1.本发明属于铜排加工技术领域,具体涉及一种铜排折弯模具头。
背景技术:
2.铜是一种金属元素,也是一种过渡元素,纯铜是柔软的金属,表面刚切开时为红橙色带金属光泽,单质呈紫红色。延展性好,导热性和导电性高,因此在电缆和电气、电子元件是最常用的材料,也可用作建筑材料,可以组成众多种合金,而且铜在中国历史上很早就被开采利用,到了现在的社会铜更是必不可少的金属,很多电器与机器上都会使用铜,尤其是铜排,为了满足铜排的加工,需要对其进行折弯,所以很多工厂引进了铜排折弯组件。
3.现有的铜排折弯冲压头和冲压模具,大都是结构单一,只能对一种形态进行弯折,在进行其他形态的弯折时,往往需要将不使用的冲压头和冲压模具拆卸下,再将要用的冲压头和冲压模具安装到冲压弯折的装置上,这样换弯折模具和弯折冲压头的方式较为麻烦,更换速度较慢,安装也较为麻烦,且不使用的模具和弯折冲头在不用时大都是放置在存放架上,时间长了模具上容易积灰,还容易受到空气里的湿气影响受潮生锈,模具在使用时,安装更为麻烦,铜排在弯折时带都没有什么固定结构弯折时铜排弯折的位置容易发生偏移,的问题,为此我们提出一种铜排折弯模具头。
技术实现要素:
4.本发明的目的在于提供一种铜排折弯模具头,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种铜排折弯模具头,包括主体保护箱,所述主体保护箱一侧的中部固定连接有升降腔,所述升降腔一侧的顶端滑动连接有卡箍板,所述卡箍板一侧的一端固定连接有第一限位块,所述第一限位块的外侧滑动连接有第一限位槽,所述第一限位块内侧的中部滑动连接有限位滑动杆,所述卡箍板内侧的中部设有限位转杆,所述卡箍板顶端的中部固定连接有调节拉框,所述主体保护箱顶端一端的中部固定连接有安装固定腔柱,所述安装固定腔柱一侧的中部设有安装固定螺母,所述主体保护箱顶端一侧的中部固定连接有定位环盘,所述定位环盘的内侧滑动卡接有固定插杆,所述固定插杆中部的一侧固定连接有推杆,所述推杆的一侧设有定位块,所述定位块的底端与主体保护箱的顶端固定连接,所述固定插杆的一侧设有限位盘,所述固定插杆另一侧的外侧卡接有固定插孔,所述调节拉框内侧的中部固定连接有第二限位块,所述第二限位块的外侧滑动连接有第二限位槽,所述限位转杆一侧的底端固定连接有第一弯折压板,所述第一弯折压板的底端设有第一弯折模具,所述限位转杆一侧的一端固定连接有第二弯折压板,所述第二弯折压板的一端设有第二弯折模具,所述限位转杆一侧的顶端固定连接有第三弯折压板,所述第三弯折压板的顶端设有第三弯折模具,所述限位转杆一侧的另一端固定连接有第四弯折压板,所述第四弯折压板的一端设有第四弯折模具,所述主体保护箱底端的中部固定连接有卡口。
6.优选的,所述第一弯折压板、第二弯折压板、第三弯折压板和第四弯折压板的两侧皆固定连接有升降滑槽,所述升降滑槽的内侧滑动连接有升降滑块,所述升降滑块的一侧固定连接有连接固定杆,所述连接固定杆一侧的一端固定连接有第三限位块,所述第三限位块的外侧滑动连接有第三限位槽,所述升降滑块内侧的中部滑动连接有升降滑杆,所述升降滑杆外侧的底端设有复位弹簧,所述连接固定杆的一端固定连接有磁铁卡槽,所述第一弯折压板一侧底端的一端固定连接有固定块,所述固定块一侧的中部固定连接有磁铁滑动槽,所述磁铁滑动槽的一侧滑动连接有磁铁卡块。
7.优选的,所述升降滑槽的数量有四组,所述升降滑块的数量有四组,所述升降滑杆的数量有四组,所述复位弹簧的数量有四组,所述连接固定杆的数量有四组。
8.优选的,所述磁铁卡槽的数量有多组,所述固定块的数量有八组,所述磁铁卡块的数量有八组,所述磁铁卡槽的数量有八组,所述磁铁滑动槽的数量有八组。
9.优选的,所述磁铁滑动槽的内侧滑动连接有磁铁滑动块,所述磁铁滑动块的一侧与磁铁卡块一侧的一端固定连接,所述磁铁滑动块外侧的大小与磁铁滑动槽内侧的大小相匹配。
10.优选的,所述第一限位块的数量有两组,所述第二限位块的数量有一组,所述第一限位槽的数量有两组,所述限位滑动杆的数量有两组。
11.优选的,所述第一限位块外侧的大小与第一限位槽内侧的大小相匹配,所述限位滑动杆的上下两端与第一限位槽内侧中部的上下两端固定连接。
12.优选的,所述固定插杆的数量有两组,所述定位环盘的数量有两组,所述限位盘的数量有两组,所述限位盘的底端与主体保护箱的顶端固定连接,所述推杆的数量有两组,所述定位块的数量有四组,所述固定插孔的数量有四组。
13.与现有技术相比,本发明的有益效果是:便于替换模具,替换模具时,较为便捷,相比于将不用的模具拆卸下再将需要用到模具安装在冲压装置上较为快速,省时省力,便于对铜排进行夹箍弯折,弯折时,有利于防止铜排的位置发生偏移,便于对不使用的模具进行防潮保护,有利于防止模具受潮生锈。
14.1、通过设计的限位转杆、调节拉框、升降腔、第一限位槽、卡箍板、限位转杆、第二限位块、第二限位槽、定位环盘、固定插杆、定位块、推杆、限位盘、第一弯折压板、连接固定杆、第一弯折模具、第二弯折压板、第二弯折模具、第三弯折压板、第三弯折模具、第四弯折压板、第四弯折模具、固定插孔、第一限位块、卡口和限位滑动杆,使用时,将铜排折弯组件通过安装固定腔柱和安装固定螺母安装到冲压装置上,在调节对应的弯折模具时,旋转限位转杆带动要使用的第一弯折压板(或第二弯折压板、第三弯折压板、第四弯折压板)旋转到卡口的顶端,然后将推杆旋转九十度,使得推杆垂直与主体保护箱的顶端与定位块保持平行,推动推杆使得推杆向限位盘的方向上移动从而带动固定插杆滑出固定插孔,然后下压调节拉框使得调节拉框内侧固定连接的第二限位块沿着第二限位槽稳固下压带动卡箍板通过一侧固定连接的第一限位块沿着第一限位槽和限位滑动杆下移,从而通过卡箍在卡箍板内侧的限位转杆带动第一弯折压板(或第二弯折压板、第三弯折压板、第四弯折压板)滑动到卡口里并沿着卡口下移,下移到限位转杆滑动到升降腔内侧的底端后,推动推杆带动固定插杆滑动到卡到调节拉框一侧顶端设有的固定插孔里将调节拉框调节后的位置固定住从而将第一弯折压板(或第二弯折压板、第三弯折压板、第四弯折压板)的位置固定住,
这时第一弯折模具(或第二弯折模具、第三弯折模具、第四弯折模具)底端的外表面与冲压装置的工作台的顶端贴合,起到了便于替换模具,替换模具时,较为便捷,相比于将不用的模具拆卸下再将需要用到模具安装在冲压装置上较为快速,省时省力。
15.2、通过设计的主体保护箱、连接固定杆、磁铁卡槽、固定块、磁铁卡块、磁铁滑动槽、升降滑块、升降滑杆、复位弹簧、升降滑槽、第三限位块和第三限位槽,使用时,滑动磁铁卡块使得磁铁卡块一侧固定连接的磁铁滑动块沿着磁铁滑动槽向固定块的一端滑动,使得磁铁卡块从磁铁卡槽的内侧滑出,在没有固定后,然后将要弯折的铜排放置到第一弯折模具(或第二弯折模具、第三弯折模具、第四弯折模具)上,使得第一弯折压板(或第二弯折压板、第三弯折压板、第四弯折压板)在复位弹簧的作用带动第一弯折模具(或第二弯折模具、第三弯折模具、第四弯折模具)紧贴着第一弯折压板(或第二弯折压板、第三弯折压板、第四弯折压板),将第一弯折模具(或第二弯折模具、第三弯折模具、第四弯折模具)与第一弯折压板(或第二弯折压板、第三弯折压板、第四弯折压板)之间的铜排夹箍好,然后由冲压装置推动主体保护箱下压,带动第一弯折压板(或第二弯折压板、第三弯折压板、第四弯折压板)向第一弯折模具(或第二弯折模具、第三弯折模具、第四弯折模具)的内侧下压,从而使得连接固定杆一侧固定连接的升降滑块和第三限位块沿着升降滑槽和第三限位槽上移,对夹箍在第一弯折模具(或第二弯折模具、第三弯折模具、第四弯折模具)与第一弯折压板(或第二弯折压板、第三弯折压板、第四弯折压板)之间的铜排进行挤压弯折,弯折好后,拉动第一弯折模具(或第二弯折模具、第三弯折模具、第四弯折模具),使得连接固定杆一侧固定连接的升降滑块和第三限位块沿着升降滑槽和第三限位槽下移,使得第一弯折模具(或第二弯折模具、第三弯折模具、第四弯折模具)与第一弯折压板(或第二弯折压板、第三弯折压板、第四弯折压板)之间拉开一定的空间将弯折好的铜排取下,不用的模具和压板处于主体保护箱里,由主体保护箱对外部空气里的湿气进行隔绝,起到了便于对铜排进行夹箍弯折,弯折时,有利于防止铜排的位置发生偏移,便于对不使用的模具进行防潮保护,有利于防止模具受潮生锈。
附图说明
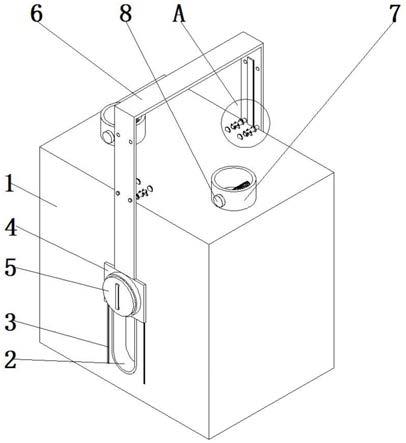
16.图1为本发明整体立体图的结构示意图;
17.图2为本发明a部放大图的结构示意图;
18.图3为本发明主体保护箱剖视立体图的结构示意图;
19.图4为本发明b部放大图的结构示意图;
20.图5为本发明d部放大图的结构示意图;
21.图6为本发明c部放大图的结构示意图;
22.图7为本发明调节拉框立体图的结构示意图;
23.图8为本发明主体保护箱底视图的结构示意图;
24.图9为本发明第一弯折压板与连接固定杆连接侧视图的剖视图。
25.图中:1、主体保护箱;2、升降腔;3、第一限位槽;4、卡箍板;5、限位转杆;6、调节拉框;7、安装固定腔柱;8、安装固定螺母;9、第二限位块;10、第二限位槽;11、定位环盘;12、固定插杆;13、定位块;14、推杆;15、限位盘;16、第一弯折压板;17、连接固定杆;18、第一弯折模具;19、第二弯折压板;20、第二弯折模具;21、第三弯折压板;22、第三弯折模具;23、第四
弯折压板;24、第四弯折模具;25、升降滑块;26、升降滑杆;27、复位弹簧;28、升降滑槽;29、磁铁卡槽;30、第三限位块;31、第三限位槽;32、固定块;33、磁铁卡块;34、磁铁滑动槽;35、限位滑动杆;36、固定插孔;37、第一限位块;38、卡口。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1-9,本发明提供一种技术方案:一种铜排折弯模具头,包括主体保护箱1,主体保护箱1一侧的中部固定连接有升降腔2,升降腔2一侧的顶端滑动连接有卡箍板4,卡箍板4一侧的一端固定连接有第一限位块37,第一限位块37的外侧滑动连接有第一限位槽3,第一限位块37内侧的中部滑动连接有限位滑动杆35,卡箍板4内侧的中部设有限位转杆5,卡箍板4顶端的中部固定连接有调节拉框6,主体保护箱1顶端一端的中部固定连接有安装固定腔柱7,安装固定腔柱7一侧的中部设有安装固定螺母8,主体保护箱1顶端一侧的中部固定连接有定位环盘11,定位环盘11的内侧滑动卡接有固定插杆12,固定插杆12中部的一侧固定连接有推杆14,推杆14的一侧设有定位块13,定位块13的底端与主体保护箱1的顶端固定连接,固定插杆12的一侧设有限位盘15,固定插杆12另一侧的外侧卡接有固定插孔36,调节拉框6内侧的中部固定连接有第二限位块9,第二限位块9的外侧滑动连接有第二限位槽10,限位转杆5一侧的底端固定连接有第一弯折压板16,第一弯折压板16的底端设有第一弯折模具18,限位转杆5一侧的一端固定连接有第二弯折压板19,第二弯折压板19的一端设有第二弯折模具20,限位转杆5一侧的顶端固定连接有第三弯折压板21,第三弯折压板21的顶端设有第三弯折模具22,限位转杆5一侧的另一端固定连接有第四弯折压板23,第四弯折压板23的一端设有第四弯折模具24,主体保护箱1底端的中部固定连接有卡口38
28.本实施方案中,通过设计的上述结构,便于替换模具,替换模具时,较为便捷,相比于将不用的模具拆卸下再将需要用到模具安装在冲压装置上较为快速,省时省力,便于对铜排进行夹箍弯折,弯折时,有利于防止铜排的位置发生偏移,便于对不使用的模具进行防潮保护,有利于防止模具受潮生锈。
29.具体的,第一弯折压板16、第二弯折压板19、第三弯折压板21和第四弯折压板23的两侧皆固定连接有升降滑槽28,升降滑槽28的内侧滑动连接有升降滑块25,升降滑块25的一侧固定连接有连接固定杆17,连接固定杆17一侧的一端固定连接有第三限位块30,第三限位块30的外侧滑动连接有第三限位槽31,升降滑块25内侧的中部滑动连接有升降滑杆26,升降滑杆26外侧的底端设有复位弹簧27,连接固定杆17的一端固定连接有磁铁卡槽29,第一弯折压板16一侧底端的一端固定连接有固定块32,固定块32一侧的中部固定连接有磁铁滑动槽34,磁铁滑动槽34的一侧滑动连接有磁铁卡块33,升降滑槽28的数量有四组,升降滑块25的数量有四组,升降滑杆26的数量有四组,复位弹簧27的数量有四组,连接固定杆17的数量有四组。
30.本实施方案中,通过设计的连接固定杆17、磁铁卡槽29、固定块32、磁铁卡块33、磁铁滑动槽34、升降滑块25、升降滑杆26、复位弹簧27、升降滑槽28、第三限位块30和第三限位
槽31,使用时,滑动磁铁卡块33使得磁铁卡块33一侧固定连接的磁铁滑动块沿着磁铁滑动槽34向固定块32的一端滑动,使得磁铁卡块33从磁铁卡槽29的内侧滑出,在没有固定后,然后将要弯折的铜排放置到第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)上,使得第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)在复位弹簧27的作用带动第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)紧贴着第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23),将第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)与第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)之间的铜排夹箍好,然后由冲压装置推动主体保护箱1下压,带动第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)向第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)的内侧下压,从而使得连接固定杆17一侧固定连接的升降滑块25和第三限位块30沿着升降滑槽28和第三限位槽31上移,对夹箍在第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)与第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)之间的铜排进行挤压弯折,弯折好后,拉动第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24),使得连接固定杆17一侧固定连接的升降滑块25和第三限位块30沿着升降滑槽28和第三限位槽31下移,使得第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)与第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)之间拉开一定的空间将弯折好的铜排取下,起到了便于对铜排进行夹箍弯折,弯折时,有利于防止铜排的位置发生偏移
31.具体的,磁铁卡槽29的数量有多组,固定块32的数量有八组,磁铁卡块33的数量有八组,磁铁卡槽29的数量有八组,磁铁滑动槽34的数量有八组,磁铁滑动槽34的内侧滑动连接有磁铁滑动块,磁铁滑动块的一侧与磁铁卡块33一侧的一端固定连接,磁铁滑动块外侧的大小与磁铁滑动槽34内侧的大小相匹配。
32.本实施方案中,通过设计的磁铁卡槽29、固定块32、磁铁卡块33、磁铁卡槽29和磁铁滑动槽34,使用时,推动磁铁卡块33使得磁铁卡块33一侧固定连接的磁铁滑动块沿着磁铁滑动槽34向固定块32的一端滑动,使得磁铁卡块33卡到磁铁卡槽29的内侧里,将连接固定杆17的位置固定住,起到了,便于对连接固定杆进行固定,有利于防止连接固定杆17受外力影响发生移动。
33.具体的,第一限位块37的数量有两组,第二限位块9的数量有一组,第一限位槽3的数量有两组,限位滑动杆35的数量有两组,第一限位块37外侧的大小与第一限位槽3内侧的大小相匹配,限位滑动杆35的上下两端与第一限位槽3内侧中部的上下两端固定连接。
34.本实施方案中,通过设计的第一限位块37、第二限位块9、第一限位槽3、限位滑动杆35和第一限位块37,使用时,下压调节拉框6使得调节拉框6内侧固定连接的第二限位块9沿着第二限位槽10稳固下压带动卡箍板4通过一侧固定连接的第一限位块37沿着第一限位槽3和限位滑动杆35下移,从而通过卡箍在卡箍板4内侧的限位转杆5带动第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)滑动到卡口38里并沿着卡口38下移,下移到限位转杆5滑动到升降腔2内侧的底端,起到了有利于提高调节拉框6下移的稳固性,有利于防止调节拉框6下移的过程中发生晃动。
35.具体的,固定插杆12的数量有两组,定位环盘11的数量有两组,限位盘15的数量有
两组,限位盘15的底端与主体保护箱1的顶端固定连接,推杆14的数量有两组,定位块13的数量有四组,固定插孔36的数量有四组。
36.本实施方案中,通过设计的固定插杆12、定位环盘11、推杆14和固定插孔36,使用时,推动推杆14带动固定插杆12滑动到卡到调节拉框6一侧顶端设有的固定插孔36里将调节拉框6调节后的位置固定住,起到了便于对调节拉框6调节后的位置进行固定,有利于防止调节拉框6调节后的位置发生移动。
37.工作原理:使用时,将铜排折弯组件通过安装固定腔柱7和安装固定螺母8安装到冲压装置上,在调节对应的弯折模具时,旋转限位转杆5带动要使用的第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)旋转到卡口38的顶端,然后将推杆14旋转九十度,使得推杆14垂直与主体保护箱1的顶端与定位块13保持平行,推动推杆14使得推杆14向限位盘15的方向上移动从而带动固定插杆12滑出固定插孔36,然后下压调节拉框6使得调节拉框6内侧固定连接的第二限位块9沿着第二限位槽10稳固下压带动卡箍板4通过一侧固定连接的第一限位块37沿着第一限位槽3和限位滑动杆35下移,从而通过卡箍在卡箍板4内侧的限位转杆5带动第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)滑动到卡口38里并沿着卡口38下移,下移到限位转杆5滑动到升降腔2内侧的底端后,推动推杆14带动固定插杆12滑动到卡到调节拉框6一侧顶端设有的固定插孔36里将调节拉框6调节后的位置固定住从而将第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)的位置固定住,这时第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)底端的外表面与冲压装置的工作台的顶端贴合,然后滑动磁铁卡块33使得磁铁卡块33一侧固定连接的磁铁滑动块沿着磁铁滑动槽34向固定块32的一端滑动,使得磁铁卡块33从磁铁卡槽29的内侧滑出,在没有固定后,然后将要弯折的铜排放置到第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)上,使得第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)在复位弹簧27的作用带动第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)紧贴着第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23),将第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)与第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)之间的铜排夹箍好,然后由冲压装置推动主体保护箱1下压,带动第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)向第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)的内侧下压,从而使得连接固定杆17一侧固定连接的升降滑块25和第三限位块30沿着升降滑槽28和第三限位槽31上移,对夹箍在第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)与第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)之间的铜排进行挤压弯折,弯折好后,拉动第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24),使得连接固定杆17一侧固定连接的升降滑块25和第三限位块30沿着升降滑槽28和第三限位槽31下移,使得第一弯折模具18(或第二弯折模具20、第三弯折模具22、第四弯折模具24)与第一弯折压板16(或第二弯折压板19、第三弯折压板21、第四弯折压板23)之间拉开一定的空间将弯折好的铜排取下即可。
38.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。