1.本实用新型涉及一种板材粗加工预铣刀。
背景技术:
2.在定制化家居所使用板材的加工过程中,一些板材需要在侧面进行铣加工,然后进行封边作业,由于初步切割成型的板材边缘往往存在毛刺、不平整的情况,所以在进入封边前一般都会进行预铣,使侧面达到平直且平整的状态。
3.板材加工时由于其材质原因,通常容易对刀具产生较大磨损,也会影响切削的效率和刀具的使用寿命,目前传统的板材加工的预铣刀,其刀具前角一般在10
°
,这种前角在刀具使用时,尤其在板材加工时,进给时对刀具的反作用力较大,这种反作用力会产生震刀现象,进而加剧铣刀的磨损。
技术实现要素:
4.本实用新型要解决的技术问题是:为了解决现有技术中预铣刀前角角度设计不合理引起的铣刀使用寿命短的技术问题,提供一种板材粗加工预铣刀,它改变了铣刀前角的角度,增加排屑设计,从而大大提高了预铣刀的切削效率和使用寿命。
5.本实用新型提供一种板材粗加工预铣刀,包括铣刀本体,所述铣刀本体呈盘型,所述铣刀本体的周壁上均布有主刀刃组和侧刀刃,所述主刀刃组和侧刀刃相互间隔设置,所述主刀刃组是由四个主刀刃呈四边形布置组成,所述主刀刃和侧刀刃的前角处均设置有排屑槽,所述主刀刃和侧刀刃的前角为6
°‑7°
。通过改变前角的角度,将之设置在6
‑7°
范围,可以增加刀刃的韧性,增加使用寿命,同时排屑槽是为了及时排屑,也可以进一步地加强刀刃的强度,而作为主刀刃组的四个主刀刃,其四边形的布置,可以形成有效的加工板材,使得板材预铣更容易,同时这种方式将铣削时更均匀的分布于各个刀刃,从而进一步地加强刀具使用寿命。
6.进一步地,所述前角的边线与所述排屑槽的边线为平滑过渡连接。这样可以使得排屑更为顺畅,快速将铣削完的碎屑排出。
7.进一步地,为了便于板材的铣削,使得板材更为平整,所述主刀刃组和侧刀刃的刀刃设置方向为相反。
8.作为优选,所述主刀刃组的刀刃方向为向左倾斜,所述侧刀刃的刀刃方向为向右倾斜。
9.本实用新型的有益效果是,本实用新型采用更小角度的刀刃,同时合理地布置主刀刃和侧刀刃,可以增加切削效率,增加了刀具的使用寿命。
附图说明
10.下面结合附图和实施例对本实用新型进一步说明。
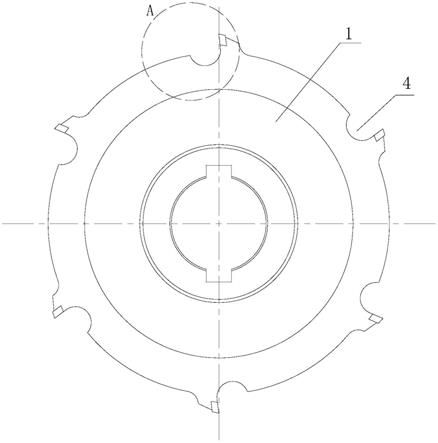
11.图1是本实用新型的预铣刀结构示意图;
12.图2是图1的a处放大图;其中α代表前角;
13.图3是本实用新型的预铣刀展开状态图。
14.图中:1、铣刀本体,2、侧刀刃,3、主刀刃,4、排屑槽。
具体实施方式
15.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
16.本实施例中的预铣刀,参见图1和图2,包括铣刀本体1,所述铣刀本体1呈盘型,所述铣刀本体1的周壁上均布有主刀刃组和侧刀刃2,所述主刀刃组和侧刀刃2相互间隔设置,所述主刀刃组和侧刀刃2的刀刃设置方向为相反,所述主刀刃组的刀刃方向为向左倾斜,所述侧刀刃2的刀刃方向为向右倾斜,所述主刀刃组是由四个主刀刃3呈四边形布置组成,所述主刀刃3和侧刀刃2的前角处均设置有排屑槽4,所述前角的边线与所述排屑槽4的边线为平滑过渡连接。所述主刀刃3和侧刀刃2的前角为7
°
。
17.采用这种结构的预铣刀,在板材铣削时,可以增加切削效率,增加了刀具的使用寿命。
18.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种板材粗加工预铣刀,其特征在于:包括铣刀本体(1),所述铣刀本体(1)呈盘型,所述铣刀本体(1)的周壁上均布有主刀刃组和侧刀刃(2),所述主刀刃组和侧刀刃(2)相互间隔设置,所述主刀刃组是由四个主刀刃(3)呈四边形布置组成,所述主刀刃(3)和侧刀刃(2)的前角处均设置有排屑槽(4),所述主刀刃(3)和侧刀刃(2)的前角为6
°‑7°
。2.根据权利要求1所述的板材粗加工预铣刀,其特征在于:所述前角的边线与所述排屑槽(4)的边线为平滑过渡连接。3.根据权利要求1所述的板材粗加工预铣刀,其特征在于:所述主刀刃组和侧刀刃(2)的刀刃设置方向为相反。4.根据权利要求3所述的板材粗加工预铣刀,其特征在于:所述主刀刃组的刀刃方向为向左倾斜,所述侧刀刃(2)的刀刃方向为向右倾斜。
技术总结
本实用新型涉及一种板材粗加工预铣刀,包括铣刀本体,所述铣刀本体呈盘型,所述铣刀本体的周壁上均布有主刀刃组和侧刀刃,所述主刀刃组和侧刀刃相互间隔设置,所述主刀刃组是由四个主刀刃呈四边形布置组成,所述主刀刃和侧刀刃的前角处均设置有排屑槽,所述主刀刃和侧刀刃的前角为6
技术研发人员:陈方贵 陈芳清
受保护的技术使用者:江苏松普智能装备科技有限公司
技术研发日:2020.12.31
技术公布日:2021/12/30