1.本实用新型涉及加工设备技术领域,特别是关于一种旋转方式的加工的数控车床。
背景技术:
2.如图1所述的一种圆盘阶梯型产品,在加工时不同的表面具有不一样的精度要求,该种产品的传统加工方式通常是使用cnc加工或者车床加工,采用cnc加工圆形零件,其加工时间长但效率低下;采用车床加工虽然比cnc加工的效率高,但是车床加工存在一定的局限性,需要几个特征分开加工,即单独加工不同的特征,因此其加工效率也不高。
技术实现要素:
3.有鉴于此,本实用新型为解决上述技术问题,提供一种旋转方式的加工的数控车床。
4.本实用新型的目的通过以下技术方案实现:
5.一种旋转方式的加工的数控车床,包括机座,所述机座上设有产品驱动机构、侧面加工机构以及端面加工机构;所述产品驱动机构用于驱动产品的旋转;所述侧面加工机构包括侧加工刀具、以及用于驱动所述侧加工刀具升降的第一驱动单元;所述端面加工机构包括粗加工刀具、精加工刀具和第二驱动单元,所述第二驱动单元用于驱动所述粗加工刀具和精加工刀具的水平移动,使所述粗加工刀具或者精加工刀具靠近或远离产品。
6.进一步的,所述侧加工刀具包括固定块、以及设于所述固定块上且可调节的第一侧刀头和第二侧刀头。
7.进一步的,所述第一驱动单元包括安装架、设于所述安装架上的第一气缸、以及与所述第一气缸的输出端连接的定位板,所述固定块设于所述定位板上。
8.进一步的,所述安装架上设有第一滑轨,所述定位板上设有与所述第一滑轨相配合的第一滑块。
9.进一步的,所述粗加工刀具包括两块上下对称设置的第一连接块,两块所述第一连接块上均设有第一刀粒。
10.进一步的,所述精加工刀具包括两块上下对称设置的第二连接块、以及用于调整两块所述第二连接块间距的调节件,两块所述第二连接块上均设有第二刀粒。
11.进一步的,所述第二驱动单元包括第二气缸、以及与所述第二气缸的输出端连接的移动板,所述移动板与所述机座滑动连接,所述粗加工刀具和精加工刀具均设于所述移动板上。
12.进一步的,所述机座上设有第二滑轨,所述移动板上设有与所述第二滑轨相配合的第二滑块。
13.进一步的,所述产品驱动机构包括转轴、以及用于驱动所述转轴旋转的电机,所述产品放置于所述转轴的上端。
14.进一步的,所述转轴插设有拉杆,所述拉杆的上端设有限位压块,所述拉杆的下端与第三气缸连接。
15.本实用新型相较于现有技术的有益效果是:
16.本实用新型的数控车床,通过产品驱动机构固定待加工产品,并驱动产品的旋转,通过侧加工刀具切削产品的侧面,通过粗加工刀具和精加工刀具先后切削产品的端面,从而实现对产品不同表面的加工,本实用新型将产品不同表面的加工机构集成在一台设备上,在进行产品不同表面的加工时不需要拆卸以重新调整和安装产品,从而缩短了产品加工工序,减少了产品的调整次数,提高了产品的加工效率和加工质量。
附图说明
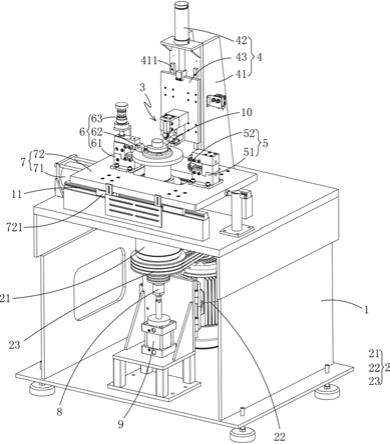
17.图1为本实用新型实施例的整体结构示意图。
18.图2为本实用新型实施例的侧面加工机构的结构示意图。
19.图3为本实用新型实施例的端面加工机构的结构示意图。
20.附图标记:1-机座;11-第二滑轨;2-产品驱动机构;21-转轴;22-电机;23-皮带;3-侧加工刀具;31-固定块;32-第一侧刀头;33-第二侧刀头;4-第一驱动单元;41-安装架;411-第一滑轨;42-第一气缸;43-定位板;431-第一滑块;5-粗加工刀具;51-第一连接块;52-第一刀粒;6-精加工刀具;61-第二连接块;62-第二刀粒;63-调节件;7-第二驱动单元;71-第二气缸;72-移动板;721-第二滑块;722-避位槽;8-拉杆;9-第三气缸;10-限位压块。
具体实施方式
21.为了便于本领域技术人员理解,下面将结合具体实施例及附图对本实用新型作进一步详细描述。
22.请参考图1-图3,本实用新型一较佳实施例为。
23.一种旋转方式的加工的数控车床,包括机座1,机座1上设有产品驱动机构2、侧面加工机构以及端面加工机构;产品驱动机构2用于驱动产品的旋转;侧面加工机构包括侧加工刀具3、以及用于驱动侧加工刀具3升降的第一驱动单元4;端面加工机构包括粗加工刀具5、精加工刀具6和第二驱动单元7,第二驱动单元7用于驱动粗加工刀具5和精加工刀具6的水平移动,使粗加工刀具5或者精加工刀具6靠近或远离产品。本实施例通过产品驱动机构2固定待加工产品,并驱动产品的旋转,通过侧加工刀具3切削产品的侧面,通过粗加工刀具5和精加工刀具6先后切削产品的端面,从而实现对产品不同表面的加工;传统的加工车床,在加工完产品的其中一个面后,需要拆卸产品并调整产品的位置以便于加工其它面,本实施例将产品不同表面的加工机构集成在一台设备上,在进行产品不同表面的加工时不需要拆卸以重新调整和安装产品,从而缩短了产品加工工序,减少了产品的调整次数,提高了产品的加工效率和加工质量。
24.在本实施例中,侧加工刀具3包括固定块31、以及设于固定块31上且可调节的第一侧刀头32和第二侧刀头33。其中,第一侧刀头32和第二侧刀头33分别用于加工产品的两个阶梯面,可根据实际需求调整刀头的数量和位置。第一侧刀头32和第二侧到头均通过螺钉固定在固定块31上,松开螺钉时,即可调整第一侧刀头32和第二侧刀头33的位置,使得加工后的产品尺寸在规格内。
25.侧加工刀具3在第一驱动单元4的驱动下升降,以靠近或远离产品。第一驱动单元4包括安装架41、设于安装架41上的第一气缸42、以及与第一气缸42的输出端连接的定位板43,固定块31设于定位板43上。安装架41竖直设置在机座1上,第一气缸42固定在安装架41的顶部,第一气缸42通过驱动定位板43的升降以带动侧加工刀具3的升降。其中,安装架41上设有第一滑轨411,定位板43上设有与第一滑轨411相配合的第一滑块431。本实施例的第一滑轨411为平行间隔设置的两条,第一滑块431也为对应设置的多个,两条第一滑轨411可以有效提高定位板43移动的稳定性和精确性。
26.在本实施例中,粗加工刀具5包括两块上下对称设置的第一连接块51,两块第一连接块51上均设有第一刀粒52。两个第一刀粒52可通过螺钉固定在对应的两块第一连接块51上,且二者的位置均可调整,在进行粗加工时,两个第一刀粒52同时与产品的上下两个端面接触以切削产品。
27.精加工刀具6包括两块上下对称设置的第二连接块61、以及用于调整两块第二连接块61间距的调节件63,两块第二连接块61上均设有第二刀粒62。第二刀粒62的结构与安装方式与第一刀粒52一致,精加工刀具6与粗加工刀具5的不同之处在于,精加工刀具6增设了调节件63,调节件63可以是千分度的调节尺,可以进行精密的微调,调节件63用于调整两块第二连接块61之间的距离,以便于实现产品的精加工。
28.粗加工刀具5和精加工刀具6相对设置,并在第二驱动单元7的带动下分别与产品接触。具体的,第二驱动单元7包括第二气缸71、以及与第二气缸71的输出端连接的移动板72,移动板72与机座1滑动连接,粗加工刀具5和精加工刀具6均设于移动板72上。粗加工刀具5和精加工刀具6相对间隔设置于移动板72上,第二气缸71在带动移动板72移动时,可以使粗加工刀具5或者精加工刀具6分别与产品接触,即产品在粗加工时,仅粗加工刀具5与产品接触,在产品需要精加工时,仅精加工刀具6与产品接触。另外,机座1上设有第二滑轨11,移动板72上设有与第二滑轨11相配合的第二滑块721。本实施例的第二滑轨11为平行间隔设置的两条,第二滑块721也为对应设置的多个,两条第二滑轨11可以有效提高移动板72移动的稳定性和精确性。
29.在本实施例中,产品驱动机构2包括转轴21、以及用于驱动转轴21旋转的电机22,产品放置于转轴21的上端。其中,转轴21与机座1转动连接,电机22的输出端与转轴21之间通过皮带23连接,即可在转轴21和电机22的输出端分别设置带轮,通过皮带23的联动使得电机22可以驱动转轴21持续旋转,以保证产品的旋转。另外,转轴21插设有拉杆8,拉杆8的上端设有限位压块10,拉杆8的下端与第三气缸9连接。拉杆8可相对于转轴21上下移动,第三气缸9用于驱动拉杆8的升降,拉杆8的上端穿过转轴21且设有限位压块10,可以锁紧产品避免产品产生晃动或者偏移。需要说明的是,本实施例移动板72上设有避位槽722,转轴21穿过避位槽722,以便于移动板72的转动。
30.在本实用新型的描述中,需要理解的是,术语诸如
ꢀ“
上”、“下”、“前”、“后”、
ꢀ“
左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
31.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性
或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上, 除非另有明确具体的限定。
32.虽然对本实用新型的描述是结合以上具体实施例进行的,但是,熟悉本技术领域的人员能够根据上述的内容进行许多替换、修改和变化、是显而易见的。因此,所有这样的替代、改进和变化都包括在附后的权利要求的精神和范围内。