:
1.本实用新型涉及汽车零部件技术领域,更具体地说涉及一种可调节轮毂车加工定位工装。
背景技术:
2.现有的轮毂车加工定位工装,基本都是固定定位块定位。即不同大小的轮毂需要制作专用的定位块1a如图1和图2所示。在更换规格时,往往需要重新更换所有工装,降低了工作效率。同时,即使相同规格的产品,由于设计和制作存在公差或误差,模具在使用过程中有磨损,都会导致产品定位圈尺寸产生变化。另外,由于定位块无法调整,产品与定位块之间的配合产生间隙,无法保证加工精度,使产品质量不稳定。
3.由于每个规格的定位块尺寸不一致,就注定要制作很多的定位块,给车间的工装管理带来难题,也增加了工装制作成本,增加了生产成本,降低了产品竞争力。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种可调节轮毂车加工定位工装,它可以通过调节螺栓调整定位块的位置,从而改变延伸凸起部的位置,使得其可以对不同大小规格的轮毂的定位使用,而且其调节精度高,使用久了有磨损,也可以通过调节螺栓转动,继续调节定位块即可,其无需制造过多不同规格的定位工装,大大降低制造成本,其效果好。
5.本实用新型解决所述技术问题的方案是:
6.一种可调节轮毂车加工定位工装,包括三角定位盘,所述三角定位盘的中部具有第一连接通孔,三角定位盘的三个延伸部的中部均成型有调节通槽,调节通槽的外端中部成型有第二连接通孔,第二连接通孔的外端伸出延伸部的外端面,调节螺栓的螺杆部插套在第二连接通孔和调节通槽中,调节螺栓的螺杆部铰接在延伸部上,定位块的调节部插套在调节通槽中,调节部螺接在调节螺栓的螺杆部上,调节部的侧壁紧贴调节通槽的内侧壁,调节螺栓的头部处于延伸部的端部外;
7.所述定位块的上壁面紧贴对应的延伸部的底面,定位块的外端底面成型有向下延伸的延伸凸起部,延伸凸起部的外侧壁为弧形壁面,其紧贴轮毂的轮辋外延伸边部的内侧壁。
8.所述调节通槽的两侧处的延伸部的底面上成型有多个呈直线排列的调节螺接孔,每排调节螺接孔与调节通槽相平行,定位块的两侧成型有阶梯型腰型通孔,固定螺栓的螺杆部插套在阶梯型腰型通孔的上部小腰型孔段中并螺接在对应的调节螺接孔中,固定螺栓的头部插套在阶梯型腰型通孔的下部大腰型孔段中。
9.其中一排调节螺接孔的一侧的延伸部的底面设有刻度条。
10.所述调节通槽靠近延伸部的外端处的一端两侧壁均成型有侧延伸槽,固定块插套在对应的两个侧延伸槽和调节通槽的端部处,固定块的底面中部成型有调节螺接通孔,紧
定螺钉螺接在调节螺接通孔中,紧定螺钉的锥形头部伸出调节螺接通孔,调节螺栓的螺杆部的侧壁上成型有环形槽,紧定螺钉的锥形部插套在环形槽中。
11.所述第一连接通孔的周围处的三角定位盘上成型有连接阶梯通孔。
12.所述三角定位盘的三个延伸部中,相邻两个延伸部之间成型有 120
°
夹角。
13.本实用新型的突出效果是:
14.它可以通过调节螺栓调整定位块的位置,从而改变延伸凸起部的位置,使得其可以对不同大小规格的轮毂的定位使用,而且其调节精度高,使用久了有磨损,也可以通过调节螺栓转动,继续调节定位块即可,其无需制造过多不同规格的定位工装,大大降低制造成本,其效果好。
附图说明:
15.图1是现有的定位工装的结构示意图;
16.图2是现有的定位工装安装在轮毂上的局部结构示意图;
17.图3是本实用新型的局部结构示意图;
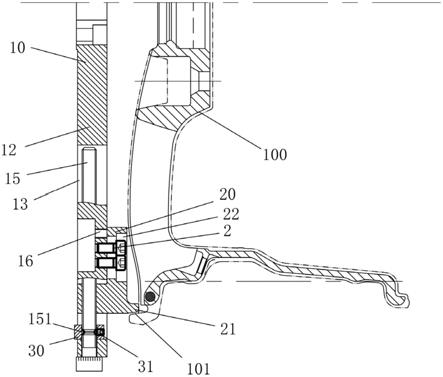
18.图4是本实用新型安装在轮毂处的局部结构示意图;
19.图5是定位块的局部结构示意图;
20.图6是图4的局部放大图。
具体实施方式:
21.实施例,见如图3至6所示,一种可调节轮毂车加工定位工装,包括三角定位盘10,所述三角定位盘10的中部具有第一连接通孔11,三角定位盘10的三个延伸部12的中部均成型有调节通槽13,调节通槽13的外端中部成型有第二连接通孔14,第二连接通孔14的外端伸出延伸部12的外端面,调节螺栓15的螺杆部插套在第二连接通孔14和调节通槽13中,调节螺栓15的螺杆部铰接在延伸部12上,定位块20的调节部210插套在调节通槽13中,调节部210螺接在调节螺栓15的螺杆部上,调节部210的侧壁紧贴调节通槽13的内侧壁,调节螺栓15的头部处于延伸部12的端部外;
22.所述定位块20的上壁面紧贴对应的延伸部12的底面,定位块 20的外端底面成型有向下延伸的延伸凸起部21,延伸凸起部21的外侧壁为弧形壁面,其紧贴轮毂100的轮辋外延伸边部101的内侧壁。
23.进一步的说,所述调节通槽13的两侧处的延伸部12的底面上成型有多个呈直线排列的调节螺接孔16,每排调节螺接孔16与调节通槽13相平行,定位块20的两侧成型有阶梯型腰型通孔22,固定螺栓2的螺杆部插套在阶梯型腰型通孔22的上部小腰型孔段中并螺接在对应的调节螺接孔16中,固定螺栓2的头部插套在阶梯型腰型通孔22的下部大腰型孔段中。
24.进一步的说,其中一排调节螺接孔16的一侧的延伸部12的底面设有刻度条3。
25.进一步的说,所述调节通槽13靠近延伸部12的外端处的一端两侧壁均成型有侧延伸槽131,固定块30插套在对应的两个侧延伸槽 131和调节通槽13的端部处,固定块30的底面中部成型有调节螺接通孔,紧定螺钉31螺接在调节螺接通孔中,紧定螺钉31的锥形头部伸出调节螺接通孔,调节螺栓15的螺杆部的侧壁上成型有环形槽 151,紧定螺钉31的锥形
部插套在环形槽151中。
26.进一步的说,所述第一连接通孔11的周围处的三角定位盘10上成型有连接阶梯通孔141。
27.进一步的说,所述三角定位盘10的三个延伸部12中,相邻两个延伸部12之间成型有120
°
夹角。
28.本实施例在使用时,其三角定位盘10的中部具有的第一连接通孔11处通过螺栓插入后并与机床旋转主轴之间进行连接固定,保证三角定位盘10的中心与机床旋转主轴的中心保持一致;
29.然后,转送所有调节螺栓15,可以实现定位块20沿着调节通槽 13进行移动,使得所有延伸凸起部21的外侧壁紧贴轮毂100的轮辋外延伸边部101的内侧壁,实现定位,然后,再将所有固定螺栓2的螺杆部插套在阶梯型腰型通孔22的上部小腰型孔段中并螺接在对应的调节螺接孔16中,固定螺栓2的头部插套在阶梯型腰型通孔22的下部大腰型孔段中,固定螺栓2的头部压靠在阶梯型腰型通孔22的下部大腰型孔段的边部顶面上,实现固定,然后,即可通过机床运行,进行加工,非常方便。
30.通过刻度条3可以调节其定位块20的移动位置,其后续可以根据需要拧松固定螺栓2,然后,再通过调节螺栓15转动,来进一步微调定位块20的位置,其调节效果好,而且当延伸凸起部21等部件有磨损时,其可以通过调节螺栓15转动,微调定位块20的位置,实现固定,通过移动定位块20的位置来补偿其磨损量,满足加工的精度需要。
31.以上实施方式仅用于说明本实用新型,而并非对本实用新型的限制,有关技术领域的普通技术人员,在不脱离本实用新型的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本实用新型的范畴,本实用新型的专利保护范围应由权利要求限定。