1.本实用新型涉及实木集成板的技术领域,具体是一种端面呈榫卯镶嵌结构的实木集成板材。
背景技术:
2.桉树是一种速生材,在中国南部尤其是广西引种得特别多,仅广西省桉树种植面积就达3000万亩。桉木坚韧耐久,可供枕木、矿柱、桥梁、建筑、浆粕和人造板等用料;桉木一般是砍伐后放置一段时间,等待桉木干燥到一定程度,然后进行后续加工;大多数的桉木原木通过旋切成各种规格桉木单板,然后再用于制造胶合板等人造板材,全国桉木胶合板年产量估计3000万m3。
3.由于桉树是制造胶合板的优良材料,绝大部分尾径6cm以上的木材均用于旋切单板来制造胶合板,木材经旋切单板后,剩余废弃直径20
‑
30mm的木芯约600万吨/年, 而作为桉木种植区域的广西桉木加工后的桉木芯条的量很大。目前,这些废弃木芯大多是当做柴火烧,少部分是用来制作农具手柄、扫把杆等,价值底,资源极度浪费。
4.由于桉木芯条的密度大、强度高、稳定性好,有些木材加工企业将桉木芯条经干燥处理后加工成集成材,做到小材大用,实现劣材优用。
5.经研究发现,在生产时如果采用的方式/方法不当,生产得到的桉木芯条集成板密实度低,不能满足产品对密实度要求较高的工艺要求。
技术实现要素:
6.本实用新型的目的是提供一种端面呈榫卯镶嵌结构的实木集成板材,本实木集成板是通过由多段榫卯形集成板方块采用梳齿齿接而成的多条榫卯形集成板条榫卯拼接而成,榫卯形集成板方块由多根小方条榫卯拼接而成,其制成的产品更密实。
7.为了实现本实用新型的目的,所采取的技术方案为:
8.一种端面呈榫卯镶嵌结构的实木集成板材,其包括榫卯形集成板条,所述的榫卯形集成板条的长度由多段榫卯形集成板方块,经端面梳齿再在齿面涂抹胶粘剂后齿接接长而得;所述的榫卯形集成板方块的宽度是根据生产工艺需要由多根小方条经在其卯槽或榫凸面涂抹胶粘剂后榫卯镶嵌拼宽后裁断而得,即一根小方条的榫凸插入到另一根小方条的卯槽内;所述的小方条的宽度方向的一侧设置有卯槽,对应的另一侧设置有榫凸,卯槽和榫凸结构匹配;实木集成板材的宽度根据需求由多条榫卯形集成板条经在榫卯形集成板条的卯槽或榫凸面涂抹胶粘剂后榫卯镶嵌拼宽而得。实木集成板材的宽度和长度可以根据需求进行分段式拼接,即先将小方条榫卯镶嵌拼接成一定宽度的榫卯形集成板方块,并裁平端头,然后在榫卯形集成板方块端头梳齿采用齿接接长得到一定长度的榫卯形集成板条,再根据实木集成板材的宽度需求由多条榫卯形集成板条榫卯镶嵌拼宽而得,根据实木集成板材的长度需求由多条榫卯形集成板条齿接接长而得。
9.进一步优选的:所述的榫卯形集成板条在拼接实木集成板材的宽度时,齿接缝错
缝拼接,即相邻的两条榫卯形集成板条的齿接缝错开,不在同一条直线上。在实木集成板材的强度要求不高时,也可不错缝拼接。
10.进一步优选的:所述的小方条是由桉木旋切单板后剩余的桉木芯条加工而成,桉木芯条的直径一般为20
‑
30mm,桉木芯条需要放到自然环境中晾晒180天以内,最好是100
‑
180天之间,挑选合格的桉木芯条,要求头尾开裂长度不超过15厘米、不发霉、颜色相近且含水率低于18%。经研究发现,桉木芯条的内部应力较大,如果不经过自然环境长时间的晾晒,只是经过短时间的晾晒后烘干,无法消除桉木芯条的大部分内部应力,用不经过自然环境长时间的晾晒的桉木芯条加工成板材,容易出现曲翘变形;经过自然环境长时间的晾晒能很好的消除应力,减少出现曲翘变形。将挑选合格的桉木芯条按尺寸要求加工成小方条,要求小方条的高度尺寸≤宽度尺寸,且宽度尺寸是在高度尺寸的1.5倍以内。
11.上述的实木集成板材可以作为门板、桌板以及其它家具生产用板,也可以作为雕刻用板。
12.本端面呈榫卯镶嵌结构的实木集成板材的优点:
13.1、本实木集成板是通过由多段榫卯形集成板方块采用梳齿齿接而成的多条榫卯形集成板条榫卯拼接而成,榫卯形集成板方块由多根小方条榫卯拼接而成,其制成的产品更密实。
14.2、本集成板采用的桉木芯条放到自然环境中晾晒180天以内,挑选合格的桉木芯条,要求头尾开裂长度不超过15厘米、不发霉、颜色相近且含水率为13
‑
18%,减小了桉木芯条大部分内部应力,减少制成实木集成板材后出现曲翘变形。
15.3、由于本实木集成板材的拼接结构原因,需将采用的小方条按高度尺寸≤宽度尺寸要求加工成小方条,且宽度尺寸是在高度尺寸的1.5倍以内,小方条的宽度方向两侧分别设置有用于拼接的榫卯结构,在拼接定型后减少板材的变形量,有助于保证产品质量。
附图说明
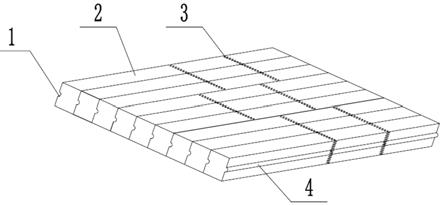
16.图1为本端面呈榫卯镶嵌结构的实木集成板材的结构示意图;
17.图2为榫卯形集成板条的结构示意图;
18.图3为小方条的结构示意图;
19.图中的序号对应的名称为:
20.1、卯槽,2、小方条,3、梳齿,4、榫凸。
具体实施方式
21.为了使本技术的技术方案和优点更加清楚,下面结合实施例,对本技术方案进行清楚、完整地描述。
22.实施例1
23.一种端面呈榫卯镶嵌结构的实木集成板材,其包括榫卯形集成板条,所述的榫卯形集成板条的长度由多段榫卯形集成板方块,经端面梳齿再在齿面涂抹胶粘剂后齿接接长而得;所述的榫卯形集成板方块的宽度是根据生产工艺需要由多根小方条2经在其卯槽1或榫凸4面涂抹胶粘剂后榫卯镶嵌拼宽后裁断而得,即一根小方条的榫凸插入到另一根小方条的卯槽内;所述的小方条2的宽度方向的一侧设置有卯槽1,对应的另一侧设置有榫凸4,
卯槽1和榫凸4结构匹配;实木集成板材的宽度根据需求由多条榫卯形集成板条经在榫卯形集成板条的卯槽1或榫凸4面涂抹胶粘剂后榫卯镶嵌拼宽而得。实木集成板材的宽度和长度可以根据需求进行分段式拼接,即先将小方条2榫卯镶嵌拼接成一定宽度的榫卯形集成板方块,并裁平端头,然后再榫卯形集成板方块端头梳齿采用齿接接长得到一定长度的榫卯形集成板条,再根据实木集成板材的宽度需求由多条榫卯形集成板条榫卯镶嵌拼宽而得,根据实木集成板材的需求由多条榫卯形集成板条齿接接长而得。
24.实施例2
25.一种端面呈榫卯镶嵌结构的实木集成板材,其包括榫卯形集成板条,所述的榫卯形集成板条的长度由多段榫卯形集成板方块,经端面梳齿再在齿面涂抹胶粘剂后齿接接长而得;所述的榫卯形集成板方块的宽度是根据生产工艺需要由多根小方条2经在其卯槽1或榫凸4面涂抹胶粘剂后榫卯镶嵌拼宽后裁断而得,即一根小方条的榫凸插入到另一根小方条的卯槽内;所述的小方条2是由桉木芯条加工而成,小方条2的高度尺寸≤宽度尺寸,且宽度尺寸是在高度尺寸的1.5倍以内,小方条2的宽度方向的一侧设置有卯槽1,对应的另一侧设置有榫凸4,卯槽1和榫凸4结构匹配;实木集成板材的宽度根据需求由多条榫卯形集成板条经在榫卯形集成板条的卯槽1或榫凸4面涂抹胶粘剂后榫卯镶嵌拼宽而得。实木集成板材的宽度和长度可以根据需求进行分段式拼接,即先将小方条2榫卯镶嵌拼接成一定宽度的榫卯形集成板方块,并裁平端头,然后再榫卯形集成板方块端头梳齿采用齿接接长得到一定长度的榫卯形集成板条,再根据实木集成板材的宽度需求由多条榫卯形集成板条榫卯镶嵌拼宽而得,根据实木集成板材的需求由多条榫卯形集成板条齿接接长而得。榫卯形集成板条在拼接实木集成板材的宽度时,齿接缝错缝拼接,即相邻的两条榫卯形集成板条的齿接缝错开,不在同一条直线上。
26.在工业化生产时,在放到自然环境中晾晒180天以内最好是100
‑
180天之间的桉木芯条中挑选合格的桉木芯条,要求头尾开裂长度不超过15厘米、不发霉、颜色相近且含水率低于18%。按尺寸要求加工成小方条2,要求小方条2的高度尺寸≤宽度尺寸,且宽度尺寸是在高度尺寸的1.5倍以内。在小方条2的侧面涂抹胶粘剂后,将一根小方条2的榫凸4插入到另一根小方条2的卯槽1内,按板材的拼接工艺榫卯连接到一定宽度后,锯割呈一定长度的榫卯形集成板方块,然后将榫卯形集成板方块的端头加工梳齿3,按板材的齿接工艺将一个榫卯形集成板方块的梳齿3与另一个榫卯形集成板方块的梳齿3涂抹胶粘剂后齿接,得到一定长度的榫卯形集成板条,将榫卯形集成板条修整后,在榫卯形集成板条的侧面的卯槽1或榫凸4涂抹胶粘剂后,将一块榫卯形集成板条侧面的小方条2的榫凸4插入到另一块榫卯形集成板条的小方条2的卯槽1内,且保证相邻的榫卯形集成板条上的齿接缝不在同一条直线上;按板材的拼接工艺榫卯连接到一定宽度后,裁剪得到集成板材,其端面呈现榫卯镶嵌结构,经过养生及检验合格后方可打包出库或用于生产门板、桌板以及其它家具,也可以作为雕刻用板。
27.上述说明并非是对本技术的限制,本技术也并不限于上述实例,本技术领域的普通技术人员,在本技术的实质范围内,作出的变化、改型、添加或替换,都应属于本技术的保护范围。