位固定设置有钻头定位板10,所述钻头定位板10上设置有与所述气动枪钻7上钻头位置对应且套接配和的钻头孔。
25.为了便于气动枪钻7上钻头对砂芯12钻孔后产生的废渣能够收集,便于清理,防止堆积,所述工作台2上设置有若干上下连通的落渣孔24,每个所述落渣孔24对应一个气动枪钻7上钻头的左右移动轨迹;所述隔板3顶部设置有与所述落渣孔24上下对应的落料抽屉13。
26.为了方便落料抽屉13从基座1上抽出和推入,所述隔板3顶面设置有导轮组15,所述导轮组15由若干等间距并列设置的导轮组成,其通过导轮支架纵向设置在隔板3上,所述落料抽屉13设置在导轮组15上,通过导轮组15可以方便落料抽屉13在隔板3上进行推拉。
27.为了方便砂芯打孔装置移动,所述基座1底部四个对角各设置有一个滚轮19;所述基座1一侧固定设置有把手20。
28.为了提高安全系数,所述气钻组外部设置有防护罩21,所述防护罩21上对应工作台2中心部位的一侧顶部固定设置有安全光栅23,所述工作台2顶面位于砂芯治具11前后两侧的部位对称设置有安全围栏22。
29.为了能够精准控制气动枪钻7上钻头的钻孔深度,所述工作台2上对应每个气动枪钻7上钻头的位置设置有一个位置感应器,所述位置感应器与所述plc电器控制箱17电性连接。
30.其具体工作方式如下:砂芯12钻孔前选择配套的砂芯治具11通过螺栓固定在工作台2上,然后将砂芯12固定安装在砂芯治具11上,启动控制开关14,控制开关14将信号传递给plc电器控制箱17,并通过电器控制箱17控制气动枪钻7启动,同时通过五通电磁阀18控制气缸4上的活塞杆向砂芯12的方向移动,活塞杆通过导向连接板6带动气钻夹板5在线轨的导向作用下向砂芯12的方向直线移动,通过气动枪钻7上的钻头对砂芯12进行钻孔,钻头
对砂芯12钻孔时产生的废渣会通过落渣孔24落入落料抽屉13内;砂芯12钻孔结束后气缸4控制活塞杆复位,钻头从砂芯12内退出;操作人员将钻孔后的砂芯12从砂芯治具11上卸下即可,同时操作人员可以将落料抽屉13从基座1上取下对收集的废渣进行清理。
31.这种砂芯打孔装置利用不同型号砂芯治具,由设置在plc电器控制箱17内的plc逻辑控制器编写相应程序控制气动枪钻7对砂芯进行打孔,对打孔的定位和深度能够精准保证:打孔机上配置砂芯对应型号的治具,使气动枪钻钻头能精准钻到规定孔位上;打孔机上配备有位置感应器,钻头钻到指定深度后位置感应器感应,可将深度控制在允许误差内;
32.安全系数高:操作人员只需将砂芯放置于打孔机对应的治具内,启动打孔机,待打孔完成后,取出砂芯即可,打孔过程中无接触;
33.砂芯钻孔的品质提高:砂芯治具省去了原先操作人员用手按压的步骤,由于用治具固定砂芯,偏孔、穿孔、破孔的情况也不会再出现;
34.生产效率高:一次可最大限度同时打六个孔,速度远远超越手工打孔速度;
35.操作简单,便于推广普及。
36.需要强调的是:以上仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。