1.本发明涉及金属加工设备技术领域,特别涉及一种双向矫直剥壳机。
背景技术:
2.钢铁盘条在热轧时会形成氧化皮,拉丝前必须将氧化皮去除。目前,市场上常用的有以下几种去除氧化皮方法,包括:
3.1、酸洗去氧化皮法:利用酸洗与氧化皮化学反应的方法;其主要存在缺点在于:成本高、不环保,且易发生氢脆,影响产品质量;
4.2、机械剥壳+钢刷机:利用拐轮将氧化皮疏松,再利用钢刷刷掉表面氧化皮;主要存在缺点在于:
①
刷不干净、不均匀;
②
钢刷容易伤到盘条表面;
③
钢刷损耗快,压力不好控制;
④
噪音大、粉尘多、不好维护;
⑤
耗电、耗钢刷;
5.3、机械剥壳+砂带机:利用拐轮将氧化皮疏松,再用砂带机打磨盘条表面;主要存在缺点:
①
横向砂带打磨刮痕影响盘条性能;
②
材料易刮伤;
③
去除不干净、不均匀;
④
粉尘太多,环境差;
⑤
耗电、耗砂带;
6.4、机械剥壳+抛丸机:利用拐轮将氧化皮疏松,再用钢丸撞击盘条表面,致使氧化皮脱落。主要存在缺点:
①
钢丸撞击盘条表面造成表面硬化,影响产品性能,造成麻坑,影响表面质量;
②
不干净、不均匀;
③
粉尘大、环境差;
④
耗电、耗钢丸;
7.综上,现有的利用酸与氧化皮化学反应的方法,其存在成本高、不环保,且易发生材料氢脆,严重影响产品质量的问题,随着环保问题越来越受到重视,该方法已经逐步淘汰。而现有的机械剥壳+钢刷机;机械剥壳+砂带机;机械剥壳+抛光机等机械去除氧化皮方法,他们都存在粉尘大,去除不均匀、不干净、生产环境差、耗电、耗材多等缺点。如专利cn206382353u,公开日2017.08.08,公开的一种去除盘条表面氧化皮的旋转机械装置,便是采用的机械剥壳。然而,目前现有的机械剥壳方式大多存在粉尘大、去除不均匀、生产环境差等缺点。
技术实现要素:
8.为解决背景技术中提到的目前现有的机械剥壳方式大多存在粉尘大、去除不均匀、生产环境差等缺点;本发明提供一种双向矫直剥壳机,其包括封闭机箱、设于封闭机箱内的剥壳机构和设于封闭机箱底部的集尘机构;
9.所述封闭机箱上设有盘条进出口,封闭机箱内架设有安装基座;所述剥壳机构包括至少两拐轮组机构,所述拐轮组机构安设于安装基座上,相邻拐轮组机构呈垂直交替排布;每一拐轮组机构沿盘条运动方向由前至后依次包括第一固定拐轮、由两个方位可调整的旋转拐轮所构成的旋转拐轮组、第二固定拐轮。
10.在一实施例中,所述旋转拐轮组包括旋转基座、第一旋转拐轮、第二旋转拐轮和涡轮涡杆减速机;所述旋转基座包括旋转轴以及与旋转轴连接的安装台,所述第一旋转拐轮和第二旋转拐轮固定安设于安装台上,所述旋转基座的旋转轴与安装基座转动连接,所述
旋转轴上连接有涡轮涡杆减速机。
11.在一实施例中,每一拐轮组机构均与水平面呈45度角设置。
12.在一实施例中,所述集尘机构包括设置于封闭机箱内部的漏斗和带有集尘箱的集尘小车;所述漏斗设置于所述拐轮组机构下方,所述集尘小车位于所述漏斗下方,以使拐轮组机构处产生的粉尘废屑通过漏斗收集至集尘小车中。
13.在一实施例中,所述剥壳机构还包括井字导向器;所述井字导向器设置于所述封闭机箱的盘条进口处,以使盘条通过井字导向器进入封闭机箱内。
14.在一实施例中,所述剥壳机构还包括旋转拉丝模盒以及为旋转拉丝模盒提供旋转动力的第一驱动机构;所述旋转拉丝模盒设置于所述封闭机箱的盘条出口处,以使盘条通过旋转拉丝模盒轻拉后传输出封闭机箱。
15.在一实施例中,所述剥壳机构包括两个拐轮组机构,设置有第一拐轮组机构和第二拐轮组机构。
16.在一实施例中,所述剥壳机构还包括用于调整盘条直线度的矫直器;所述矫直器位于盘条进口与拐轮组机构之间。
17.在一实施例中,所述第一驱动机构为减速电机。
18.在一实施例中,所述封闭机箱顶板上设有翻盖;所述封闭机箱前板上设有开合门,以使集尘小车可通过开合门进出所述封闭机箱。
19.与现有技术相比,本发明提供的双向矫直剥壳机具有以下优势:无粉尘外溢,生产环境好;氧化皮去除干净、均匀;对盘条钢材表面无损伤;无排放、无废弃物,环保;无耗材,生产成本低;设备集成化,占地空间小。
20.本发明的其它特征和有益效果将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他有益效果可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
附图说明
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图;在下面描述中附图所述的位置关系,若无特别指明,皆是图示中组件绘示的方向为基准。
22.图1为本发明提供的一实施例的正视方向的外部结构示意图;
23.图2为本发明提供的一实施例的侧视方向的外部结构示意图;
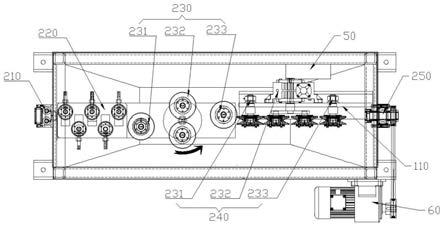
24.图3为本发明提供的一实施例的俯视方向的内部结构示意图;
25.图4为本发明提供的一实施例的正视方向的内部结构示意图;
26.图5为本发明提供的一实施例的侧视方向的内部结构示意图一(只显示第一拐轮组机构结构的旋转拐轮组);
27.图6为本发明提供的一实施例的侧视方向的内部结构示意图二(只显示第二拐轮组机构结构的的旋转拐轮组);
28.图7为本发明提供的一实施例中的旋转拐轮组的结构示意图;
29.图8为本发明提供的一实施例中的旋转拐轮组的旋转基座和旋转拐轮的组合结构示意图;
30.图9为本发明提供的一实施例中的矫直器的结构示意图;
31.图10为本发明提供的一实施例中的矫直器的上矫直轮和下矫直轮的侧面结构示意图。
32.附图标记:
33.10封闭机箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20剥壳机构
ꢀꢀꢀꢀꢀꢀꢀꢀ
30集尘机构
34.40盘条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60第一驱动机构
ꢀꢀꢀꢀ
222下矫直轮
35.110安装基座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120翻盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
130开合门
36.210井字导向器
ꢀꢀꢀꢀꢀꢀꢀ
220矫直器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
230第一拐轮组机构
37.240第二拐轮组机构
ꢀꢀꢀ
250旋转拉丝模盒
ꢀꢀꢀ
221上矫直轮
38.231第一固定拐轮
ꢀꢀꢀꢀꢀ
232旋转拐轮组
ꢀꢀꢀꢀꢀ
233第二固定拐轮
39.2321旋转拐轮
ꢀꢀꢀꢀꢀꢀꢀꢀ
2322动力传达机构
ꢀꢀ
2321a第一旋转拐轮
40.2321b第二旋转拐轮
ꢀꢀꢀ
2323旋转基座
ꢀꢀꢀꢀꢀꢀ
2323a旋转轴
41.2323b安装台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
310漏斗
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
320集尘小车
具体实施方式
42.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例;下面所描述的本发明不同实施方式中所设计的技术特征只要彼此之间未构成冲突就可以相互结合;基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.在本发明的描述中,需要说明的是,本发明所使用的所有术语(包括技术术语和科学术语)具有与本发明所属领域的普通技术人员通常所理解的含义相同的含义,不能理解为对本发明的限制;应进一步理解,本发明所使用的术语应被理解为具有与这些术语在本说明书的上下文和相关领域中的含义一致的含义,并且不应以理想化或过于正式的意义来理解,除本发明中明确如此定义之外。
44.本发明提供一种双向矫直剥壳机,其包括封闭机箱10、设于封闭机箱10内的剥壳机构20和设于封闭机箱10底部的集尘机构30;所述封闭机箱10上设有盘条40进出口,封闭机箱10内架设有安装基座110;所述剥壳机构20包括至少两拐轮组机构,所述拐轮组机构安设于安装基座110上,相邻拐轮组机构呈垂直交替排布;每一拐轮组机构沿盘条40运动方向由前至后依次包括第一固定拐轮231、由两个方位可调整的旋转拐轮2321所构成的旋转拐轮组232、第二固定拐轮233。
45.具体实施时,如图1-10所示,所述封闭机箱10的两端,即左右侧板分别设有盘条40进出口,所述集尘机构30设置于封闭机箱10底部,封闭机箱10内架设有安装基座110,所述拐轮组机构安设于安装基座110上,且相邻拐轮组机构呈垂直交替排布;每一拐轮组机构沿盘条40运动方向由前至后依次包括第一固定拐轮231、由两个方位可调整的旋转拐轮2321所构成的旋转拐轮组232、第二固定拐轮233;其中,第一固定拐轮231和第二固定拐轮233分
别通过连接轴固定安设于安装基座110上,所述旋转拐轮组232通过旋转轴2323a转动连接于安装基座110上,旋转轴2323a可自由旋转,以使旋转拐轮组232上的旋转拐轮2321的方位和角度可调节。
46.具体地,本发明提供的双向矫直剥壳机的工作原理为:以拉丝机(图中未显示)提供盘条40前进的牵引动力,盘条40从封闭机箱10上盘条40进口进入,经过至少两个拐轮组机构,即依次先经过第一拐轮组机构230的第一固定拐轮231、旋转拐轮组232和第二固定拐轮233,而后经与第一拐轮组机构230相互垂直排布的第二拐轮组机构240的第一固定拐轮231、旋转拐轮组232和第二固定拐轮233;盘条40经过双向拐轮变形,其表面氧化皮在此过程中脆裂松落,松落的氧化皮粉尘废屑掉入至底部的集尘机构30中收集,而后剥壳后的盘条40在拉丝机牵引下从封闭机箱10上盘条40出口输出;其中,所述旋转拐轮组232由两个方位可转动调节的旋转拐轮2321所构成,可通过调整旋转拐轮组232的旋转拐轮2321的角度和方位,达到最佳剥壳效果。
47.使用本发明提供的双向矫直剥壳机进行剥壳工序,热轧盘条40经过双向拐轮变形,其表面氧化皮脆性大,在此过程中脆裂松落,且松落的氧化皮粉尘废屑通过封闭机箱10内的集尘机构30收集;整机采用封密设计,无粉尘外溢,符合环保要求;此外,生产中无需其他辅助耗材,大大降低了客户使用生产成本。综上,其具有以下有益效果:无粉尘外溢,生产环境好;氧化皮去除干净、均匀;对盘条40钢材表面无损伤;无排放、无废弃物,环保;无耗材,生产成本低;设备集成化,占地空间小。
48.优选地,所述旋转拐轮组232包括旋转基座2323、第一旋转拐轮2321a、第二旋转拐轮2321b和涡轮涡杆减速机2322;所述旋转基座2323包括旋转轴2323a以及与旋转轴2323a连接的安装台2323b,所述第一旋转拐轮2321a和第二旋转拐轮2321b固定安设于安装台2323b上,所述旋转基座2323的旋转轴2323a与安装基座110转动连接,所述旋转轴2323a上连接有涡轮涡杆减速机2322。
49.如图1-10实施例所示,使用时,所述旋转基座2323的旋转轴2323a与安装基座110转动连接,通过旋转轴2323a上连接的涡轮涡杆减速机2322调整旋转轴2323a的旋转角度,从而调整设置于旋转基座2323的安装台2323b上的第一旋转拐轮2321a和第二旋转拐轮2321b的角度和方位,以达到最佳剥壳效果。
50.需要说明的是,涡轮涡杆减速机2322是一种现有装置,通过涡轮涡杆减速机2322调整与之连接的旋转轴2323a转动的工作原理为现有技术,此处不再累述。
51.优选地,每一拐轮组机构均与水平面呈45度角设置。
52.如图5-6所示,每一拐轮组机构均与水平面呈45度角设置,具体来说,拐轮组机构中的第一固定拐轮231、第二固定拐轮233、旋转拐轮组232中的第一旋转拐轮2321a和第二旋转拐轮2321b均与水平面呈45度角设置,如此设置更方便收集脱落的氧化皮粉尘碎屑。
53.优选地,所述集尘机构30包括设置于封闭机箱10内部的漏斗310和带有集尘箱的集尘小车320;所述漏斗310设置于所述拐轮组机构下方,所述集尘小车320位于所述漏斗310下方,以使拐轮组机构处产生的粉尘废屑通过漏斗310收集至集尘小车320中。
54.具体使用时,剥壳机构20上产生的氧化皮粉尘碎屑掉落,而后通过漏斗310掉落至集尘小车320中收集,通过漏斗310和集尘小车320设置,更好地收集氧化皮粉尘碎屑,也便于使用人员清除氧化皮粉尘碎屑垃圾。
55.优选地,所述剥壳机构20还包括井字导向器210;所述井字导向器210设置于所述封闭机箱10的盘条40进口处,以使盘条40通过井字导向器210进入封闭机箱10内。
56.需要说明的是,所述井字导向器210为现有适用于线材加工的用于导正入料线材的导向器,除实施例所示的井字导向器210外,本领域技术人员还可以选择其他类型或型号的现有导向器,包括但不限于实施例所述方案。
57.优选地,所述剥壳机构20还包括旋转拉丝模盒250以及为旋转拉丝模盒250提供旋转动力的第一驱动机构60;所述旋转拉丝模盒250设置于所述封闭机箱10的盘条40出口处,以使盘条40通过旋转拉丝模盒250轻拉后传输出封闭机箱10。进一步地,所述第一驱动机构60为减速电机。
58.使用时,所述盘条40出线前经过旋转拉丝模盒250轻拉,所述旋转拉丝模盒250的旋转动力由第一驱动机构60提供;盘条40出线前经过旋转拉丝模盒250轻拉达到彻底剥壳和盘条40规圆作用,为后续在线披覆做准备。
59.其中,所述第一驱动机构60为现有的驱动机构,本实施例中采用减速电机为旋转拉丝模盒250提供旋转动力;所述旋转拉丝模盒250为现有的旋转拉丝模盒250,比如市售的电机带动旋转拉丝模盒250,其由模盒、与膜盒连接的旋转主轴、与旋转主轴连接以驱动旋转主轴连接的电机组成,通过电机驱动旋转主轴转动从而带动模盒转动;其中,通过现有的驱动机构为旋转拉丝模盒250提供旋转动力的工作原理为现有技术,此处不再累述;根据上述设计构思,本领域技术人员可以选择合适类型或型号的旋转拉丝模盒250。
60.优选地,如图1-10实施例所示,提供的实施例中所述剥壳机构20包括两个拐轮组机构,设置有第一拐轮组机构230和第二拐轮组机构240。相邻的第一拐轮组机构230和第二拐轮组机构240呈垂直交替排布,且均与水平面呈45度角设置。
61.优选地,所述剥壳机构20还包括用于调整盘条40直线度的矫直器220;所述矫直器220位于盘条40进口与拐轮组机构之间。
62.矫直器220用于调整进入拐轮组机构前的盘条40的直线度,如图9所示,本实施例中所述矫直器220包括相互平行的上下两组矫直轮组,所述矫直轮的侧面均设有凹槽,所述矫直轮相互错开交叉排列;使用时,所述线材由相互错开的两组矫直轮组侧面留有的凹槽孔隙中穿过,其中,上矫直轮221上方和下矫直轮222下方设有直线运动机构(例如液压缸或气压缸等),通过直线运动机构下压上矫直轮221和上顶下矫直轮222,以矫直线材竖直方向的弯曲变形,水平方向的矫直由上矫直轮221与下矫直轮222侧面凹槽限制,由于下矫直轮222的凹槽在一条直线上,上矫直轮221的凹槽也在一条直线上,两组凹槽相对,限制了棒材水平方向的弯曲变形。
63.需要说明的是,本实施例中采用的为2+3矫直器220(包括2个上矫直轮221和3个下矫直轮222),所述矫直器220为现有技术,除实施例所示的导轮式矫直器220外,本领域技术人员还可以选择其他类型或型号的现有矫直器220,包括但不限于实施例所述方案。
64.优选地,所述封闭机箱10顶板上设有翻盖120;所述封闭机箱10前板上设有开合门130,以使集尘小车320可通过开合门130进出所述封闭机箱10。
65.如图1-2所示,所述封闭机箱10顶板设置翻盖120,便于检修封闭机箱10内的机械构件,所述封闭机箱10前板上设有开合门130,集尘小车320可通过开合门130进出所述封闭机箱10,便于使用。
66.综上所述,本发明提供的双向矫直剥壳机的总体工作过程和原理为:
67.以拉丝机(图中未显示)提供热轧盘条40的牵引动力,盘条40从盘条40进口上的井字导向器210进入,经过矫直器220调整盘条40直线度;
68.而后盘条40经过至少两个拐轮组机构,即依次先经过第一拐轮组机构230的第一固定拐轮231、旋转拐轮组232和第二固定拐轮233,然后经与第一拐轮组机构230相互垂直排布的第二拐轮组机构240的第一固定拐轮231、旋转拐轮组232和第二固定拐轮233,盘条40经过双向拐轮变形,其表面氧化皮在此过程中脆裂松落,松落的氧化皮粉尘废屑掉入至底部的集尘机构30中收集;其中,所述旋转拐轮组232由两个方位可转动调节的旋转拐轮2321所构成,可通过调整每一拐轮组机构中的旋转拐轮组232的旋转拐轮2321的角度和方位,达到最佳剥壳效果。
69.最后,出线前的盘条40在拉丝机牵引下经过盘条40出口处的旋转拉丝模盒250轻拉,达到彻底剥壳和盘条40规圆作用,为后续在线披覆做准备。
70.使用本发明实施例提供的双向矫直剥壳机进行剥壳工序,热轧盘条40经过双向拐轮变形,其表面氧化皮脆性大,在此过程中脆裂松落,且松落的氧化皮粉尘废屑可通过封闭机箱10内的集尘机构30收集,整机采用封密设计,无粉尘外溢,符合环保要求;且盘条40经双向拐轮变形剥壳,并通过旋转拉丝模盒250彻底剥壳,氧化层去除均匀干净且对盘条40表面无损伤,同时其兼具有矫直、规圆盘条40和减径功能,为后续在线披覆做准备,方便下道工序处理,提高了生产效率;此外,生产中无需其他辅助耗材,大大降低了客户使用生产成本。
71.与现有技术相比,本发明具有以下优势:
72.1、无粉尘外溢,生产环境好;
73.2、氧化皮去除干净、均匀;
74.3、对盘条40钢材表面无损伤;
75.4、无排放、无废弃物,环保;
76.5、无耗材,生产成本低;
77.6、设备集成化,占地空间小;本实施例中提供的双向矫直剥壳机集成后尺寸仅长1.39米,宽0.8米,高1.25米。
78.7、具有矫直,减径功能,方便下道工序处理;
79.另外,本领域技术人员应当理解,尽管现有技术中存在许多问题,但是,本发明的每个实施例或技术方案可以仅在一个或几个方面进行改进,而不必同时解决现有技术中或者背景技术中列出的全部技术问题。本领域技术人员应当理解,对于一个权利要求中没有提到的内容不应当作为对于该权利要求的限制。
80.尽管本文中较多的使用了诸如封闭机箱、剥壳机构、集尘机构等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的;本发明实施例的说明书和权利要求书及上述附图中的术语“第一”、“第二”、等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
81.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依
然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。