1.本发明涉及金属防腐技术领域,具体的说是一种无铬镀锡板处理装置及其表面处理方法。
背景技术:
2.镀锡板表面处理是提高钢铁抗大气腐蚀的有效方法;但在潮湿环境中处理层容易发生腐蚀,使表面形成腐蚀产物或变成灰暗色,影响外观,必须进行钝化;目前市场上都是使用铬酸盐进行钝化处理三价铬和六价铬对人体健康都有害;六砎铬的毒性比三价铬约高100倍,是强致突变物质,可诱发肺癌和鼻咽癌;无铬钝化的防腐蚀效果相似于六价铬或三价铬钝化,有些指标甚至超过六价铬钝化;而同时有些无铬钝化的工艺简单,无需改变现有镀锌工艺;无铬镀锡板要经过电镀和无铬钝化,而电镀前要进行预处理,镀前预处理大致包括以下基本内容:除油、除锈、除氧化皮、浸蚀、酸洗、活化、磨光、抛光、滚光、喷砂、局部绝缘、清洗、预热以及加辅助电极和装挂等。
3.现有技术也出现了一项发明关于一种无铬镀锡板处理装置及其表面处理方法,如申请号cn201820389273.3的一项中国专利公开了一种建筑施工用钢板表面打磨除锈装置,包括底板,底板上竖直固定安装有左立板和右立板,左立板和右立板上端水平固定安装有顶板,所述顶板上固定安装有驱动电机,驱动电机的输出轴上竖直固定安装有贯穿顶板的驱动轴,所述左立板和右立板上分别水平滑动贯穿设有左导杆和右导杆,左导杆和右导杆之间固定安装有传动板,传动板上固定安装有直齿条,所述驱动轴表面套设固定安装有与直齿条啮合连接的不完全圆柱齿轮,所述左导杆和右导杆之间水平固定安装有限位杆,限位杆上滑动式套设有套管,套管上固定安装有收集槽,收集槽底部转动式开设有活动底板;可使钢板表面不同区域受到打磨盘的旋转打磨,钢板的除锈效率高;可用于电镀前的预处理;但是上述专利仍然存在缺陷,该专利只能打磨除两侧表面的其他表面,对于钢板其他壁面无法打磨,需要人工进一步处理,增加了劳动时间和劳动成本;且上述专利加工的钢板为水平放置,钢板水平表面所清理的锈渣仍然残留在水平表面上,不利于与钢板表面的进一步清理,对打磨的效果造成不利的影响。
4.鉴于此,本发明通过提出一种无铬镀锡板处理装置及其表面处理方法,以解决上述技术问题。
技术实现要素:
5.为了弥补现有技术的不足,解决现有的无铬镀锡板在镀前处理中,对钢板表面的打磨处理不够全面,需要人工进行进一步处理,造成电镀效率较低,进而影响无铬镀锡板的生产效率。
6.本发明解决其技术问题所采用的技术方案是:本发明所述一种无铬镀锡板表面处理方法,所述表面处理方法包括以下步骤:
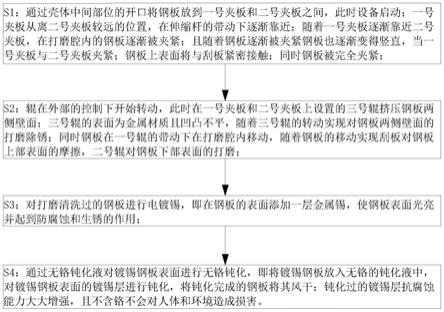
7.s1:通过壳体中间部位的开口将钢板放到一号夹板和二号夹板之间,此时设备启
动;一号夹板从离二号夹板较远的位置,在伸缩杆的带动下逐渐靠近;随着一号夹板逐渐靠近二号夹板,在打磨腔内的钢板逐渐被夹紧;且随着钢板逐渐被夹紧钢板也逐渐变得竖直,当一号夹板与二号夹板夹紧;钢板上表面将与刮板紧密接触;同时钢板被完全夹紧;
8.s2:在外部的控制下一号辊、二号辊和三号辊都开始转动,此时在一号夹板和二号夹板上设置的三号辊挤压钢板两侧壁面;三号辊的表面为金属材质且凹凸不平,随着三号辊的转动实现对钢板两侧壁面的打磨除锈;同时钢板在一号辊的带动下在打磨腔内移动,随着钢板的移动实现刮板对钢板上部表面的摩擦,二号辊对钢板下部表面的打磨;
9.s3:对打磨清洗过的钢板进行电镀锡,即在钢板的表面添加一层金属锡,使钢板表面光亮并起到防腐蚀和生锈的作用;
10.s4:通过无铬钝化液对镀锡钢板表面进行无铬钝化,即将镀锡钢板放入无铬的钝化液中,对镀锡钢板表面的镀锡层进行钝化,将钝化完成的钢板将其风干;钝化过的镀锡层抗腐蚀能力大大增强,且不含铬不会对人体和环境造成损害。
11.一种无铬镀锡板处理装置,所述无铬镀锡板处理装置适用于上述表面处理方法,所述无铬镀锡板处理装置包括壳体、底座、夹紧单元、传动单元和除锈单元;所述壳体固连在底座上端,所述底座左侧上部设有一号槽;所述夹紧单元包括伸缩杆、一号夹板和二号夹板;所述壳体的左侧内壁中心部位固连伸缩杆,所述伸缩杆端部固连一号夹板;所述二号夹板设置在一号夹板向对应位置,且所述二号夹板固连在底座上端,所述一号夹板和二号夹板用以夹持固定待加工的钢板,所述一号夹板和二号夹板相对应两侧壁面位置均有三号槽;且所述一号夹板和二号夹板之间的区域为打磨腔;所述传动单元包括一号电机和一号辊,所述一号电机固连在底座上端,所述一号辊均匀分布在一号槽内部并与一号槽侧壁转动连接,且一号辊的端部贯穿一号槽顶部侧壁并与一号电机通过皮带传动连接;所述除锈单元包括二号辊、三号辊和刮板;所述一号槽内部一号辊之间的间隙部位均匀转动连接有二号辊,且所述二号辊端部贯穿一号槽顶部侧壁并与二号电机通过皮带传动连接;所述二号电机固连在底座上端;所述三号槽内均匀设置多个三号辊;所述刮板设置在一号夹板上端。
12.工作时,操作人员通过壳体中间部位的开口将钢板放到一号夹板和二号夹板之间,此时设备启动;一号夹板从离二号夹板较远的位置,在伸缩杆的带动下逐渐靠近;随着一号夹板逐渐靠近二号夹板,在打磨腔内的钢板逐渐被夹紧;且随着钢板逐渐被夹紧钢板也逐渐变得竖直,当一号夹板与二号夹板夹紧,钢板上表面将与刮板紧密接触;同时钢板被完全夹紧,三号辊在外部的控制下开始转动,此时在一号夹板和二号夹板上设置的三号辊挤压钢板两侧壁面,使钢板在水平面上保持稳定;三号辊的表面为金属材质且凹凸不平,随着三号辊的转动实现对钢板两侧壁面的打磨除锈;因为重力的原因钢板下部表面紧贴二号辊,因为二号辊表面为金属材质且凹凸不平整,随着二号辊的转动对钢板下部表面进行摩擦除去表面的铁锈;钢板的重量都压在下部的一号辊和二号辊上,一号辊转动受到较大的摩擦带动钢板逐渐向其转动方向移动;随着钢板在一号辊的带动下进行移动,二号辊将打磨到钢板下部壁面更多位置,三号辊将打磨钢板两侧壁面的更多位置,刮板也将对钢板上部壁面的进行整体打磨;且等到钢板移动到设定位置,所有辊的转动方向都将改变,实现钢板在打磨部位的来回移动,对钢板两侧壁面与上下部壁面进行多次打磨提升打磨效果。
13.优选的,所述一号辊内部为金属材质外部有一层橡胶层,且所述橡胶层外侧表面
均匀设有防滑纹,所述防滑纹与一号辊中轴线相平行。
14.工作时,因为一号辊需要对钢板的移动提供主要的动力,所以要增大其表面的摩擦;一号辊表面采用橡胶材质与钢板之间的相对摩擦系数大,橡胶与钢板间的摩擦系数为0.8,钢板与钢板之间的摩擦系数为0.15;在钢板自身的重量下相对摩擦系数大将提供更大的摩擦力;较大的摩擦力将为钢板在打磨腔内的移动提供稳定的动力,有效的防止钢板与刮板、二号辊和三号辊之间出现打滑;影响钢板各表面的打磨效果;添加沿一号辊中轴线方向的防滑纹可以进一步提升一号辊与钢板之间的摩擦力,进一步强化钢板上下部表面的打磨除锈效果。
15.优选的,所述一号辊与二号辊的转向相反,所述三号辊与钢板接触的部位转动方向与钢板移动方向相同。
16.工作时,当钢板被一号辊和三号辊打磨除锈时,一号辊提供动力控制钢板的移动,三号辊与钢板接触部位转动方向与钢板移动方向同,即三号辊也可以对钢板的移动提供动力,同时又因为一号夹板和二号夹板与钢板紧贴,使钢板移动更加稳定;二号辊打磨钢板下部表面,其转动方向与一号辊的的转动方向相反,即二号辊的转动方向与钢板相反,相对速度增大对钢板下部表面的摩擦效果增强。
17.优选的,所述三号辊在三号槽内均斜向设置。
18.工作时,当钢板在进行打磨移动时,除了一号夹板会提供摩擦力三号辊也会提供摩擦力;因为一号夹板与二号夹板夹紧钢板,即三号辊与钢板两侧壁紧密贴合且三号辊时斜向设置的;当三号辊转动时会因为摩擦力的原因,会对钢板提供一个向下的分力,使一号辊和二号辊受到更大的压力,使一号辊能产生更大的摩擦,进一步防止钢板与一号辊二号辊的打滑,同时二号辊在更大的压力作用下强化了打磨除锈能力,使钢板下表面的打磨效果进一步增强。
19.优选的,所述底座上部设有二号槽和连通管,且所述底座左侧壁面设有进水口,所述进水口贯通二号槽,所述二号槽设置在底座上部左侧位置,所述连通管贯通二号槽;所述的一号辊和二号辊内部中空形成中空腔,所述中空腔与连通管连通,且所述中空腔与连通管接触部位设有密封圈,所述一号辊和二号辊上均匀设置多个孔洞,所述孔洞与中空腔贯通。
20.工作时,当钢板在一号辊的带动下进行移动时,二号辊、三号辊和刮板一直在对钢板进行打磨除锈,会有较多的铁锈下落到一号辊和二号辊上,对于较大的铁锈将在一号辊和二号辊的转动下会下落一号槽,但是小灰尘的铁屑将会粘连在一号辊和二号辊上,造成一号辊与钢板之间摩擦力下降,二号辊摩擦能力下降,降低对钢板下部壁面的打磨效果;而通过进水口进水到二号槽,二号槽通过连接管进入一号辊和二号辊的中空腔,密封圈防止水从连接处泄漏;中空腔内的水通过一号辊和二号辊的设置的孔洞喷出,可以使较小漂浮的铁屑被湿润,下落到一号槽内;同时水流可以对一号辊和二号辊的表面进行清理,防止打磨效果被破坏。
21.优选的,所述底座中部右侧设置有收集槽,所述收集槽内壁设有收集柜,所述收集柜与收集槽滑动连接,且所述收集柜与外界连通。
22.工作时,当钢板被一号辊传动时大量的铁锈会被汇集到一号槽内,被一号槽下部的收集柜收集,收集柜可直接从设备外部抽出清理,防止因为清理不方便,造成一号槽内铁
锈的堆积,影响一号辊二号辊的正常运行造成钢板下部表面打磨除锈的效果不理想;同时收集柜也会收集孔洞喷出的水,并可以及时将水倒出;防止水和底座造成氧化还原反应对底座造成腐蚀;收集柜左侧端部为斜向设置,可将在左侧堆积的铁锈分散到收集柜右侧,进一步防止铁锈堆积影响打磨效果。
23.本发明的有益效果如下:
24.1.本发明所述的一种无铬镀锡板处理装置及其表面处理方法,通过伸缩杆的带动一号夹板逐渐靠近二号夹板,在打磨腔内的钢板逐渐被夹紧,使钢板稳定;对钢板的打磨效果更好;三号辊挤压钢板两侧壁面,使钢板侧壁打磨效果得到强化,且二号辊在钢板竖直的情况下受到压力更大使摩擦力更强,对钢板下表面的打磨除锈能力得到增强。
25.2.本发明所述的一种无铬镀锡板处理装置及其表面处理方法,通过设置一号辊对钢板的移动提供主要的动力,因为一号辊表面采用橡胶材质与钢板之间的相对摩擦系数大,在钢板自身的重量下相对摩擦系数大将提供更大的摩擦力;较大的摩擦力将为钢板在打磨腔内的移动提供稳定的动力,有效的防止钢板与刮板、二号辊和三号辊之间出现打滑;影响钢板各表面的打磨效果;添加沿一号辊中轴线方向的防滑纹可以进一步提升一号辊与钢板之间的摩擦力,进一步强化钢板上下表面的打磨除锈效果。
附图说明
26.下面结合附图对本发明作进一步说明;
27.图1是本发明中处理方法的方法流程图;
28.图2是本发明中处理装置的立体图;
29.图3是图2中去除壳体后的立体图;
30.图4是本发明中处理装置的剖视图;
31.图5是图4中a-a方向的剖面图;
32.图6是本发明中一号辊的零件图;
33.图7是图3中a处的局部放大图;
34.图8是图4中b处的局部放大图;
35.图9时图5中c处的局部放大图;
36.图中:壳体1、底座2、一号槽21、二号槽22、收集槽23、连通管24、进水口25、收集柜26、夹紧单元3、伸缩杆31、一号夹板32、三号槽321、打磨腔322、二号夹板33、刮板34、传动单元4、一号辊41、橡胶层42、防滑纹43、除锈单元5、二号辊51、三号辊52、刮板53、中空腔54、密封圈55、孔洞56。
具体实施方式
37.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
38.如图1至图9所示,本发明所述一种无铬镀锡板表面处理方法,所述表面处理方法包括以下步骤:
39.s1:通过壳体1中间部位的开口将钢板放到一号夹板32和二号夹板33之间,此时设备启动;一号夹板32从离二号夹板33较远的位置,在伸缩杆31的带动下逐渐靠近;随着一号
夹板32逐渐靠近二号夹板33,在打磨腔322内的钢板逐渐被夹紧;且随着钢板逐渐被夹紧钢板也逐渐变得竖直,当一号夹板32与二号夹板33夹紧;钢板上表面将与刮板53紧密接触;同时钢板被完全夹紧;
40.s2:在外部的控制下一号辊41、二号辊51和三号辊52开始转动,此时在一号夹板32和二号夹板33上设置的三号辊52挤压钢板两侧壁面;三号辊52的表面为金属材质且凹凸不平,随着三号辊52的转动实现对钢板两侧壁面的打磨除锈;同时钢板在一号辊41的带动下在打磨腔322内移动,随着钢板的移动实现刮板53对钢板上部表面的摩擦,二号辊51对钢板下部表面的打磨;
41.s3:对打磨清洗过的钢板进行电镀锡,即在钢板的表面添加一层金属锡,使钢板表面光亮并起到防腐蚀和生锈的作用;
42.s4:通过无铬钝化液对镀锡钢板表面进行无铬钝化处理,即将镀锡钢板放入无铬的钝化液中,对镀锡钢板表面的镀锡层进行钝化,将钝化完成的钢板将其风干;钝化过的镀锡层抗腐蚀能力大大增强,且不含铬不会对人体和环境造成损害。
43.一种无铬镀锡板处理装置,所述无铬镀锡板处理装置适用于上述表面处理方法,所述无铬镀锡板处理装置包括壳体1、底座2、夹紧单元3、传动单元4和除锈单元5;所述壳体1固连在底座2上端,所述底座2左侧上部设有一号槽21;所述夹紧单元3包括伸缩杆31、一号夹板32和二号夹板33;所述壳体1的左侧内壁中心部位固连伸缩杆31,所述伸缩杆31端部固连一号夹板32;所述二号夹板33设置在一号夹板32向对应位置,且所述二号夹板33固连在底座2上端,所述一号夹板32和二号夹板33用以夹持固定待加工的钢板,所述一号夹板32和二号夹板33相对应两侧壁面位置均有三号槽321;且所述一号夹板32和二号夹板33之间的区域为打磨腔322;所述传动单元4包括一号电机和一号辊41,所述一号电机固连在底座2上端,所述一号辊41均匀分布在一号槽21内部并与一号槽21侧壁转动连接,且一号辊41的端部贯穿一号槽21顶部侧壁并与一号电机通过皮带传动连接;所述除锈单元5包括二号辊51、三号辊52和刮板53;所述一号槽21内部一号辊41之间的间隙部位均匀转动连接有二号辊51,且所述二号辊51端部贯穿一号槽21顶部侧壁并与二号电机通过皮带传动连接;所述二号电机固连在底座2上端;所述三号槽321内均匀设置多个三号辊52;所述刮板53设置在一号夹板32上端。
44.工作时,操作人员通过壳体1中间部位的开口将钢板放到一号夹板32和二号夹板33之间,此时设备启动;在相连的伸缩杆31的推动作用下,一号夹板32从离二号夹板33较远的位置向二号夹板33逐渐靠近;随着一号夹板32逐渐靠近二号夹板33,在打磨腔322内的钢板逐渐被夹紧;且随着钢板逐渐被夹紧,钢板也逐渐变得竖直,当一号夹板32与二号夹板33夹紧,钢板上表面将与刮板53紧密接触;同时钢板被完全夹紧,三号辊52在外部的控制下开始转动,此时在一号夹板32和二号夹板33上设置的三号辊52挤压钢板两侧壁面,使钢板在水平面上保持稳定;三号辊52的表面为金属材质且凹凸不平,随着三号辊52的转动实现对钢板两侧壁面的打磨除锈;因为重力的原因钢板下部表面紧贴二号辊51,因为二号辊51表面为金属材质且凹凸不平整,随着二号辊51的转动对钢板下部表面进行摩擦除去表面的铁锈;钢板的重量都压在下部的一号辊41和二号辊51上,一号辊41转动受到较大的摩擦带动钢板逐渐向其转动方向移动;随着钢板在一号辊41的带动下进行移动,二号辊51将打磨到钢板下部壁面更多位置,三号辊52将打磨钢板两侧壁面的更多位置,刮板53也将对钢板上
部壁面的进行整体打磨;且等到钢板移动到设定位置,所有辊的转动方向都将改变,实现钢板在打磨部位的来回移动,对钢板两侧壁面与上下部壁面进行多次打磨提升打磨效果;并且在钢板的两侧表面和底部表面受到充分的打磨除锈处理后,操作人员将钢板转动,使得各个端部表面轮流移动至底部并受到充分的打磨处理,使得钢板受到的除锈处理更加充分,避免钢板上残留的锈迹过多影响与电镀液的接触,导致钢板受到的电镀处理受到影响。
45.作为本发明的一种具体实施方式,所述一号辊41内部为金属材质外部有一层橡胶层42,且所述橡胶层42外侧表面均匀设有防滑纹43,所述防滑纹43与一号辊41中轴线相平行。
46.工作时,因为一号辊41需要对钢板的移动提供主要的动力,所以要增大其表面的摩擦;一号辊41表面采用橡胶材质与钢板之间的相对摩擦系数大,橡胶与钢板间的摩擦系数为0.8,钢板与钢板之间的摩擦系数为0.15;在钢板自身的重量下相对摩擦系数大将提供更大的摩擦力;较大的摩擦力将为钢板在打磨腔322内的移动提供稳定的动力,有效的防止钢板与刮板53、二号辊51和三号辊52之间出现打滑;影响钢板各表面的打磨效果;添加沿一号辊41中轴线方向的防滑纹43,可以进一步提升一号辊41与钢板之间的摩擦力,进一步强化钢板上下部表面的打磨除锈效果。
47.作为本发明的一种具体实施方式,所述一号辊41与二号辊52的转向相反,所述三号辊51与钢板接触的部位移动方向与钢板移动方向相同。
48.工作时,当钢板被一号辊41和三号辊52打磨除锈时,一号辊41提供动力控制钢板的移动,三号辊52与钢板接触位置的转动方向与钢板移动方向相同,即三号辊52也可以对钢板的移动提供动力,同时又因为一号夹板32和二号夹板33与钢板紧贴,使钢板移动更加稳定;二号辊51打磨钢板下部表面,其转动方向与一号辊41的的转动方向相反,即二号辊51的转动方向与钢板相反,相对速度增大,使得对钢板下部表面的摩擦效果增强。
49.作为本发明的一种具体实施方式,所述三号辊52在三号槽321内均斜向设置。
50.工作时,当钢板在进行打磨移动时,除了一号夹板32会提供摩擦力三号辊52也会提供摩擦力;因为一号夹板32与二号夹板33夹紧钢板,即三号辊52与钢板两侧壁紧密贴合且三号辊52时斜向设置的;当三号辊52转动时会因为摩擦力的原因,会对钢板提供一个向下的分力,使一号辊41和二号辊51受到更大的压力,使一号辊41能产生更大的摩擦,进一步防止钢板与一号辊41二号辊51的打滑,同时二号辊51在更大的压力作用下强化了打磨除锈能力,使钢板下表面的打磨效果进一步增强。
51.作为本发明的一种具体实施方式,所述底座2上部设有二号槽22和连通管24,且所述底座2左侧壁面设有进水口25,所述进水口25贯通二号槽22,所述二号槽22设置在底座2上部左侧位置,所述连通管24贯通二号槽22;所述的一号辊41和二号辊51内部中空形成中空腔54,所述中空腔54与连通管24连通,且所述中空腔54与连通管24接触部位设有密封圈55,所述一号辊41和二号辊51上均匀设置多个孔洞56,所述孔洞56与中空腔54连通。
52.工作时,当钢板在一号辊41的带动下进行移动时,二号辊51、三号辊52和刮板53一直在对钢板进行打磨除锈,会有较多的铁锈下落到一号辊41和二号辊51上,对于较大的铁锈将在一号辊41和二号辊51的转动下会下落一号槽21,但是小灰尘的铁屑将会粘连在一号辊41和二号辊51上,造成一号辊41与钢板之间摩擦力下降,二号辊51摩擦能力下降,降低对钢板下部壁面的打磨效果;而通过进水口25进水到二号槽22,二号槽22通过连通管24进入
一号辊41和二号辊51的中空腔54,密封圈55防止水从连接处泄漏;中空腔54内的水通过一号辊41和二号辊51的设置的孔洞56喷出,可以使较小漂浮的铁屑被湿润,下落到一号槽21内;同时水流可以对一号辊41和二号辊51的表面进行清理,防止打磨效果被破坏。
53.作为本发明的一种具体实施方式,所述底座2中部右侧设置有收集槽23,所述收集槽23内壁设有收集柜26,所述收集柜26与收集槽23滑动连接,且所述收集柜26与外界连通。
54.工作时,当钢板被一号辊41转动时,大量的铁锈会被汇集到一号槽21内被收集柜26收集,收集柜26可直接从设备外部抽出清理,防止因为清理不方便,造成一号槽21内铁锈的堆积,影响一号辊41、二号辊51的正常运行,造成钢板下部表面打磨除锈的效果不理想;同时收集柜26也会收集孔洞56喷出的水,并可以及时将水倒出;防止水和底座2造成氧化还原反应对底座2造成腐蚀;收集柜26左侧端部为斜向设置,可将在左侧堆积的铁锈分散到收集柜26右侧,进一步防止铁锈堆积影响打磨效果。
55.具体工作流程如下:
56.操作人员通过壳体1中间部位的开口将钢板放到一号夹板32和二号夹板33之间,此时设备启动;一号夹板32从离二号夹板33较远的位置,在伸缩杆31的带动下逐渐靠近;随着一号夹板32逐渐靠近二号夹板33,在打磨腔322内的钢板逐渐被夹紧;且随着钢板逐渐被夹紧钢板也逐渐变得竖直,当一号夹板32与二号夹板33夹紧,钢板上表面将与刮板53紧密接触;同时钢板被完全夹紧;在重力的原因下钢板下部表面紧贴二号辊51;钢板的重量都压在下部的一号辊41和二号辊51上,一号辊41受到较大的重力和摩擦力;一号辊41表面采用橡胶材质与钢板之间的相对摩擦系数大,添加沿一号辊41中轴线方向的防滑纹43可以进一步提升一号辊41与钢板之间的摩擦力;当钢板在进行打磨移动时,除了一号夹板32转动方向与钢板移动相同而三号辊52与钢板接触部位的移动方向也与钢板移动方向相同;一号夹板32与二号夹板33夹紧钢板,三号辊52与钢板两侧壁紧密贴合,且三号辊52时斜向设置的;水可以通过进水口25到二号槽22,二号槽22通过连接管进入一号辊41和二号辊51的中空腔54,中空腔54内的水通过一号辊41和二号辊51的设置的孔洞56喷出;对一号辊41和二号辊51的表面进行清理;清理下的铁锈被收集柜26收集并处理,当完成打磨后可将钢板从打磨腔322取出转向之后再次打磨,以实现对钢板全部表面的打磨清理。
57.上述前、后、左、右、上、下均以说明书附图中的图2为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
58.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
59.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。