1.本专利申请涉及压紧加工工装技术领域,特别是涉及一种可以加工两个内孔的自动工装。
背景技术:
2.在机械加工过程中为确保加工精度,在数控机床上加工零件时,必须先使工件在机床上占据一个正确的位置,即定位,然后将其夹紧,这种定位与夹紧的过程称为工件的装夹。
3.现有的工装夹具大多是采用螺丝锁盖板压紧产品,该种工装夹具能够对定位面为平面的产品进行定位。其主要是利用压紧后的摩擦力对待加工产品进行定位夹紧,在加工过程中钻头旋转产生的扭力容易导致产品发生偏位,造成产品的损坏,良品率低,增加生产成本,对于一些需要双孔产品的精加工,现有的压紧工装并不能很好的完成工作,实际操作过程中,由于是人工进行定位,操作者每次使用的力度不一致容易导致产品的重复定位精度差,为此,我们提出一种可以加工两个内孔的自动工装。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本专利申请的目的在于提供一种可以加工两个内孔的自动工装,解决上述现有技术的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种可以加工两个内孔的自动工装,包括一端呈敞口状的圆柱状盘体,圆柱状盘体的外侧壁固定连接有夹具板,夹具板上放置有加工零件,所述圆柱状盘体的内腔活动插接有活塞,活塞靠近夹具板的一端侧壁对称连接有另一端穿过圆柱状盘体侧壁的夹具拉杆,两个夹具拉杆位于圆柱状盘体外的一端连接有压板,所述活塞远离夹具拉杆的一端侧壁连接有驱使活塞往复移动以夹紧或松开加工零件的驱动机构;
7.所述夹具板的外侧壁上安装有用于交替定位加工零件内孔的第一定位芯和第二定位芯。
8.进一步的,所述第一定位芯包括定位挡块,定位挡块插接在夹具板的侧壁上,且定位挡块向外的一端向夹具板外延伸,定位挡块通过第一压紧螺钉固定插接在夹具板上。
9.进一步的,所述第二定位芯包括锥块,锥块上套设有胀套,锥块和胀套通过第二压紧螺钉锁紧在夹具板上。
10.进一步的,所述驱动机构包括一端拆卸式连接在活塞侧壁上的拉杆,拉杆的另一端延伸出圆柱状盘体连接有旋转气缸。
11.进一步的,所述拉杆通过第二锁紧螺钉与活塞固定连接,第二锁紧螺钉上螺纹连接有位于拉杆与活塞之间的圆螺母,圆螺母靠近活塞的一端镶嵌有抵在活塞上且数量不少于一个的圆柱螺旋弹簧,圆螺母的环向外侧壁上插接有尖端抵在第二锁紧螺钉螺纹槽内的内六角锥端锁紧螺钉。
12.进一步的,所述圆柱状盘体敞口端通过第一锁紧螺钉拆卸式连接有盖板,圆柱状盘体的下端镶嵌有向圆柱状盘体内腔补充润滑油的压柱油杯。
13.进一步的,所述夹具板远离圆柱状盘体的一端侧壁中部开设有槽口,压板上开设有与槽口对应的通孔。
14.与现有技术相比,本实用新型的有益效果是:
15.1、本可以加工两个内孔的自动工装,能在自动车床上对加工零件自动夹紧和定位,尤其适合于对异形件多孔加工有要求的非整圆形零件和薄壁零件的车削加工。
16.2、本可以加工两个内孔的自动工装,整体可拆卸,方便对单个零部件进行更换,降低成本;
17.3、本可以加工两个内孔的自动工装,只需将加工零件上不加工的孔对应插在第一定位芯或第二定位芯即可将加工零件的两个内孔加工出来,操作简便,定位精准。
附图说明
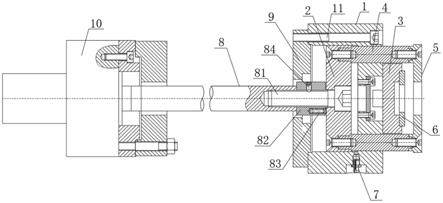
18.图1为本实用新型剖视结构示意图;
19.图2为本实用新型图1的右视结构示意图;
20.图3为本实用新型图2中a-a截面结构示意图;
21.图4为本实用新型镗第一孔结构示意图;
22.图5为本实用新型加工零件结构示意图。
23.附图标号说明:圆柱状盘体1、第一锁紧螺钉11、活塞2、夹具板3、第一定位芯31、定位挡块311、第一压紧螺钉312、第二定位芯32、锥块321、第二压紧螺钉322、胀套323、夹具拉杆4、压板5、通孔51、加工零件6、压柱油杯7、拉杆8、第二锁紧螺钉81、圆螺母82、圆柱螺旋弹簧83、内六角锥端锁紧螺钉84、盖板9、旋转气缸10。
具体实施方式
24.以下通过特定的具体实例说明本专利申请的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本专利申请的其他优点与功效。本专利申请还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本专利申请的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
25.请参阅图1-5,本实用新型提供一种技术方案:
26.一种可以加工两个内孔的自动工装,如图1所示,包括一端呈敞口状的圆柱状盘体1,圆柱状盘体1的外侧壁固定连接有夹具板3,夹具板3远离圆柱状盘体1的一端侧壁中部开设有槽口,夹具板3上放置有加工零件6,圆柱状盘体1的内腔活动插接有活塞2,活塞2靠近夹具板3的一端侧壁对称连接有另一端穿过圆柱状盘体1侧壁的夹具拉杆4,两个夹具拉杆4位于圆柱状盘体1外的一端连接有压板5,压板5上开设有与槽口对应的通孔51,用于钻头穿过对加工零件6上的孔精加工,活塞2远离夹具拉杆4的一端侧壁连接有驱使活塞2往复移动以夹紧或松开加工零件6的驱动机构,驱动机构包括一端拆卸式连接在活塞2侧壁上的拉杆8,拉杆8的另一端延伸出圆柱状盘体1连接有旋转气缸10,钻头不动,利用旋转气缸10启动带动加工零件6向钻头处移动加工。
27.如图2所示,夹具板3的外侧壁上安装有用于交替定位加工零件6内孔的第一定位芯31和第二定位芯32,第一定位芯31用来定位加工零件6上未加工的孔,第二定位芯32用来定位加工零件6上已加工的孔。如图1、图3和图4时,图4为镗加工零件6上的第一个孔的结构示意图,图3为图2的a-a截面示意图,亦为镗加工零件6上的第二个孔的结构示意图,第一定位芯31包括定位挡块311,定位挡块311插接在夹具板3的侧壁上,且定位挡块311向外的一端向夹具板3外延伸,定位挡块311通过第一压紧螺钉312固定插接在夹具板3上,位置牢固,且方便拆卸;第二定位芯32包括锥块321,锥块321上套设有胀套323,锥块321和胀套323通过第二压紧螺钉322锁紧在夹具板3上。
28.作为优选的,如图1所示,拉杆8通过第二锁紧螺钉81与活塞2固定连接,第二锁紧螺钉81上螺纹连接有位于拉杆8与活塞2之间的圆螺母82,圆螺母82靠近活塞2的一端镶嵌有抵在活塞2上且数量不少于一个的圆柱螺旋弹簧83,圆螺母82的环向外侧壁上插接有尖端抵在第二锁紧螺钉81螺纹槽内的内六角锥端锁紧螺钉84,整体可拆卸,方便对单个零部件进行更换,降低成本。
29.作为优选的,如图1所示,圆柱状盘体1敞口端通过第一锁紧螺钉11拆卸式连接有盖板9,形成封闭腔室,防止灰尘等杂物进入圆柱状盘体1内,圆柱状盘体1的下端镶嵌有向圆柱状盘体1内腔补充润滑油的压柱油杯7。
30.夹具板3上两个第一定位芯31和第二定位芯32,实现加工零件6准确定位,分别用来定位未加工的孔和加工后的孔,实现经过两次装夹,定位精准,只需将加工零件6上不加工的孔对应插在第一定位芯31或第二定位芯32即可将加工零件6的两个内孔加工出来,本可以加工两个内孔的自动工装,能在自动车床上对加工零件6自动夹紧和定位,尤其适合于对异形件多孔加工有要求的非整圆形零件和薄壁零件的车削加工。
31.上述实施例仅例示性说明本专利申请的原理及其功效,而非用于限制本专利申请。任何熟悉此技术的人士皆可在不违背本专利申请的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本专利申请所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本专利申请的权利要求所涵盖。