1.本发明涉及一种干燥装置,尤其涉及一种铜线镀锡时表面干燥装置。
背景技术:
2.在现在的电线和电缆生产中,需要使用到大量的铜线,为了能够延长电线和电缆的使用寿命,现在都会在铜线上进行镀锡,从而使其与裸铜线相比,其耐蚀性和抗氧化性能更强。
3.现在将铜线进行镀锡时,需要将铜线放入锡液内,完成镀锡后的铜线表面容易残留有锡液,导致人们在进行存放前,需要先将其进行风干,由于正常风干需要等待比较长的时间,容易影响整个镀锡流程的工作效率,因此,针对上述情况,需要设计一种能够减少风干等待时间的铜线镀锡时表面干燥装置。
技术实现要素:
4.为了克服完成镀锡后的铜线需要等待比较长的时间才能将残留的锡液风干的缺点,技术问题为:提供一种能够减少风干等待时间的铜线镀锡时表面干燥装置。
5.本发明的技术方案是:一种铜线镀锡时表面干燥装置,包括有工作盒、盖子、连接架、第一弹簧、加热板、镀锡组件、辅助固定组件、下压组件和调节组件,工作盒顶部后侧转动式安装有盖子,工作盒内部左侧上部滑动式安装有连接架,连接架底部与工作盒之间安装有多个第一弹簧,第一弹簧的数量至少为二,连接架内部左侧安装有用于对镀锡后铜线加热的加热板,工作盒内部上侧安装有用于对铜线镀锡的镀锡组件,镀锡组件上安装有用于对铜线进行卡住的辅助固定组件,盖子内顶部安装有用于对铜线进行挤压的下压组件,连接架上安装有用于进行限位的调节组件。
6.进一步的,镀锡组件包括有u形装液板、第二弹簧、第一导轨和辅助下料板,工作盒内底部左侧的前后两侧均安装有第一导轨,第一导轨上侧之间滑动式安装有u形装液板,u形装液板底部与工作盒之间安装有多个第二弹簧,第二弹簧的数量至少为二,u形装液板内的左右两侧均安装有辅助下料板。
7.进一步的,辅助固定组件包括有第一压力传感器、电磁铁、磁块、辅助滚轮、第三弹簧和第一连杆,右侧的辅助下料板下部安装有第一压力传感器,辅助下料板中部均间隔安装有多个电磁铁,电磁铁的数量至少为二,电磁铁前后两侧均安装有第三弹簧,第三弹簧的另一端均安装有磁块,磁块外侧均转动式安装有辅助滚轮,辅助下料板上从前往后间隔设有多个第一连杆。
8.进一步的,下压组件包括有第二压力传感器、电动推杆、压杆和n形杆,工作盒前侧上部中侧安装有第二压力传感器,盖子内顶部右侧安装有电动推杆,电动推杆的伸缩杆上安装有压杆,压杆与u形装液板接触,压杆前后两侧均安装有n形杆,n形杆与连接架接触。
9.进一步的,调节组件包括有辅助辊、第二连杆、滑块、第四弹簧、第三连杆和n形限位杆,连接架顶部右侧间隔转动式安装有多个辅助辊,辅助辊的数量至少为二,辅助辊底部
均安装有第二连杆,第二连杆底部均转动式安装有滑块,滑块与连接架之间均安装有第四弹簧,滑块右侧均安装有第三连杆,工作盒内底部左侧间隔安装有多个n形限位杆,n形限位杆的数量至少为二,n形限位杆位于第一导轨的左侧。
10.进一步的,还包括有收线组件,收线组件包括有距离传感器、驱动电机、传动轮和皮带,工作盒内底部左侧中部安装有距离传感器,连接架内部后侧下部安装有用于提供动力的驱动电机,驱动电机的输出轴上与其中四个不相邻的第二连杆下侧均安装有传动轮,传动轮之间绕有皮带。
11.进一步的,还包括有限位组件,限位组件包括有t形限位杆、卡杆、第二导轨和第五弹簧,工作盒内底部左侧安装有t形限位杆,t形限位杆位于n形限位杆的左侧,连接架内部右侧的前后两侧均安装有多个第二导轨,第二导轨的数量至少为二,第二导轨内侧均滑动式安装有卡杆,卡杆卡住皮带,卡杆外侧与连接架之间均安装有第五弹簧。
12.进一步的,还包括有加料组件,加料组件包括有储料框、电磁阀和液位传感器,工作盒后侧安装有用于放置锡液的储料框,储料框与工作盒连通,工作盒内部后侧上部安装有电磁阀,u形装液板后部左侧安装有液位传感器。
13.进一步的,还包括有控制箱,工作盒右侧下部安装有控制箱,控制箱内包括有开关电源、控制模块和电源模块,开关电源为整个铜线镀锡时表面干燥装置供电,电源模块上通过线路连接有电源总开关,控制模块和电源模块通过电性连接,控制模块上连接有ds1302时钟电路和24c02电路,第一压力传感器、第二压力传感器、距离传感器和液位传感器均与控制模块通过电性连接,加热板、电磁铁、电动推杆、驱动电机和电磁阀均与控制模块通过外围电路连接。
14.有益效果是:1、本发明通过按动第二压力传感器,使加热板开始工作,从而使加热板能够对完成镀锡后的铜线进行加热,进而将镀锡后铜线上残留的锡液快速烘干,减少人们的等待时间。
15.2、本发明在辅助滚轮的作用下,在电磁铁通电后,能够使辅助滚轮卡住铜线,从而防止铜线发生弯折。
16.3、本发明在驱动电机开始工作后,能够带动辅助辊转动,从而自动带动铜线向左移动,进而提高人们的工作效率。
17.4、本发明将锡液倒入储料框内,在液位传感器和电磁阀的作用下,能够自动对u形装液板上的锡液进行补给。
附图说明
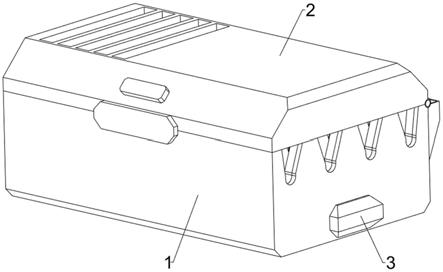
18.图1为本发明的第一种立体结构示意图。
19.图2为本发明的第二种立体结构示意图。
20.图3为本发明的剖视立体结构示意图。
21.图4为本发明镀锡组件的立体结构示意图。
22.图5为本发明辅助固定组件的立体结构示意图。
23.图6为本发明a处放大立体结构示意图。
24.图7为本发明下压组件的立体结构示意图。
25.图8为本发明调节组件的第一种立体结构示意图。
26.图9为本发明调节组件的第二种立体结构示意图。
27.图10为本发明b处放大立体结构示意图。
28.图11为本发明收线组件的立体结构示意图。
29.图12为本发明c处放大立体结构示意图。
30.图13为本发明限位组件的立体结构示意图。
31.图14为本发明d处放大立体结构示意图。
32.图15为本发明加料组件的立体结构示意图。
33.图16为本发明的电路框图。
34.图17为本发明的电路原理图。
35.附图标记中:1_工作盒,2_盖子,3_控制箱,4_连接架,5_第一弹簧,6_加热板,7_镀锡组件,71_u形装液板,72_第二弹簧,73_第一导轨,74_辅助下料板,8_辅助固定组件,81_第一压力传感器,82_电磁铁,83_磁块,84_辅助滚轮,85_第三弹簧,86_第一连杆,9_下压组件,91_第二压力传感器,92_电动推杆,93_压杆,94_n形杆,10_调节组件,101_辅助辊,102_第二连杆,103_滑块,104_第四弹簧,105_第三连杆,106_n形限位杆,11_收线组件,1101_距离传感器,1102_驱动电机,1103_传动轮,1104_皮带,12_限位组件,1201_t形限位杆,1202_卡杆,1203_第二导轨,1204_第五弹簧,13_加料组件,1301_储料框,1302_电磁阀,1303_液位传感器。
具体实施方式
36.以下结合附图和具体实施例对本发明作具体的介绍。
37.实施例1
38.一种铜线镀锡时表面干燥装置,如图1-图10所示,包括有工作盒1、盖子2、连接架4、第一弹簧5、加热板6、镀锡组件7、辅助固定组件8、下压组件9和调节组件10,工作盒1顶部后侧转动式设有盖子2,工作盒1内部左侧上部滑动式设有连接架4,连接架4底部与工作盒1之间设有两个第一弹簧5,连接架4内部左侧设有加热板6,加热板6开始工作后,能够对镀锡后的铜线进行加热,工作盒1内部上侧设有镀锡组件7,将铜线放置在镀锡组件7上,镀锡组件7能够对铜线进行镀锡,镀锡组件7上设有辅助固定组件8,将铜线放置在镀锡组件7上,辅助固定组件8能够将铜线进行卡住,盖子2内顶部设有下压组件9,下压组件9能够对铜线进行挤压,使铜线发生移动,连接架4上设有调节组件10,调节组件10能够对放置在镀锡组件7上的铜线进行限位。
39.镀锡组件7包括有u形装液板71、第二弹簧72、第一导轨73和辅助下料板74,工作盒1内底部左侧的前后两侧均设有第一导轨73,第一导轨73上侧之间滑动式设有u形装液板71,u形装液板71底部与工作盒1之间设有两个第二弹簧72,u形装液板71内的左右两侧均设有辅助下料板74。
40.辅助固定组件8包括有第一压力传感器81、电磁铁82、磁块83、辅助滚轮84、第三弹簧85和第一连杆86,右侧的辅助下料板74下部设有第一压力传感器81,辅助下料板74中部均前后对称设有两个电磁铁82,电磁铁82前后两侧均设有第三弹簧85,第三弹簧85的另一端均设有磁块83,磁块83外侧均转动式设有辅助滚轮84,辅助下料板74上从前往后间隔设有四个第一连杆86。
41.下压组件9包括有第二压力传感器91、电动推杆92、压杆93和n形杆94,工作盒1前侧上部中侧设有第二压力传感器91,盖子2内顶部右侧设有电动推杆92,电动推杆92的伸缩杆上设有压杆93,压杆93与u形装液板71接触,压杆93前后两侧均设有n形杆94,n形杆94与连接架4接触。
42.调节组件10包括有辅助辊101、第二连杆102、滑块103、第四弹簧104、第三连杆105和n形限位杆106,连接架4顶部右侧间隔转动式设有多个辅助辊101,辅助辊101底部均设有第二连杆102,第二连杆102底部均转动式设有滑块103,滑块103与连接架4之间均设有第四弹簧104,滑块103右侧均设有第三连杆105,工作盒1内底部左侧间隔设有四个n形限位杆106,n形限位杆106位于第一导轨73的左侧。
43.当人们需要使用本装置时,首先按下电源总开关,使得本装置通电,第一压力传感器81和第二压力传感器91开始工作,然后将盖子2转动打开,再将锡液倒入u形装液板71上,然后拉动铜线的一端放置在辅助下料板74和辅助辊101上,使铜线位于压杆93的下侧,再将盖子2反转关闭,然后按动一次第二压力传感器91,当第二压力传感器91感应到压力大于预设值时,第二压力传感器91发出信号,控制模块接收到信号后控制电动推杆92开始工作,使电动推杆92的伸缩杆伸长,从而带动压杆93和n形杆94向下移动,压杆93挤压铜线和u形装液板71向下移动,第二弹簧72压缩,同时n形杆94挤压连接架4向下移动,第一弹簧5压缩,连接架4带动辅助辊101、第二连杆102、滑块103和第三连杆105向下移动,当第三连杆105与n形限位杆106接触时,n形限位杆106挤压第三连杆105向外侧移动,第四弹簧104压缩,从而带动滑块103、第二连杆102和辅助辊101向外侧移动,使铜线掉落在辅助辊101之间,从而对铜线进行限位,当铜线与第一压力传感器81接触时,铜线会对第一压力传感器81进行挤压,当第一压力传感器81感应到压力大于预设值时,第一压力传感器81发出信号,控制模块接收到信号后控制加热板6开始工作,同时控制模块控制电磁铁82通电,从而使磁块83和辅助滚轮84向外侧移动,第三弹簧85拉伸,使辅助滚轮84卡住铜线,当辅助滚轮84与第一连杆86接触时,第一连杆86卡住辅助滚轮84,同时控制模块控制电动推杆92停止工作,然后通过人工拉动铜线的一端向左移动,此时锡液会对铜线进行镀锡,当完成镀锡后的铜线移动至连接架4上时,加热板6会对完成镀锡后的铜线进行加热,当铜线全部完成镀锡后,此时铜线会与第一压力传感器81分离,当第一压力传感器81不再感应到压力时,第一压力传感器81发出信号,控制模块接收到信号后控制加热板6延时1分钟后停止工作,同时控制模块控制电磁铁82断电,此时第三弹簧85恢复原状,第三弹簧85带动磁块83和辅助滚轮84向内侧移动复位,当辅助滚轮84与第一连杆86分离时,第一连杆86松开辅助滚轮84,同时控制模块控制电动推杆92工作5秒,使电动推杆92的伸缩杆缩短,从而带动压杆93和n形杆94向上移动复位,此时第二弹簧72和第一弹簧5恢复原状,第二弹簧72带动u形装液板71向上移动复位,第一弹簧5带动连接架4向上移动复位,连接架4带动辅助辊101、第二连杆102、滑块103和第三连杆105向上移动,当第三连杆105与n形限位杆106分离时,第四弹簧104恢复原状,第四弹簧104带动第三连杆105向内侧移动,从而带动滑块103、第二连杆102和辅助辊101向内侧移动复位,5秒后,控制模块控制电动推杆92停止工作,1分钟后,控制模块控制加热板6停止工作,当人们不再需要使用本装置时,再次按下电源总开关,使得本装置断电,第一压力传感器81和第二压力传感器91停止工作。
44.实施例2
45.在实施例1的基础之上,如图2、图3、图11、图12、图13、图14和图15所示,还包括有收线组件11,收线组件11包括有距离传感器1101、驱动电机1102、传动轮1103和皮带1104,工作盒1内底部左侧中部设有距离传感器1101,连接架4内部后侧下部设有驱动电机1102,驱动电机1102开始工作后,能够带动辅助辊101转动,驱动电机1102的输出轴上与其中四个不相邻的第二连杆102下侧均设有传动轮1103,传动轮1103之间绕有皮带1104。
46.还包括有限位组件12,限位组件12包括有t形限位杆1201、卡杆1202、第二导轨1203和第五弹簧1204,工作盒1内底部左侧设有t形限位杆1201,t形限位杆1201位于n形限位杆106的左侧,连接架4内部右侧的前后两侧均设有两个第二导轨1203,第二导轨1203内侧均滑动式设有卡杆1202,卡杆1202卡住皮带1104,卡杆1202外侧与连接架4之间均设有第五弹簧1204。
47.当本装置通电时,距离传感器1101开始工作,当连接架4向下移动时,连接架4带动传动轮1103、皮带1104、第二导轨1203和卡杆1202向下移动,当卡杆1202与t形限位杆1201接触时,t形限位杆1201挤压卡杆1202向外侧移动,第五弹簧1204压缩,使卡杆1202松开皮带1104,当距离传感器1101感应到与连接架4之间的距离小于预设值时,距离传感器1101发出信号,控制模块接收到信号后控制驱动电机1102开始工作,驱动电机1102的输出轴通过传动轮1103和皮带1104带动第二连杆102转动,从而带动辅助辊101转动,进而使辅助辊101带动铜线向左移动,当控制模块控制加热板6停止工作时,同时控制模块控制驱动电机1102停止工作,当连接架4向上移动时,连接架4带动传动轮1103、皮带1104、第二导轨1203和卡杆1202向上移动,当卡杆1202与t形限位杆1201分离时,第五弹簧1204恢复原状,第五弹簧1204带动卡杆1202向内侧移动复位,使卡杆1202重新卡住皮带1104,当本装置断电时,距离传感器1101停止工作。
48.还包括有加料组件13,加料组件13包括有储料框1301、电磁阀1302和液位传感器1303,工作盒1后侧设有储料框1301,人们可以将锡液倒入储料框1301内,储料框1301与工作盒1连通,工作盒1内部后侧上部设有电磁阀1302,u形装液板71后部左侧设有液位传感器1303。
49.当人们需要使用本装置时,可以将锡液倒入储料框1301内,当本装置通电时,液位传感器1303开始工作,当液位传感器1303感应不到锡液时,液位传感器1303发出信号,控制模块接收到信号后控制电磁阀1302打开5秒,使储料框1301内的锡液进入u形装液板71上,5秒后,控制模块控制电磁阀1302关闭,当本装置断电时,液位传感器1303停止工作。
50.如图1、图16和图17所示,还包括有控制箱3,工作盒1右侧下部设有控制箱3,控制箱3内包括有开关电源、控制模块和电源模块,开关电源为整个铜线镀锡时表面干燥装置供电,电源模块上通过线路连接有电源总开关,控制模块和电源模块通过电性连接,控制模块上连接有ds1302时钟电路和24c02电路,第一压力传感器81、第二压力传感器91、距离传感器1101和液位传感器1303均与控制模块通过电性连接,加热板6、电磁铁82、电动推杆92、驱动电机1102和电磁阀1302均与控制模块通过外围电路连接。
51.以上对本技术进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。