1.本实用新型涉及汽车车灯领域,尤其涉及一种车灯控制箱上盖精密组装装置。
背景技术:
2.随着汽车产业在国内迅速发展,汽车车灯的需求日趋增大,汽车车灯控制器是汽车车灯总成的主要组成部分之一,随着车灯数量需求的增加,车灯控制器同样需求更多。车灯控制器组成比较复杂,而且内部有许多精密电子元器件。
3.车灯控制器上盖压合到车灯控制器底座上面是车灯控制器组装过程中的最后一道工艺,当控制器底座内涂满散热胶,安装了电子元器件及外圈密封胶,控制器上盖在压合时比较困难,主要会产生以下几种问题:
4.1、pcb板上的pin针可能会压弯曲或几颗pin针合并到一个孔内;
5.2、压合控制器上盖需要较大的力气,压合时上盖会前后左右微小滑动;
6.3、控制器上盖的卡扣不能一次性卡入,需多次重复按压。
技术实现要素:
7.本实用新型的目的是提供一种车灯控制箱上盖精密组装装置。
8.为了实现上述目的,本实用新型的技术方案是:
9.车灯控制箱上盖精密组装装置,其特征在于,包括压合机构、防护罩、光栅和设备底座,所述设备底座的上端设有机台平面,所述压合机构和防护罩均安装在机台平面上,所述光栅安装在防护罩左右两侧壁的前端;
10.其中,所述压合机构包括压合模块、送料机构,安装板、立柱、长直线轴承、压板和顶板,所述安装板固定在机台平面上,所述立柱呈矩形分布固定于安装板的上端,所述压板与立柱活动连接,所述顶板固定于立柱的上端,所述电缸安装在顶板的上端,所述压合模块安装在压板上,所述送料机构位于左右两侧的立柱之间,在所述送料机构上放置车灯控制器上盖及车灯控制器底座;
11.所述压合模块包括上下依次设置的调节气缸、上盖压合板和上盖仿型模具,所述上盖仿型模具和上盖压合板的外侧沿竖向贯穿设有若干导向杆,所述导向杆的外侧套接直线轴承,所述上盖压合板与直线轴承固定连接,所述调节气缸驱动直线轴承带动上盖压合板升降,所述上盖仿型模具上下贯穿设有推杆,所述推杆的上端通过连接螺栓与上盖压合板连接,所述上盖压合板上设有浮动接头。
12.进一步地,所述送料机构包括安装在x轴连接板上的x轴送料气缸、x轴第一缓冲器、x轴第二缓冲器和x轴滑块,所述送料机构还包括安装在安装板上的y轴送料气缸、y轴滑块和y轴缓冲器。
13.进一步地,所述导向杆的顶端设有气缸安装板,所述气缸安装板上设有真空发生器模块和调节气缸,所述调节气缸的主轴贯穿气缸安装板设置,所述调节气缸的主轴下端设有吸嘴,所述调节气缸带动上盖压合板、浮动接头和吸嘴向下运动,将所述车灯控制器上
盖与车灯控制器底座结合。
14.进一步地,所述推杆的外侧套接弹簧,所述弹簧的上下两端分别由上盖压合板以及上盖仿型模具压紧,所述推杆的下端套接无油衬套。
15.进一步地,所述气缸安装板的外侧沿竖向设有若干连接杆。
16.进一步地,所述安装板上设有物料检测传感器。
17.本实用新型的工作原理为,将控制器上盖放置在送料机构上,通过送料机构将车灯控制器底座及控制器上盖输送到指定位置,通过电缸正转将精密压合组件向下移动,当压合组件下移到指定位置,真空吸嘴工作将车灯控制器上盖吸合,同上电缸反转带动压合组件向上移动,送料机构再次动作,并将车灯控制器底座输送到压合组件正下方,电缸再次正转将压合组件及车灯控制器上盖输送到指定位置,真空吸嘴停止工作,同时压合组件中的气缸下压,将车灯控制器上盖与底座压合,车灯控制器上盖通过卡扣与底座连接在一起;
18.本实用新型通过气缸控制压板位移实现了pin针的精确安装,上盖压合结构稳定,车灯控制器上盖的耳环一次操作卡入离车灯控制器底座,解决了车灯控制箱上盖精密组装的难点。
附图说明
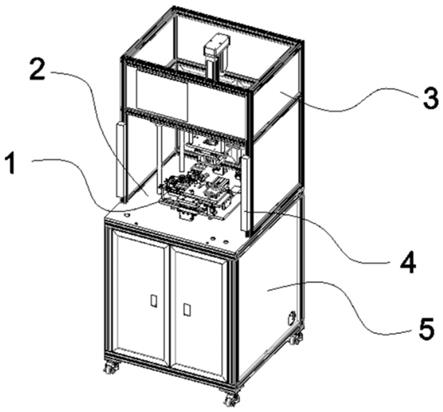
19.图1、图2为本实用新型的结构示意图。
20.图1、图2中附图标记为:
21.1压合机构,2机台平面,3防护罩,4光栅,5设备底座,
22.101送料机构,102立柱,103长直线轴承,104压板,105顶板,106电缸,107压合模块,108车灯控制器上盖,109车灯控制器底座,110安装板。
23.图3为送料机构101的结构示意图,图4和图5为压合模块107的结构示意图。
24.图3~图5中附图标记为:
25.101-1 x轴送料气缸,101-2 x轴第一缓冲器,101-3 y轴滑块,101-4 y轴缓冲器,
26.101-5物料检测传感器,101-6 y轴送料气缸,101-7载物台,
27.101-8 x轴第二缓冲器,101-9 x轴滑块,101-10 x轴连接板,
28.107-1上盖仿型模具,107-2导向杆,107-3直线轴承,107-4上盖压合板,
29.107-5气缸安装板,107-6真空发生器模块,107-7调节气缸,107-8连接杆,
30.107-9浮动接头,107-10吸嘴,107-11无油衬套,107-12推杆,107-13制动环,
31.107-14弹簧,107-15连接螺栓,107-16保压杆,107-17保压杆螺栓。
具体实施方式
32.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.本实用新型公开了一种车灯控制箱上盖精密组装装置,如图1所示,包括压合机构1、防护罩3、光栅4和设备底座5,设备底座5的上端设有机台平面2,压合机构1和防护罩3均安装在机台平面2上,光栅4安装在防护罩3左右两侧壁的前端。
34.如图2所示,压合机构1包括压合模块107、送料机构101、安装板110、立柱102、长直线轴承103、压板104和顶板105,安装板110固定在机台平面2上,立柱102呈矩形分布固定于安装板110的上端,压板104与立柱102活动连接,顶板105固定于立柱的上端,电缸6安装在顶板105的上端,压合模块107安装在压板104上,送料机构101位于左右两侧的立柱102之间,在送料机构101上放置车灯控制器上盖108及车灯控制器底座109。
35.如图3所示,送料机构101包括安装在x轴连接板101-10上的x轴送料气缸101-1、x轴第一缓冲器101-2、x轴第二缓冲器101-8和x轴滑块101-9,送料机构101还包括安装在安装板110上的y轴送料气缸101-6、y轴滑块101-3和 y轴换成器101-4,送料机构101还包括物料传感器101-5。
36.如图4所示,压合模块107包括由下至上依次连接的上盖仿型模具107-1和上盖压合板107-4,上盖仿型模具107-1和上盖压合板107-4的外侧沿竖向贯穿设有若干导向杆107-2,导向杆107-2的外侧套接直线轴承107-3,上盖压合板107-4与直线轴承107-3固定连接,上盖压合板107-4上设有浮动接头107-9。
37.导向杆107-2的顶端设有气缸安装板107-5,气缸安装板107-5上设有真空发生器模块107-6和调节气缸107-7,调节气缸107-7的主轴贯穿气缸安装板107-5设置,调节气缸107-7的主轴下端设有吸嘴107-10,调节气缸107-7带动上盖压合板107-4、浮动接头107-9和吸嘴107-10向下运动从而将车灯控制器上盖108与车灯控制器底座109结合,气缸安装板107-5的外侧沿竖向设有若干连接杆107-8。
38.上盖仿型模具107-1上下贯穿设有推杆107-12,推杆107-12的上端通过连接螺栓107-15与上盖压合板107-4连接,推杆107-12的外侧套接弹簧107-14,弹簧107-14的上下两端分别由上盖压合板107-4以及上盖仿型模具107-1压紧,推杆107-12的下端套接无油衬套107-11,上盖压合板107-4还上下贯穿设有保压杆107-16,保压杆107-16通过保压杆螺栓107-17与上盖压合板107-4连接。
39.本实用新型在实施时,包括以下步骤:
40.步骤1)先将已经调试完毕的装置通电、通气,启动设备并将电缸106、送料机构101和压合模块107复位;
41.步骤2)上料,将车灯控制器上盖108和车灯控制器底座109放置在载物台101-7,通过物料传感器101-5检测到位;
42.按启动按钮通过y轴送料气缸101-6将物料平稳输送到指定位置,y轴缓冲器101-4使物料精确平稳输送到指定位置。
43.步骤3)电缸106正转将压合模块107输送到指定位置,真空发生器模块107-6开始工作,使吸嘴107-10将车灯控制器上盖108吸合,电机106开始反转将压合模块107向上移动到指定位置。
44.步骤4)送料机构101运动将车灯控制器底座109通过x轴送料气缸101-1及x轴滑块101-9输送到压合模块107正下方,x轴第一缓冲器101-2,x轴第二缓冲器101-8使得物料在x轴方向平稳精准移动到指定位置。
45.步骤5)电机106正转将压合模块107及车灯控制器上盖108输送到距离车灯控制器底座109正上方0.1mm处,真空发生器模块107-6停止工作,调节气缸107-7带动上盖压合板107-4、浮动接头107-9和吸嘴107-10向下运动,将车灯控制器上盖108与车灯控制器底座
109结合,推杆107-12通过无油衬套107-11将车灯控制器上盖108的耳环卡入离车灯控制器底座109,保压杆107-16、制动环107-13和弹簧107-14主要辅助车灯控制器上盖108在受压时上表面受力均衡。
46.步骤6)压合完毕之后,调节气缸107-7上升,电缸106反转上升,当压合模块107到达指定高度之后,送料机构101复位。
47.步骤7)操作员取走已压合好的车灯控制器,并再次上料,准备下一个车灯控制器压合组装;
48.以上动作循环。
49.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。