1.本发明涉及板材加工领域,特别是涉及一种防腐防霉型板材加工工艺。
背景技术:
2.板材是一种天然有机材料,包括木材和竹材,具有明显的生物特性,易被菌、虫等生物侵袭。随着人们生活水平的提高,对板材的需求量也日益增加。我国可采伐使用的森林资源十分有限,寄希望于使用大量外汇进口板材也是不现实的。对板材进行防腐防霉处理,延长木制品的使用年限,是节约板材、保护森林资源的重要途径之一。
3.将板材浸润在防腐防霉溶液中进行防腐防霉处理,可以有效保证板材的内外都得到有效保护。这样即使是对板材进行切开使用,也可以保证板材不受菌、虫等生物侵袭。但是,现有技术对板材浸润处理,由于浸润的特性,浸润速度都是由快到慢,浸润速度不均匀带来了系列问题,如浸润不均匀导致的防腐防霉效果不全面,浸润时长导致防腐防霉处理效率低等。
技术实现要素:
4.有鉴于现有技术的上述的一部分缺陷,本发明所要解决的技术问题是提供一种防腐防霉型板材加工工艺,旨在解决板材在防腐防霉过程中浸润速度不均匀的问题,保证了板材的防腐防霉效果以及防腐防霉处理效率。
5.为实现上述目的,本发明提供了一种防腐防霉型板材加工工艺,所述工艺包括:
6.将所述板材置入装有第一防腐防霉水溶液的浸润罐进行浸润,所述浸润罐入口处设置有装有第二防腐防霉水溶液的滴加罐;其中,所述第一防腐防霉水溶液和所述第二防腐防霉水溶液的成分相同且所述第一防腐防霉水溶液的密度小于所述第二防腐防霉密度;
7.根据所述板材的种类和所述第一防腐防霉水溶液的密度获得所述板材对所述第一防腐防霉水溶液的吸附能力k,所述吸附能力满足其中,所述a为常数系数,所述ρ1为所述第一防腐防霉水溶液的密度,所述r为根据所述板材种类对应的毛细管半径;
8.根据所述吸附能力k、所板材体积v以及所述板材的浸润时间t获得当前浸润速度v1,所述当前浸润速度v1满足
9.根据所述吸附能力以及所述当前浸润速度控制所述滴加罐向所述浸润罐中滴加所述第二防腐防霉水溶液,调节第一防腐防霉水溶液的密度ρ1保证所述当前浸润速度v1的变化在预设范围内;
10.当所述板材浸润达到预设时长,获得防腐防霉型板材。
11.可选的,所述根据所述吸附能力以及所述当前浸润速度控制所
述滴加罐向所述浸润罐中滴加所述第二防腐防霉水溶液,包括:
12.根据所述吸附能力以及所述当前浸润速度获得
13.根据所述当前浸润速度v1不变,获得继而获得其中,δn为浸润增加时长,δm为第一防腐防霉水溶液增加的密度;
14.根据控制所述滴加罐向所述浸润罐中滴加所述第二防腐防霉水溶液。
15.可选的,所述控制所述滴加罐向所述浸润罐中滴加所述第二防腐防霉水溶液,包括:
16.按照预设周期控制所述滴加罐向所述浸润罐中滴加所述第二防腐防霉水溶液。
17.可选的,在所述控制所述滴加罐向所述浸润罐中滴加所述第二防腐防霉水溶液之前,所述工艺还包括:
18.对所述板材进行第一时长的浸润。
19.可选的,在所述板材进行浸润之前,工艺还包括:
20.对所述板材进行干燥处理,使所述板材的含水量下降至第一含水量。
21.可选的,在所述板材进行浸润时,所述工艺还包括:
22.通过振动仪器施加给所述板材预设频率的振动,以保证所述板材的浸润速度。
23.可选的,在所述板材进行浸润时,所述工艺还包括:
24.通过加热器对所述浸润罐进行加热,以保证所述板材的浸润速度。
25.可选的,在所述板材进行浸润后,所述工艺还包括:
26.对所述防腐防霉型板材进行烘干,收纳入库
27.本发明的有益效果:1、本发明根据板材的种类和第一防腐防霉水溶液的密度获得板材对第一防腐防霉水溶液的吸附能力k,吸附能力满足根据吸附能力k、所板材体积v以及板材的浸润时间t获得当前浸润速度v1,当前浸润速度v1满足根据吸附能力以及当前浸润速度控制滴加罐向浸润罐中滴加第二防腐防霉水溶液,调节第一防腐防霉水溶液的密度ρ1保证当前浸润速度v1的变化在预设范围内。本发明根据第一防腐防霉水溶液密度与当前浸润速度的关系,加入第二防腐防霉水溶液以改变第一防腐防霉水溶液密度,保证当前浸润速度均匀,解决了浸润不均匀导致的防腐防霉效果不全面,浸润时长导致防腐防霉处理效率低等问题。2、本发明根据吸附能力以及当前浸润速度获得根据当前浸润速度v1不变,获得继而获得根据控制滴加罐向浸润罐中滴加第二防腐防霉水溶液。本发明根据
可以精准获得第二防腐防霉水溶液的加入量,从而控制滴加速度,可以做到精确控制当前浸润速度均匀。3、本发明在控制滴加罐向浸润罐中滴加第二防腐防霉水溶液之前,对板材进行第一时长的浸润。一段时间后,才开始滴加第二防腐防霉水溶液可以避免板材接触第一防腐防霉水溶液时当前浸润速度激增的情况,减少误差,保证精准调节。4、本发明在板材进行浸润之前,工艺还包括:对板材进行干燥处理,使板材的含水量下降至第一含水量。干燥处理可以使板材吸收更多防腐防霉水溶液,达到更好的防腐防霉效果。5、本发明还可以通过振动仪器施加给板材预设频率的振动和加热器对浸润罐进行加热,与密度调节共同作用以保证板材的浸润速度均匀。综上,本发明通过调节第一防腐防霉水溶液的密度控制板材的当前浸润速度均匀,解决板材在防腐防霉过程中浸润速度不均匀的问题,保证了板材的防腐防霉效果以及防腐防霉处理效率。
附图说明
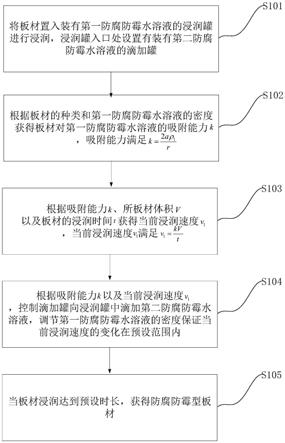
28.图1是本发明一具体实施例提供的一种防腐防霉型板材加工工艺的流程示意图;
29.图2是本发明一具体实施例提供的现有技术当前浸润速度随时间变化的关系示意图;
30.图3是本发明一具体实施例提供的当前浸润速度随时间变化的关系示意图。
具体实施方式
31.本发明公开了一种防腐防霉型板材加工工艺,本领域技术人员可以借鉴本文内容,适当改进技术细节实现。特别需要指出的是,所有类似的替换和改动对本领域技术人员来说是显而易见的,它们都被视为包括在本发明。本发明的方法及应用已经通过较佳实施例进行了描述,相关人员明显能在不脱离本发明内容、精神和范围内对本文所述的方法和应用进行改动或适当变更与组合,来实现和应用本发明技术。
32.经申请人研究发现:当前技术采用防霉防腐水溶液浸润的方式对板材进行处理,会由于浸润的特性,浸润速度都是由快到慢,浸润速度不均匀带来了系列问题。其中,现有技术的当前浸润速度v1与浸润时间t的关系图可以如图2所示。
33.因此,本发明实施例提供了一种防腐防霉型板材加工工艺,如图1,该工艺包括:
34.步骤s101:将板材置入装有第一防腐防霉水溶液的浸润罐进行浸润,浸润罐入口处设置有装有第二防腐防霉水溶液的滴加罐。
35.其中,第一防腐防霉水溶液和第二防腐防霉水溶液的成分相同且第一防腐防霉水溶液的密度小于第二防腐防霉密度。
36.需要说明的是,第一防腐防霉水溶液和第二防腐防霉水溶液为溶剂溶于水产生的溶液,溶剂包括氨溶烷基胺铜(acq)、硼化物、二甲基二硫代氨基甲酸铜(cddc)和油溶性的百菌清(ctl)、有机碘化物(ipbc)等中的一种。
37.可选的,在板材进行浸润之前,工艺还包括:
38.对板材进行干燥处理,使板材的含水量下降至第一含水量。
39.对板材进行干燥处理,可以使板材密度下降,使板材吸水性(对溶液的吸收量或者吸收能力)升高,板材在浸润过程中会多吸收防腐防霉水溶液,从而提高板材的防腐防霉效
果。
40.可选的,在控制滴加罐向浸润罐中滴加第二防腐防霉水溶液之前,工艺还包括:
41.对板材进行第一时长的浸润。
42.先对板材进行第一时长的浸润可以避免板材接触第一防腐防霉水溶液时当前浸润速度激增的情况,等当前浸润速度变化平稳再进行可以减少误差,保证精准调节。
43.步骤s102:根据板材的种类和第一防腐防霉水溶液的密度获得板材对第一防腐防霉水溶液的吸附能力k,吸附能力满足
44.其中,a为常数系数,ρ1为第一防腐防霉水溶液的密度,r为根据板材种类对应的毛细管半径。
45.需要说明的是,毛细管半径是板材种类决定的,一般不会人为使其发生变化,各种板材的毛细管半径是可以得知的,且毛细管半径与吸附能力成反比,毛细管越细,吸附能力越强。吸附能力又与浸润液体的表面张力成正比,浸润液体的表面张力越强,板材对该液体的吸附能力越强。而液体的表面张力则与其密度(或者浓度)成正比,因此可以得知吸附能力与液体密度成正比。
46.步骤s103:根据吸附能力k、所板材体积v以及板材的浸润时间t获得当前浸润速度v1,当前浸润速度v1满足
47.需要说明的是,根据浸润的特性,当板材密度越大时,当前浸润速度越慢,板材的密度随着浸润时间变长而增大,因此当前浸润速度与浸润时间成反比。当板材体积越大与第一防腐防霉水溶液的接触面变大,当前浸润速度也变快,因此当前浸润速度与板材体积成正比。吸附能力越强,当前浸润速度越快,所以当前浸润速度与吸附能力成正比。
48.步骤s104:根据吸附能力k以及当前浸润速度v1,控制滴加罐向浸润罐中滴加第二防腐防霉水溶液,调节第一防腐防霉水溶液的密度ρ1保证当前浸润速度v1的变化在预设范围内。
49.可选的,根据吸附能力以及当前浸润速度控制滴加罐向浸润罐中滴加第二防腐防霉水溶液,包括:
50.根据吸附能力以及当前浸润速度获得
51.根据当前浸润速度v1不变,获得继而获得其中,δn为浸润增加时长,δm为第一防腐防霉水溶液增加的密度;
52.根据控制滴加罐向浸润罐中滴加第二防腐防霉水溶液。
53.在具体在一实施例中可以为:
54.第二防腐防霉水溶液密度为ρ2;第一时间点的第一防腐防霉水溶液密度为ρ1,第二时间点的需求第一防腐防霉水溶液密度为ρ1+δm,第一时间点的第一防腐防霉水溶液体积为v
f
,第二时间点第二防腐防霉水溶液的滴加速度为v2,第一时间点和第二时间点相近,则
有:
55.和
56.根据上述两个式子,可以获得滴加速度v2与增加密度δm之间的关系;根据二者之间的关系控制滴加速度v2。
57.可选的,控制滴加罐向浸润罐中滴加第二防腐防霉水溶液,包括:
58.按照预设周期控制滴加罐向浸润罐中滴加第二防腐防霉水溶液。
59.在一具体实施例中,前浸润速度v1与浸润时间t的关系可以如图3所示,在t1后开始滴加第二防腐防霉水溶液。由于现实应用中,难以做到前浸润速度v1完全匀速,会产生些许波动如图3所示,只要上下波动不超过预设误差,均认为是匀速。
60.步骤s105:当板材浸润达到预设时长,获得防腐防霉型板材。
61.可选的,在板材进行浸润时,工艺还包括:
62.通过振动仪器施加给板材预设频率的振动,以保证板材的浸润速度。
63.可选的,在板材进行浸润时,工艺还包括:
64.通过加热器对浸润罐进行加热,以保证板材的浸润速度。
65.不管是通过振动仪器施加给板材预设频率的振动,还是通过加热器对浸润罐进行加热,都是在滴加第二防腐防霉水溶液的基础上,辅助保证板材的浸润速度的手段。
66.可选的,工艺还包括:
67.对防腐防霉型板材进行烘干,收纳入库。
68.本发明实施例根据板材的种类和第一防腐防霉水溶液的密度获得板材对第一防腐防霉水溶液的吸附能力k,吸附能力满足根据吸附能力k、所板材体积v以及板材的浸润时间t获得当前浸润速度v1,当前浸润速度v1满足根据吸附能力以及当前浸润速度控制滴加罐向浸润罐中滴加第二防腐防霉水溶液,调节第一防腐防霉水溶液的密度ρ1保证当前浸润速度v1的变化在预设范围内。本发明实施例根据第一防腐防霉水溶液密度与当前浸润速度的关系,加入第二防腐防霉水溶液以改变第一防腐防霉水溶液密度,保证当前浸润速度均匀,解决了浸润不均匀导致的防腐防霉效果不全面,浸润时长导致防腐防霉处理效率低等问题。本发明实施例根据吸附能力以及当前浸润速度获得根据当前浸润速度v1不变,获得继而获得根据控制滴加罐向浸润罐中滴加第二防腐防霉水溶液。本发明实施例根据可以精准获得第二防腐防霉水溶液的加入量,从而控制滴加速度,可以做到精确控制当前浸润速度均匀。本发明实施例在控制滴加罐向浸润罐中滴加第二防腐防霉水溶液之前,对板材进行第一时长的浸润。一段时间后,才开始滴加第二防腐防霉水溶液可以避免板材接触第一防腐防霉水溶液时当前浸润速度激增的情况,减少误差,保证精准调节。
本发明实施例在板材进行浸润之前,工艺还包括:对板材进行干燥处理,使板材的含水量下降至第一含水量。干燥处理可以使板材吸收更多防腐防霉水溶液,达到更好的防腐防霉效果。本发明实施例还可以通过振动仪器施加给板材预设频率的振动和加热器对浸润罐进行加热,与密度调节共同作用以保证板材的浸润速度均匀。综上,本发明实施例通过调节第一防腐防霉水溶液的密度控制板材的当前浸润速度均匀,解决板材在防腐防霉过程中浸润速度不均匀的问题,保证了板材的防腐防霉效果以及防腐防霉处理效率。
69.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
70.本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于系统实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
71.以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。