1.本实用新型的实施例一般涉及,并且更具体地,涉及一种用于喷嘴焊接时保护内部易损结构的冷却工装。
背景技术:
2.现如今,为追求喷嘴整体结构的稳定性,很多喷嘴的进油位置采用氩弧焊、激光焊等方式来固定喷嘴的外部结构以及固化喷嘴内部的各种零件性能,其中氩弧焊作为最为常见的连接手段,拥有最为便宜的设备以及最简单的操作要求。但是在面对一些喷嘴在焊接部位的附近装有密封圈等易损零件时,氩弧焊的连接手段就成为了一个巨大的难点。
3.因为氩弧焊的焊接温度上千度,焊接时极易对密封圈、滤网等结构造成破坏性的损伤,焊接时的高温会使喷嘴内部结构发生微小的变形,此时的结构损伤以及内部构件变形会直接导致喷嘴的整体性能发生巨大的改变,严重的比如密封圈碳化等会直接导致整个喷嘴报废。此时带来的经济损伤不可估量。
技术实现要素:
4.为了克服上述现有技术的不足,本实用新型提供一种用于喷嘴焊接时保护内部易损结构的冷却工装,该工装完美的隔绝了氩弧焊焊接时上千度热量的传递,保证了喷嘴焊前与焊后性能的一致性。
5.本实用新型实施的技术方案是:一种用于喷嘴焊接时保护内部易损结构的冷却工装,包括第一工装夹与第二工装夹分别通过两个固定组件固定连接;
6.在所述第一工装夹与所述第二工装夹相连接的一侧分别设置有凹槽,两个所述凹槽拼构成一个圆孔,沿所述圆孔的周向在所述第一工装夹和第二工装夹内的开设环腔;
7.两个橡胶圈,设置在所述第一工装夹和第二工装夹上,且分别置于在所述环腔的上端和下端;
8.进水管与出水管,分别设置在所述第一工装夹和第二工装夹相远离的一侧,所述进水管与所述环腔通过通水孔相通,所述出水管与所述环腔通过所述通水孔相通。
9.进一步地,所述第一工装夹和所述第二工装夹是两个相同结构对称设置。
10.进一步地,所述第一工装夹和第二工装夹分别开设有两个所述通水孔,所述进水管与所述环腔之间的设置有一个所述通水孔,所述出水管与所述环腔之间的设置有一个所述通水孔。
11.进一步地,所述第一工装夹和第二工装夹的两端分别开设有两个螺栓孔,所述固定组件包括有螺栓和螺母,所述螺栓分别穿过所述第一工装夹和第二工装夹的螺栓孔进行固定。
12.在本实用新型的实施例提供的一种用于喷嘴焊接时保护内部易损结构的冷却工装中,实现了以下技术效果:通过工装形成一个水循环的冷却区域隔绝氩弧焊的温度传递,从而保护喷嘴内部易损结构的完整性以及喷嘴的整体性能。提高了喷嘴进油部位的焊接质
量,保证了喷嘴的性能要求,缩短了焊接时间,降低了生产成本,节约了人力物力。
13.应当理解,发明内容部分中所描述的内容并非旨在限定本公开的实施例的关键或重要特征,亦非用于限制本公开的范围。本公开的其它特征将通过以下的描述变得容易理解。
附图说明
14.结合附图并参考以下详细说明,本公开各实施例的上述和其他特征、优点及方面将变得更加明显。在附图中,相同或相似的附图标记表示相同或相似的元素,其中:
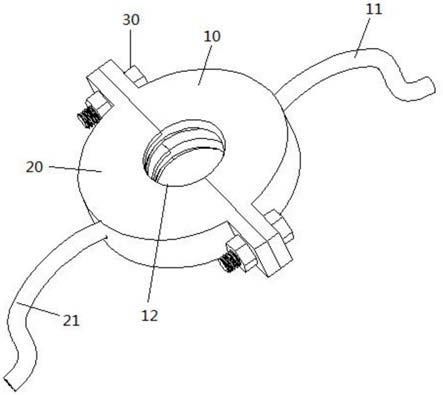
15.图1为一种用于喷嘴焊接时保护内部易损结构的冷却工装的示意图;
16.图2为一种用于喷嘴焊接时保护内部易损结构的冷却工装的正视图;
17.图3为图1中a-a的示意图。
18.其中,图1至3中的附图标记与部件名称之间的对应关系为:
19.10.第一工装夹11.进水管12.凹槽20.第二工装夹21.出水管30.固定组件31.螺栓孔40.橡胶圈50.环腔51.通水孔。
具体实施方式
20.为使本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例中的附图,对本公开实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本公开一部分实施例,而不是全部的实施例。基于本公开中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的全部其他实施例,都属于本公开保护的范围。
21.另外,本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
22.下面参照图1至图3来描述本实用新型的实施例提供的一种用于喷嘴焊接时保护内部易损结构的冷却工装,包括第一工装夹10与第二工装夹20分别通过两个固定组件30固定连接;
23.第一工装夹10与第二工装夹20夹在零件靠近焊缝且需要隔绝温度一端的外圆上(装夹位置需保证零件内部易损结构的位置在工装的冷却环腔中或者之后),拧紧两侧固定组件30的螺栓,压紧橡胶圈,将通水的进水管11和出水管21分别连接在工装两侧的通水孔51上,试工装是否漏水,若没有漏水则将进水管11的一端接在水源上,进行焊接作业。
24.在第一工装夹10与第二工装夹20相连接的一侧分别设置有凹槽12,两个凹槽12拼构成一个圆孔,沿圆孔的周向在第一工装夹10和第二工装夹20内的开设环腔;
25.两个橡胶圈40,设置在第一工装夹10和第二工装夹20上,且分别置于在环腔50的上端和下端;这里橡胶圈50采用的耐高温材料。
26.进水管11与出水管21,分别设置在第一工装夹10和第二工装夹20相远离的一侧,进水管11与环腔50通过通水孔51相通,出水管21与环腔50通过通水孔51相通。
27.在一些实施例中,第一工装夹10和第二工装夹20是两个相同结构对称设置。
28.在一些实施例中,第一工装夹10和第二工装夹20分别开设有两个通水孔51,进水管11与环腔50之间的设置有一个通水孔51,出水管21与环腔50之间的设置有一个通水孔
51。
29.在一些实施例中,第一工装夹10和第二工装夹20的两端分别开设有两个螺栓孔31,固定组件30包括有螺栓和螺母,螺栓分别穿过第一工装夹10和第二工装夹20的螺栓孔31进行固定。
30.通过工装形成一个水循环的冷却区域隔绝氩弧焊的温度传递,从而保护喷嘴内部易损结构的完整性以及喷嘴的整体性能。提高了喷嘴进油部位的焊接质量,保证了喷嘴的性能要求,缩短了焊接时间,降低了生产成本。
31.在本说明书的描述中,术语“连接”、“安装”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
32.在本说明书的描述中,术语“一个实施例”、“一些实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
33.以上仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。