1.本实用新型涉及骨架加工工装技术领域,尤其涉及一种骨架加工工装和自动化生产线。
背景技术:
2.目前,自动化生产线对骨架进行焊接时需要通过工装将骨架进行固定,由于自动化生产线上焊接的骨架规格较多,为了将每种骨架都能固定在自动化生产线上,需要加工出与骨架规格数量相等的工装数量,导致工装的数量较多,制造成本较高,加重了企业的投入成本。
3.因此,如何减轻企业的投入成本,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
4.有鉴于此,本实用新型的目的在于提供一种骨架加工工装,以减轻企业的投入成本。
5.为了实现上述目的,本实用新型提供了如下技术方案:
6.一种骨架加工工装,包括:
7.焊接平台,所述焊接平台上设有用于放置骨架的放置部;
8.设置于所述焊接平台上的第一方向固定限位卡具,所述第一方向固定限位卡具位于所述放置部的第一侧;
9.与所述第一方向固定限位卡具相对设置的第一方向可调限位卡具,所述第一方向可调限位卡具在第一方向上的位置能够调整,并且所述第一方向可调限位卡具能够与所述第一方向固定限位卡具配合将所述骨架在所述第一方向夹紧;
10.设置于所述焊接平台上的第二方向固定限位卡具,所述第二方向限位卡具位于所述放置部的第二侧;
11.与所述第二方向固定限位卡具相对设置的第二方向可调限位卡具,所述第二方向可调限位卡具在第二方向上的位置能够调整,并且所述第二方向可调限位卡具能够与所述第二方向固定限位卡具配合将所述骨架在所述第二方向夹紧,所述第一方向和所述第二方向之间的夹角大于0
°
且不超过90
°
;以及
12.能够在第三方向压紧所述骨架的下压卡具,所述第三方向与所述第一方向和第二方向两两垂直。
13.优选地,在上述骨架加工工装中,所述焊接平台设有多组用于安装所述第一方向可调限位卡具的第一方向可调限位安装孔和多组用于安装所述第二方向可调限位卡具的第二方向可调限位安装孔。
14.优选地,在上述骨架加工工装中,所述下压卡具包括设置于所述放置部的第一侧与所述放置部的第二侧的固定下压卡具和与所述固定下压卡具相对设置的移动式下压卡具,与所述放置部的第一侧的固定下压卡具相对设置的移动式下压卡具在所述第一方向上
的位置能够调整,与所述放置部的第二侧的固定下压卡具相对设置的移动式下压卡具在所述第二方向上的位置能够调整。
15.优选地,在上述骨架加工工装中,所述焊接平台开设有用于安装所述移动式下压卡具的安装槽,所述安装槽为长条形的燕尾槽,并且所述移动式下压卡具能够在所述安装槽内滑动。
16.优选地,在上述骨架加工工装中,还包括用于对所述骨架的拐角部进行定位的角部固定卡具和角部可移动卡具,所述角部可移动卡具与所述角部固定卡具相对设置,并且所述角部可移动卡具的位置能够调整。
17.优选地,在上述骨架加工工装中,所述放置部设有多组用于安装所述角部可移动卡具的角部卡具安装孔。
18.优选地,在上述骨架加工工装中,还包括设置于所述放置部的内部限位卡具,所述内部限位卡具能够与所述骨架的内部豁口相配合,并且所述内部限位卡具的安装位置能够调整。
19.优选地,在上述骨架加工工装中,所述焊接平台设有多组用于安装所述内部限位卡具的内部限位安装孔。
20.优选地,在上述骨架加工工装中,所述第一方向固定限位卡具和所述第二方向固定限位卡具采用限位块。
21.一种自动化生产线,包括骨架自动焊接线和如上任意一项所述的骨架加工工装,所述骨架加工工装在所述骨架自动焊接线上的位置能够调整,并且所述骨架自动焊接线包括能够焊接骨架的自动焊机。
22.使用本实用新型所提供的骨架加工工装时,将骨架放置于焊接平台上的放置部,由于第一方向固定限位卡具和第一方向可调限位卡具相对设置,并且第一方向可调限位卡具能够与第一方向固定限位卡具配合将骨架在第一方向夹紧,第二方向固定限位卡具和第二方向可调限位卡具相对设置,并且第二方向可调限位卡具能够与第二方向固定限位卡具配合将骨架在第二方向夹紧,同时,第一方向和第二方向之间的夹角大于0
°
且不超过90
°
,即第一方向和第二方向能够构成平面,因此,在第一方向固定限位卡具与第一方向可调限位卡具的配合和第二方向固定限位卡具与第二方向可调限位卡具的配合下,骨架能够在第一方向和第二方向构成的平面内被固定;由于下压卡具能够在第三方向压紧骨架,第三方向垂直于第一方向和第二方向构成的平面,因此,该骨架加工工装能够在第一方向、第二方向和第三方向所构成的三维空间内将骨架固定;由于该骨架加工工装的第一方向可调限位卡具在第一方向上的位置能够调整,第二方向可调限位卡具在第二方向上的位置能够调整,当骨架规格发生变化时,只需要适应性的调整第一方向可调限位卡具的位置和第二方向可调限位卡具的位置即可,提高了骨架加工工装对骨架规格的适应性,使得该骨架加工工作具有通用性,减少了工装数量,降低了工装的制造成本,减轻了企业的投入成本。
附图说明
23.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提
下,还可以根据这些附图获得其他的附图。
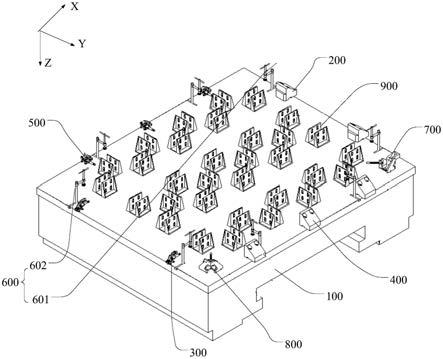
24.图1为本实用新型实施例所提供的一种骨架加工工装的立体结构示意图;
25.图2为本实用新型实施例所提供的一种骨架加工工装固定好骨架的装配结构示意图;
26.图3为本实用新型实施例所提供的一种骨架加工工装固定好骨架的俯视结构示意图。
27.其中,100为焊接平台,200为第一方向固定限位卡具,300为第一方向可调限位卡具,400为第二方向固定限位卡具,500为第二方向可调限位卡具,600为下压卡具,601为固定下压卡具,602为移动式下压卡具,700为角部固定卡具,800为角部可移动卡具,900为内部限位卡具,x为第一方向,y为第二方向,z为第三方向。
具体实施方式
28.有鉴于此,本实用新型的核心在于提供一种骨架加工工装,以减轻企业的投入成本。
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.如图1至图3所示,本实用新型实施例公开了一种骨架加工工装,包括焊接平台100、第一方向固定限位卡具200、第一方向可调限位卡具300、第二方向固定限位卡具400、第二方向可调限位卡具500和下压卡具600。
31.其中,焊接平台100上设有用于放置骨架的放置部;第一方向固定限位卡具200设置于焊接平台100上,第一方向固定限位卡具200位于放置部的第一侧;第一方向可调限位卡具300与第一方向固定限位卡具200相对设置,第一方向可调限位卡具300在第一方向x上的位置能够调整,并且第一方向可调限位卡具300能够与第一方向固定限位卡具200配合将骨架在第一方向x夹紧;第二方向固定限位卡具400设置于焊接平台100上,第二方向y限位卡具位于放置部的第二侧;第二方向可调限位卡具500与第二方向固定限位卡具400相对设置,第二方向可调限位卡具500在第二方向y上的位置能够调整,并且第二方向可调限位卡具500能够与第二方向固定限位卡具400配合将骨架在第二方向y夹紧,第一方向x和第二方向y之间的夹角大于0
°
且不超过90
°
;下压卡具600能够在第三方向z压紧骨架,第三方向z垂直于第一方向x和第二方向y构成的平面。
32.使用本实用新型所提供的骨架加工工装时,将骨架放置于焊接平台100上的放置部,由于第一方向固定限位卡具200和第一方向可调限位卡具300相对设置,并且第一方向可调限位卡具300能够与第一方向固定限位卡具200配合将骨架在第一方向x夹紧,第二方向固定限位卡具400和第二方向可调限位卡具500相对设置,并且第二方向可调限位卡具500能够与第二方向固定限位卡具400配合将骨架在第二方向y夹紧,同时,第一方向x和第二方向y之间的夹角大于0
°
且不超过90
°
,即第一方向x和第二方向y能够构成平面,因此,在第一方向固定限位卡具200与第一方向可调限位卡具300的配合和第二方向固定限位卡具400与第二方向可调限位卡具500的配合下,骨架能够在第一方向x和第二方向y构成的平面
内被固定;由于下压卡具600能够在第三方向z压紧骨架,第三方向z垂直于第一方向x和第二方向y构成的平面,因此,该骨架加工工装能够在第一方向x、第二方向y和第三方向z所构成的三维空间内将骨架固定;由于该骨架加工工装的第一方向可调限位卡具300在第一方向x上的位置能够调整,第二方向可调限位卡具500在第二方向y上的位置能够调整,当骨架规格发生变化时,只需要适应性的调整第一方向可调限位卡具300的位置和第二方向可调限位卡具500的位置即可,提高了骨架加工工装对骨架规格的适应性,使得该骨架加工工作具有通用性,减少了工装数量,降低了工装的制造成本,减轻了企业的投入成本。
33.需要说明的是,本实用新型对第一方向x和第二方向y之间的夹角不作具体限定,只要是能够满足使用要求的夹角均属于本实用新型保护范围内;优选地,如图1所示,本实用新型实施例所提供的第一方向x和第二方向y之间的夹角为90
°
,即第一方向x和第二方向y互相垂直。
34.另外,第一方向固定限位卡具200和第二方向固定限位卡具400可以是方形定位块、定位板或者定位块与定位板的组合等形式,只要是能够满足定位要求的形式均属于本实用新型保护范围内;优选地,本实用新型实施例所提供的第一方向固定限位卡具200和第二方向固定限位卡具400均采用限位块,具有较好的刚度。
35.并且,本实用新型对上述限位块的数量不作具体限定,实际应用中,可以根据骨架的外形尺寸适应性的调整限位块的数量,只要是能够满足使用要求的数量均属于本实用新型保护范围内;优选地,如图1所示,本实用新型实施例所提供的第一方向固定限位卡具200包括两个限位块,第二方向固定限位卡具400包括三个限位块。
36.此外,第一方向可调限位卡具300可以通过在焊接平台100上设置多组安装孔实现第一方向可调限位卡具300的位置调整,还可以通过在焊接平台100设置长条形的位置可调安装孔实现第一方向可调限位卡具300的位置调整,同样地,第二方向可调限位卡具500可以通过在焊接平台100上设置多组安装孔实现第二方向可调限位卡具500的位置调整,还可以通过在焊接平台100设置长条形的位置可调安装孔实现第二方向可调限位卡具500的位置调整,只要是能够满足使用要求的调整方式均属于本实用新型保护范围内;优选地,本实用新型实施例所提供的焊接平台100设有多组用于安装第一方向可调限位卡具300的第一方向可调限位安装孔和多组用于安装第二方向可调限位卡具500的第二方向可调限位安装孔,以便于根据不同规格尺寸的骨架调整第一方向可调限位卡具300和第二方向可调限位卡具500的安装位置,使该骨架加工工装能够适应多种规格尺寸的骨架。
37.进一步地,下压卡具600包括设置于放置部的第一侧与放置部的第二侧的固定下压卡具601和与固定下压卡具601相对设置的移动式下压卡具601,与放置部第一侧的固定下压卡具601相对设置的移动式下压卡具601在第一方向x上的位置能够调整,与放置部第二侧的固定下压卡具601相对设置的移动式下压卡具601在第二方向y上的位置能够调整,以便于通过移动式下压卡具601和固定下压卡具601将骨架的四周压紧,同时,由于与放置部第一侧的固定下压卡具601相对设置的移动式下压卡具601在第一方向x上的位置能够调整,与放置部第二侧的固定下压卡具601相对设置的移动式下压卡具601在第二方向y上的位置能够调整,因此,当骨架的规格尺寸发生变化时,适应性地调整与放置部第一侧的固定下压卡具601相对设置的移动式下压卡具601和与放置部第二侧的固定下压卡具601相对设置的移动式下压卡具601即可,增加了该骨架加工工装对多种骨架规格的适应性,提高了该
骨架加工工装的通用性。
38.上述移动式下压卡具601可以通过设置多组安装孔实现位置调整,也可以通过设置能够调整位置的安装孔或者安装槽实现,只要是能够满足使用要求的结构均属于本实用新型保护范围内;优选地,本实用新型实施例所提供的焊接平台100的放置部开设有用于安装移动式下压卡具601的安装槽,安装槽为长条形的燕尾槽,并且移动式下压卡具601能够在安装槽内滑动,以便于当骨架规格变化时,通过移动式下压卡具601在长条形的燕尾槽内的滑动调整移动式下压卡具601的安装位置。
39.另外,本实用新型所提供的骨架加工工装还包括用于对骨架的拐角部进行定位的角部固定卡具700和角部可移动卡具800,角部可移动卡具800与角部固定卡具700相对设置,以便于通过角部固定卡具700和角部可移动卡具800对骨架的定位,进一步提高该骨架加工工装的定位精度,并且角部可移动卡具800的位置能够调整,以适应多种规格的骨架。
40.上述角部可移动卡具800可以通过在焊接平台100的放置部上设置多组安装孔实现位置调整,也可以通过设置长条形或者异形的可调安装孔实现,只要是能够满足使用要求的结构均属于本实用新型保护范围内;优选地,本实用新型实施例所提供的焊接平台100的放置部设有多组用于安装角部可移动卡具800的角部卡具安装孔,以便于骨架规格变化时,通过将骨架安装在不同的角部卡具安装孔内实现角部可移动卡具800的位置调整。
41.进一步地,本实用新型所提供的骨架加工工装还包括设置于放置部的内部限位卡具900,内部限位卡具900能够与骨架的内部豁口相配合,以便于将骨架内部的横梁和纵梁的内部豁口插入到内部限位卡具900,确定骨架的相对位置,进一步提高该骨架加工工装的定位精度;并且内部限位卡具900的安装位置能够调整,以适应多种规格的骨架。
42.同样地,内部限位卡具900可以通过设置锁足安装孔实现位置调整,也可以通过设置长条形或者异形的可调安装孔实现位置调整,只要是能够满足使用要求的设置方式均属于本实用新型保护范围内;优选地,本实用新型实施例所提供的焊接平台100的放置部设有多组用于安装内部限位卡具900的内部限位安装孔,以便于通过将内部限位卡具900安装在不同的内部限位安装孔中,实现内部限位卡具900的位置调整。
43.此外,本实用新型还公开了一种自动化生产线,包括骨架自动焊接线和如上任意一项所述的骨架加工工装,骨架加工工装在骨架自动焊接线上的位置能够调整,以便于使骨架加工工装能够移动至骨架自动焊接线的不同位置,满足骨架的自动焊接需求,并且骨架自动焊接线包括能够焊接骨架的自动焊机,以便于通过自动化焊机对骨架进行自动焊接,提高生产效率,降低人工劳动量,同时提升焊接质量和产品外观质量。
44.上述骨架加工工作可以通过在骨架加工工作的焊接平台100底部设置滑槽、滚轮或者输送带等方式实现在骨架自动焊接线上的位置调整,只要是能够满足使用要求的方式均属于本实用新型保护范围内。
45.本实用新型的说明书和权利要求书及上述附图中的术语“第一”和“第二”等是用于区别不同的对象,而不是用于描述特定的顺序。此外术语“包括”和“具有”以及他们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有设定于已列出的步骤或单元,而是可包括没有列出的步骤或单元。
46.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定
义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。