1.本实用新型涉及机床部件,尤其涉及电解工具大端面的喷油嘴针阀体。
背景技术:
2.国内的工业上机床部件的应用领域,用于加工喷油嘴针阀体,特别是用于电解大端面带有环槽的喷油嘴针阀体,针阀体是大端面且有环槽,而且环槽尺寸小,钻进油孔的和加工环槽留下的毛刺,就很难去除。针阀体大端面环槽中若有毛刺,毛刺会随着燃油进入针阀偶件座面,或回流到针阀体中孔和针阀杆件径配合间隙,造成偶件卡死后,使喷油器不能正常工作,并且很不美观。目前,解决环槽中钻高压油道孔和加工环槽留下的毛刺,造成影响喷油器工作的问题,提高产品合格率,成为生产厂家研究的主要课题。
技术实现要素:
3.本实用新型的目的,就是提供一种设计合理,降低产品下机率,结构合理,改善产品外观,使用方便,符合国家环保要求的产品,提高生产效率,满足工业生产的需要,增加经济效率。
4.本实用新型的任务是这样完成的:一种电解喷油嘴偶件的环槽工装,由中间水流轴、铜极、电解帽、过渡套组成,纵向装配在机床上,电解帽和过渡套从周围包着铜极,过渡套小头端的外螺纹安装在机床上,过渡套开有通孔,铜极的中孔对着过渡套的通孔安装在上面,铜极通透的中孔内装有竖直的中间水流轴,中间水流轴一大半伸出在铜极上面,中间水流轴纵向的直孔通向上部横向的通流孔,铜极的顶部凹槽内装有调整垫和保护垫,护圈紧套着铜极的竖直部分安装,护圈外边围装着电解帽,电解帽的内螺纹把过渡套上边的大头端外螺纹配装在内,将铜极保护在内。中间水流轴是玻璃钢制成的竖直圆细件,下端通透的通流孔通向上部的横向通道,横向通道为水平均匀的六个分道孔,连在一起。铜极是凸字形的圆形铜制品,中心是贯通上下的中孔,铜极竖立的顶部上边设有凹形圆槽,中间放有保护垫和调整垫,铜极竖顶外边紧套着钢制的护圈,保护铜极。电解帽是玻璃钢制成的竖直圆形件,上端封闭带有圆孔,铜极的圆形上端,穿过电解帽的圆孔,下端座装在过渡套上面,电解帽下端带有内螺纹,把过渡套的大头端外螺纹配装在内。
5.按照上述方案进行实施,证明本实用新型的结构合理,使用方便,质量好,符合国家要求,提高了生产效率,满足了工业生产的需要,增加了经济效益,较好地达到了预期目的。
附图说明
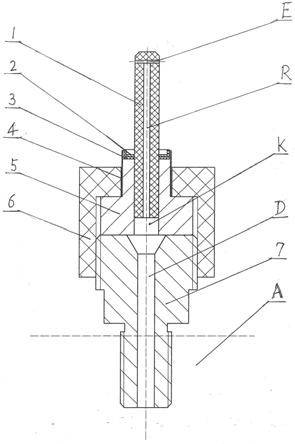
6.图1是本发明的整体正视图;
7.图2是中间水流轴1的示意图;
8.图3是图2的俯视图;
9.图4是铜极4的正视图,
10.图5是保护垫3的示意图。
11.图中,1—中间水流轴,2—调整垫,3—保护垫,4—铜极,5—护圈,6—电解帽,7—过渡套;a—机床,b—视向图,d—中孔,e—横向通道,k—通孔,t—细直孔,r—通流孔。
具体实施方式
12.下面结合附图,对本实用新型的具体实施方式作进一步说明。
13.参阅图1,本实用新型全景图,过渡套7下端带有外螺纹,装在机床a上,过渡套7上端带有外螺纹,中心开有中心孔,过渡套7上面装有铜极4,铜极4的中孔d内装有中间水流轴1,中间水流轴1大半伸出在上面,中间水流轴1中心带有通孔k,向上直到横向的通流孔r为止,中间流水轴1外边铜极4的顶部凹槽内装有调整垫2和保护垫3,铜极4的竖立的顶部以外套有护圈,外边装有电解帽6,电解帽6包着铜极4和过渡套7的外边,下端装在过渡套7上端的外螺纹上,把铜极4保护在内。
14.参阅图2、图3,中间流水轴1是由玻璃钢制成的平直圆细长件,顶部分为横向通道e,横向通道e是水平横向的流水孔,流水孔纵向通到中间流水轴1的底部。
15.参阅图4,铜极4是凸字形的铜制品,中间是贯通上下的中心孔,竖立的顶部上边有凹槽,其中放有保护垫3和调整垫2,铜极4的竖形立起部分的周围套着护圈5。
16.参阅图5,铜极4是凸字形的铜材制成品,中间是贯通上下的中心孔,竖立的顶上边有凹槽,其中放有保护垫3和调整垫2,铜极4的竖形立起部分周围套着护圈5。
17.本实用新型是一种电解喷油嘴偶件的环槽工装,由中间水流轴1、铜极4、电解帽6、过渡套7组成,纵向装配在机床a上,电解帽6和过渡套7从周围和下部包着铜极4,过渡套7小头端的外螺纹安装在机床a上,过渡套7开有通孔k,铜极4的中孔d对着通孔k安装在上面,铜极4通透的中孔d内装有竖直的中间水流轴1,中间水流轴1大半伸出在铜极4上面,中间水流轴1纵向的细直孔t通向上部横向的通流孔r,铜极4的顶部凹槽内装有调整垫2和保护垫3,护圈5紧套着铜极4的竖直部分安装,护圈5外边围装着电解帽6,电解帽6的内螺纹把过渡套7上边的大头端外螺纹配装在内,将铜极4保护在内。中间水流轴1是玻璃钢制成的竖直圆细件,通透的通流孔r顶着上部横向的横向通道e,横向通道e为水平均匀的六个分道孔,连在一起。铜极4是凸字形的圆形铜制品,中心是贯通上下的中孔d,铜极4竖立的顶部上边设有凹形圆槽。中间放有保护垫3和调整垫2,铜极4竖顶部分外边紧套着钢制的护圈5,保护铜极4。电解帽6是玻璃钢制成的竖直圆形件,上端封闭带有圆孔,铜极4的圆形上端穿过电解帽6的圆孔,下端座装在过渡套7上面,电解帽6带有内螺纹,与过渡套7大头端的外螺纹配装在一起。机床a与电解工装用过渡套7连接,针阀体装在电解工装上,机床a接通电源,水流通过工装的细直孔t流入环槽,铜极4通电,把毛刺去除干净。电解工装解决了环槽中钻高压油道孔和加工环槽留下的毛刺造成的影响喷油器工作的问题,提高了产品质量,保证了合格率。
18.本实用新型的结构合理,使用方便,解决了造成偶件卡死、喷油器不能正常工作及喷油器不合格的问题,符合国家要求,质量好,提高了生产效率,具有良好的经济价值和应用价值。
技术特征:
1.一种电解喷油嘴偶件的环槽工装,其特征在于由中间水流轴(1)、铜极(4)、电解帽(6)、过渡套(7)组成,纵向装配在机床(a)上,电解帽(6)和过渡套(7)从周围包着铜极(4),过渡套(7)小头端的外螺纹安装在机床(a)上,过渡套(7)开有通孔(k),铜极(4)的中孔(d)对着通孔(k)安装在上面,铜极(4)通透的中孔(d)内装有竖直的中间水流轴(1),中间水流轴(1)大半伸出在铜极(4)上面,中间水流轴(1)纵向的细直孔(t)通向上部横向的通流孔(r),铜极(4)的顶部凹槽内装有调整垫(2)和保护垫(3),护圈(5)紧套着铜极(4)的竖直部分安装,护圈(5)外边围装着电解帽(6),电解帽(6)的内螺纹与过渡套(7)大头端的外螺纹配装,将铜极(4)保护在内。2.根据权利要求1所述的电解喷油嘴偶件的环槽工装,其特征在于中间水流轴(1)是玻璃钢制成的竖直圆细件,下端通透的通流孔(r)直通上部的横向通道(e),横向通道(e)为水平连在一起的均匀的六个分道孔。3.根据权利要求1所述的电解喷油嘴偶件的环槽工装,其特征在于铜极(4)是凸字形的圆形铜制品,中心是贯通上下的中孔(d),铜极(4)竖立的顶部上边设有凹形圆槽,中间放有保护垫(3)和调整垫(2),铜极(4)竖顶外边紧套着护圈(5)。4.根据权利要求1所述的电解喷油嘴偶件的环槽工装,其特征在于电解帽(6)是玻璃钢制成的竖直圆形件,上端封闭带有圆孔,铜极(4)的圆形上端穿过电解帽(6)的圆孔,下端座装在过渡套(7)的上面,电解帽(6)的开口带有内螺纹,与过渡套(7)的外螺纹配装在一起。
技术总结
一种电解喷油嘴偶件的环槽工装,纵向装配在机床(A)上,过渡套(7)小头端的外螺纹安装在机床(A)上,过渡套(7)开有通孔,铜极(4)的中孔(D)内装着中间水流轴(1),中间水流轴(1)大半伸出在铜极(4)上面,纵向的细直孔(T)通向上部横向的通流孔(R),铜极(4)的顶部凹槽内装有调整垫(2)和保护垫(3),护圈(5)紧套着铜极(4)安装,护圈(5)外边围装着电解帽(6),电解帽(6)的内螺纹套着过渡套(7)大头端的外螺纹,将铜极(4)保护在内。本实用新型易于制作,解决了造成偶件卡死,喷油器不工作的问题,质量好,效率高。高。高。
技术研发人员:宓武芳 付红 李红心 蔡杰华
受保护的技术使用者:山东鑫亚工业股份有限公司
技术研发日:2021.08.31
技术公布日:2022/2/11