1.本实用新型涉及木工机械设备技术领域,具体涉及一种板材开口机。
背景技术:
2.目前,板材是家具、隔断等多种产品的原材料,对板材进行开口是板材的一种加工方式,现有技术中,还没有专门用于对板材进行开口的设备。
技术实现要素:
3.本实用新型针对上述问题,提供了一种板材开口机,可以对板材进行开口加工,且具有开口质量高的优点。
4.本实用新型解决技术问题的技术方案为:
5.一种板材开口机,包括机座、切割装置、压料装置,所述的切割装置包括切割刀和驱动切割刀转动的电机,所述的机座上设置有台面,所述的切割装置沿上下方向滑动设置于机座上,所述的机座上设置有切割直线驱动装置驱动所述的切割装置上下滑动,所述的台面上设置有仿形板,所述的切割刀设置于仿形板的下方,所述的压料装置包括压料直线驱动装置和压料板,所述的压料直线驱动装置驱动所述的压料板上下滑动。
6.进一步地,所述的台面上设置有与仿形板相匹配的缺口,所述的仿形板可拆卸地安装于台面的缺口处。
7.进一步地,所述的台面上设置有挡板,所述的挡板长度方向沿左右方向设置,且所述的挡板的前后位置可调。
8.进一步地,所述的挡板沿前后方向滑动设置于台面上,所述的挡板连接有前后直线驱动装置,所述的前后直线驱动装置驱动所述的挡板前后滑动。
9.进一步地,所述的挡板上设置有靠板,所述的靠板沿左右方向滑动设置于挡板上,且所述的挡板上设置有沿左右方向设置的刻度。
10.进一步地,所述的压料装置上设置有压料传感器,所述的压料传感器检测压料板的高度。
11.进一步地,所述的压料装置上安装有厚度传感器,所述的厚度传感器与压料板的相对高度保持不变,所述的切割装置上设置有厚度感应件,所述的厚度感应件为厚度传感器的触发件,所述的机座上安装有复位传感器,所述的切割装置上设置有复位感应件,所述的复位感应件为复位传感器的触发件。
12.一种板材开口机的使用方法,包括板材开口机,所述的仿形板的初始状态为整体板,在首次加工时,安装好加工所用的切割刀后运行一次切割,使切割刀在所述的仿形板上切割出仿形口。
13.一种板材开口机的控制方法,包括板材开口机,检测切割装置的上升高度,检测切割装置上升至相对于压料板的高度差达到设定的高度差后控制切割装置停止上升并开始下降。
14.进一步地,检测切割装置正在下降且下降的高度到达预设的高度后,切割装置停止下降。
15.实用新型内容中提供的效果仅仅是实施例的效果,而不是实用新型所有的全部效果,上述技术方案中的一个技术方案具有如下优点或有益效果:
16.1、本实用新型通过压料装置将板材压在台面上,通过切割装置上下移动在板材上切割出一个开口,从而完成对板材的开口加工,且通过设置仿形板,可在第一次使用时通过切割装置的切割刀将仿形板切割出与板材的开口相同的开口,若按照常规思维,直接在生产的台面上开出缺口,为防止切割刀碰到台面,因此台面上的缺口要大于板材切割的开口,在这种状态下加工,板材与台面的贴合度不高而造成的切割时板材不够稳定而导致切割的板材的开口具有毛刺,本实用新型通过仿形板切割的开口与板材切割开口的重合度非常高而解决了毛刺问题,提高了生产质量。
17.2、本实用新型通过仿形板可拆卸地安装于台面上,可以再仿形板磨损过多或损坏后更换新的仿形板,或者在调整切割开口的大小后更换新的仿形板,以提高加工效果。
18.3、本实用新型通过加工时将板材的前端靠在挡板上,挡板可以作为板材的基准,并且通过调整挡板的前后位置来调整板材与切割刀的前后位置关系,从而控制切割的开口的前后宽度。
19.4、本实用新型通过加工时将板材的右端或左端靠在靠板上,靠板作为板材的左右位置的基准,可以通过调整靠板的左右位置来调节板材与切割刀的左右位置关系,且通过刻度可实现精准调节。
20.5、本实用新型通过压料传感器可以检测到压料板是为压下状态还是松开状态,从而为设备做出下一步指令发出信号,通过厚度传感器与压料板的相对高度保持不变,即厚度传感器的高度随板材的厚度的增大而增高,再通过厚度传感器检测的高度来控制切割装置上升的高度,从而实现了切割装置的切割上升高度随板材的厚度的增大而增高,提高了工作效率。
附图说明
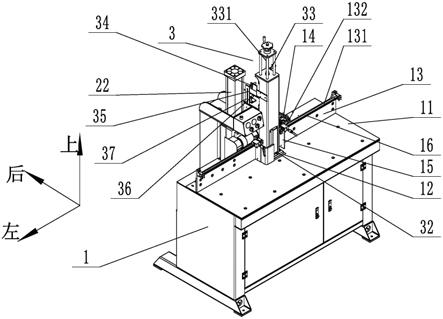
21.图1为本实用新型的前侧视角的立体结构示意图;
22.图2为本实用新型后侧视角的立体结构示意图;
23.图3为压料板抬起状态下的局部结构示意图;
24.图4为隐藏遮挡部件后的切割装置的立体结构示意图;
25.图5为仿形板切割前后状态的俯视结构示意图;
26.图中,机座1,台面11,仿形板12,挡板13,光轴131,滑块132,前后直线驱动装置14,靠板15,刻度16,切割刀2,电机21,切割直线驱动装置 22,压料装置3,压料直线驱动装置31,压料板32,压料传感器33,压料感应件331,厚度传感器34,厚度感应件35,复位传感器36,复位感应件37。
具体实施方式
27.为了能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本实用新型进行详细阐述。下文的公开提供了许多不同的实施例或例子用来实现本实用新型
的不同结构。为了简化本实用新型的公开,下文中对特定例子的部件和设置进行描述。此外,本实用新型可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施例和/或设置之间的关系。应当注意,在附图中所图示的部件不一定按比例绘制。本实用新型省略了对公知组件和处理技术及工艺的描述以避免不必要地限制本实用新型。
28.一种板材开口机,包括机座1、切割装置、压料装置3,所述的切割装置包括切割刀2和驱动切割刀2转动的电机21,所述的机座1上设置有台面11,所述的切割装置沿上下方向滑动设置于机座1上,具体的,所述的滑动的方式为切割装置通过滑轨滑块的方式滑动安装于机座上,或者通过光轴、轴承配合的方式滑动连接,所述的机座1上设置有切割直线驱动装置22驱动所述的切割装置上下滑动,具体的,所述的切割直线驱动装置22为气缸、液压缸、丝杆螺母副或电动伸缩杆等,所述的台面11上设置有仿形板12,具体的,所述的仿形板 12为一整体板,所述的台面11上设置有与仿形板12相匹配的缺口,所述的仿形板12可拆卸地安装于台面11的缺口处,具体的可拆卸安装的方式为螺栓安装、卡扣安装或其他常规技术中的可拆卸安装方式,所述的切割刀2设置于仿形板12的下方,所述的切割刀从下往上移动的过程中可以对仿形板进行切割并穿过仿形板,所述的压料装置3包括压料直线驱动装置31和压料板32,所述的压料直线驱动装置31驱动所述的压料板32上下滑动,具体的,所述的压料直线驱动装置31为气缸、液压缸、丝杆螺母副或电动伸缩杆等,具体的,所述的压料直线驱动装置与台面相对固定安装,压料直线驱动装置的活塞杆通过连接板与压料板连接。
29.进一步地,所述的台面11上设置有挡板13,所述的挡板13长度方向沿左右方向设置,且所述的挡板13的前后位置可调,具体的,所述的挡板的侧边设置有第二刻度,通过该第二刻度可观察挡板前后调节的尺寸,从而更加精准地调整挡板的前后位置,挡板的前后位置可调的安装方式包括,挡板通过长条孔与螺栓配合的方式安装于台面上,通过松动螺栓后调整当班的额前后位置,另一种实施方式,所述的挡板通过滑轨、滑块等方式滑动设置在台面上,所述的挡板13沿前后方向滑动设置于台面11上,所述的挡板13连接有前后直线驱动装置14,所述的前后直线驱动装置14驱动所述的挡板13前后滑动,所述的前后直线驱动装置14为气缸、液压缸、丝杆螺母副或电动伸缩杆等。
30.进一步地,所述的挡板13上设置有靠板15,所述的靠板15沿左右方向滑动设置于挡板13上,具体的,所述的挡板13上安装有一个长度方向沿左右设置的光轴131,所述的靠板15与一可锁的滑块132连接,所述的滑块132滑动设置在光轴131上,作为另外的滑动设置的实施方式,如滑轨滑块配合实现滑动连接,且所述的挡板13上设置有沿左右方向设置的刻度16,具体的,所述的刻度16设置在光轴131上。
31.所述的压料装置3上设置有压料传感器33,所述的压料传感器33检测压料板32的高度,具体的所述的压料传感器33为接近开关、红外线传感器或接触传感器等,附图中的为实施例为接近开关,如图所示,所述的压料传感器设置于压料装置3上,还设置有压料感应件331作为压料传感器33的触发件,所述的压料感应件331与台面的高度保持不变,所述的压料传感器33随压料装置 3上下移动,若所述的压料传感器33检测不到压料感应件331后即判断为压料装置3为下压状态,若所述的压料传感器33检测到压料感应件331即判断为压料装置3为抬起松开状态,且所述的压料感应件331在台面上的高度为可调的。
32.所述的压料装置3上安装有厚度传感器34,厚度传感器34可以为接近开关、红外线传感器或接触传感器等,本实施例中,所述的厚度传感器34为接近开关,所述的厚度传感器34与压料板32的相对高度保持不变,本实施例中厚度传感器34安装于压料装置3上且随压料板32上下移动,所述的切割装置上设置有厚度感应件35,所述的厚度感应件35为厚度传感器34的触发件,通过厚度传感器与压料板32的相对高度保持不变,即厚度传感器的高度随板材的厚度的增大而增高,再通过厚度传感器检测的高度来控制切割装置上升的高度,从而实现了切割装置的切割上升高度随板材的厚度的增大而增高,提高了工作效率。所述的机座1上安装有复位传感器36,复位传感器36可以为接近开关、红外线传感器或接触传感器等,本实施例中,所述的复位传感器36为接近开关,所述的切割装置上设置有复位感应件37,所述的复位感应件37为复位传感器36的触发件,当所述的切割装置上的复位感应件37下降到复位传感器36检测不到复位感应件37后表明已下降到最低高度,切割装置停止下降,所述的复位感应件37、厚度感应件35、压料感应件331可以为一个单独的工件,也可以为装置中的一部分作为感应触发使用,本实施例中,所述的复位感应件37与厚度感应件35为同一个工件,当该工件上升至厚度传感器34检测到该工件后切割装置停止上升,当该工件下降至复位传感器36检测不到该工件后停止下降。
33.一种板材开口机的使用方法,包括板材开口机,所述的仿形板12的初始状态为整体板,在首次加工时,安装好加工所用的切割刀后运行一次切割,使切割刀在所述的仿形板12上切割出仿形口。
34.一种板材开口机的控制方法,包括板材开口机,检测切割装置的上升高度,检测切割装置上升至相对于压料板32的高度差达到设定的高度差后控制切割装置停止上升并开始下降;检测切割装置正在下降且下降的高度到达预设的高度后,切割装置停止下降,通过本控制方法,在加工不同厚度的板材时切割装置的上升高度也随之改变,使切割装置的切割上升高度随板材的厚度的增大而增高,一方面提高了工作效率,另一方面,避免了因上升过多而导致的设备的其他部件干涉的问题。
35.上述虽然结合附图对实用新型的具体实施方式进行了描述,但并非对本实用新型保护范围的限制,在本实用新型的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本实用新型的保护范围以内。