1.本发明涉及湿喷加工方法中使用的浆料。
背景技术:
2.以往以来进行湿喷加工方法,该湿喷加工方法例如如专利文献1所述,准备将液体和抛光材料混合而成的浆料,使用压缩空气将该浆料喷射于被加工物,从而对被加工物的表面进行处理。该湿喷加工(方法)也称为湿式喷砂、液体珩磨。
3.在湿喷加工(方法)中,液体将抛光材料运送至被加工物表面,因此,与干式喷砂加工相比,抛光材料的大小、形状、以及材质等的选择范围大,也能够使用微细的抛光材料。另外,将液体和抛光材料混合而成的浆料可以进行流体控制,因此能够进行高精度的加工处理,并且加工后的抛光材料会被液体冲洗,即具有自净作用,因此,与干式喷砂加工相比,也可以减少被加工物表面的残渣的量。此外,与干式喷砂加工相比,由于能够将加工时的压力抑制得很低,因此也可以不破坏薄弱被加工物而进行加工。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2007-038309号公报
技术实现要素:
7.发明要解决的课题
8.本发明的主要课题在于提供能够对具有上述各种优点的湿喷处理方法赋予新效果的浆料。
9.解决课题的方法
10.用于解决上述课题的本发明是一种湿喷加工方法中使用的浆料,其除液体和抛光材料以外还包含防锈剂。
11.在上述本发明中,上述防锈剂可以为吸附被膜型的防锈剂。
12.另外,在上述本发明中,上述防锈剂的含量相对于浆料总体的质量可以为1质量%以下。
13.发明的效果
14.根据本发明的浆料,由于除液体和抛光材料以外还含有防锈剂,因此,除了通常的湿喷加工的作用效果以外,还能够对被加工物的加工面赋予防锈效果。
附图说明
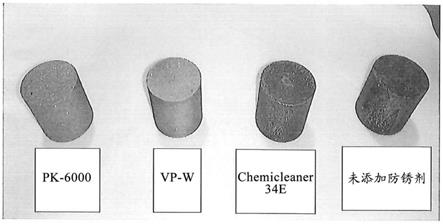
15.图1是示出观察经过24小时后的对象物表面的结果的照片。
具体实施方式
16.以下,对本发明的实施方式的湿喷加工方法中使用的浆料(以下,也简称为“浆
料”)详细地进行说明。
17.本实施方式的浆料的特征在于,除(a)液体和(b)抛光材料以外,还包含(c)防锈剂。以下,对于构成浆料的各成分具体地进行说明。
18.(a)液体
19.浆料中包含的液体发挥将后述的抛光材料运送至被加工物的表面的作用。因此,只要能够发挥该作用,就可以使用除具有易燃性的物质以外的任何液体。具体而言,从环境方面的考虑、成本的关系出发,优选使用水。
20.(b)抛光材料
21.浆料中包含的抛光材料是被上述液体运送至被加工物表面、并发挥对被加工物表面实施期望的加工的作用。因此,只要能够发挥该作用,就可以使用任何抛光材料。
22.具体而言,作为抛光材料的材质,可以列举:陶瓷、树脂、以及金属等,更具体而言,可以列举:氧化铝、玻璃、氧化锆、以及不锈钢等。另外,作为抛光材料的形状,可以列举:多边形、球形、正球形等。另外,作为抛光材料的大小,可以适当选择1μm左右至300μm左右的材料。
23.对于抛光材料相对于浆料总体的含有比例,没有特别限定,可以根据被加工物的材质、加工面积、以及期望的加工程度等而适当设计。例如,相对于浆料总体的质量,可以设为10质量%以上且25质量%。抛光材料相对于浆料总体的含有比例超过25质量%时,存在抛光材料彼此碰撞而导致的消耗增多的隐患,而且对各个抛光材料施加的能量减小,存在加工效率降低的隐患。另一方面,在抛光材料的含有比例小于10质量%的情况下,抛光材料的绝对量减少,存在加工变得不稳定的隐患。
24.(c)防锈剂
25.对于本实施方式的浆料而言,存在下述特征:除上述说明的(a)液体和(b)抛光材料以外,还含有防锈剂。通过在湿喷加工方法所使用的浆料中含有防锈剂,能够在对被加工物的表面实施以往以来的湿喷加工的同时也赋予防锈效果。
26.对于浆料中包含的防锈剂,没有特别限定,可以考虑被加工物的材质、期望的防锈效果等而适当选择使用。具体而言,可以使用吸附被膜型的防锈剂、氧化被膜型(钝化被膜型)的防锈剂、沉淀被膜型的防锈剂、以及脱氧型的防锈剂中的任意防锈剂。
27.作为吸附被膜型的防锈剂,可以列举:以胺类的有机化合物(胺类的亚硝酸盐、碳酸盐、羧酸盐等)、十八胺、二环己胺(亚硝酸二环已胺)等为主要成分的防锈剂。
28.作为氧化被膜型的防锈剂,可以列举:以亚硝酸盐、钼酸盐、钨酸盐、铬酸盐等为主要成分的防锈剂。
29.作为沉淀被膜型的防锈剂,可以列举:以磷酸盐(聚磷酸盐、膦酸盐、正磷酸盐)、硅酸盐、偏硅酸盐、苯并三唑、甲基苯并三氮唑、巯基苯并噻唑等为主要成分的防锈剂。
30.作为脱氧型的防锈剂,可以列举:以肼、亚硫酸盐为主要成分的防锈剂。
31.上述各种防锈剂可以根据被加工物的材质等而适当选择使用。例如,在被加工物为钕合金的情况下,优选使用以胺类的有机化合物为主要成分的吸附被膜型的防锈剂。
32.另外,对于湿喷加工而言,在被加工物的表面,在反复进行了由水等液体和抛光材料的碰撞所引起的表面剥离(露出新形成面)、以及水膜包覆之后,通过喷吹空气或热风去除水膜而成为干燥状态,结果是,在使用了吸附被膜型的防锈剂的情况下,在该工艺中,能
够实现最终包覆了被加工物表面的水膜中包含的防锈剂未被氧化而吸附于活性状态的被加工物的表面、且仅水分被去除的状态,其结果是,从能够发挥优异的防锈效果的观点考虑,可以认为吸附被膜型的防锈剂是适于湿喷加工的防锈剂。
33.对于防锈剂相对于浆料总体的含有比例,没有特别限定,可以根据防锈剂的种类、被加工物的材质、以及加工面积等而适当设计。需要说明的是,防锈剂相对于浆料总体的含有比例过多时,防锈剂彼此形成结晶,该结晶吸附湿气,有时会成为生锈的原因,因此需要注意。例如,在使用了吸附被膜型的防锈剂作为防锈剂的情况下,相对于浆料总体的质量可以设为1质量%以下。另一方面,对于防锈剂的含有比例的下限,只要以发挥期望的防锈剂的作用效果的程度含有即可,例如,相对于浆料总体的质量可以设为0.3质量%以上。
34.需要说明的是,本实施方式的浆料中包含的防锈剂并不限定于一种,例如,可以含有从上述列举的防锈剂中选择的两种以上。
35.其它成分
36.在本实施方式的浆料中,除上述的(a)~(c)各成分以外,可以在不妨害各成分的作用效果的程度内添加各种添加剂。
37.例如,在对象物表面被油等污染的情况下,可以添加适量的清洗剂,在抛光材料的尺寸小而可能发生凝聚的情况下,可以添加适量的分散剂。另外,在因一定期间的使用而在浆料内混入了从对象物表面去除的油等的情况下,存在该油再次附着于对象物表面的隐患,可以通过在浆料中添加适量的表面活性剂来有效地抑制该再附着。
38.湿喷加工方法
39.对于使用了本实施方式的浆料的湿喷加工方法,没有特别限定。即,在使用含有防锈剂的浆料的情况下,也可以与现有的湿喷加工方法同样地进行,可以使用现有的各种湿喷加工装置。
40.在钕磁铁的制造方法中的应用
41.本实施方式的浆料可以应用于钕磁铁的制造方法。以下,对应用例进行说明。
42.例如,钕磁铁的制造方法包括:配合包含钕的原料的工序;将上述配合后的原料熔融而制成合金的工序;将上述合金粉碎而制成粉末的工序;将上述粉末在磁场中成型为期望的形状而制成成型体的工序;对上述成型体进行烧结/热处理而制成烧结体的工序;对上述烧结体进行表面处理的工序;以及将上述表面处理后的烧结体磁化而制成钕磁铁的工序,可以在上述“对成型体进行烧结/热处理而制成烧结体的工序”与“对烧结体进行表面处理的工序”之间进行对上述烧结体进行湿喷处理的工序。而且,本实施方式的浆料可以在上述“对烧结体进行湿喷处理的工序”中使用。需要说明的是,还可以在“对烧结体进行湿喷处理的工序”与“对烧结体进行表面处理的工序”之间进行对上述烧结体进行加工的工序。
43.根据这样的钕磁铁的制造方法,由于在“对成型体进行烧结/热处理而制成烧结体的工序”之后进行“对烧结体进行湿喷处理的工序”,因此,能够简便地去除附着于烧结体表面的氧化皮(scale)。另外,也可以通过该湿喷处理对烧结体的端部、角部等任意部分实施r加工,能够防止烧结体的裂纹、缺损。此外,本实施方式的浆料由于还含有防锈剂,因此也可以对处理后的烧结体赋予防锈效果。
44.这里,对于“对烧结体进行湿喷处理的工序”中的湿喷处理条件,没有特别限定。例如,一边以给定的速度移动待进行湿喷处理的烧结体,一边从一个或多个方向以气压0.1~
0.4mpa、投射距离10~50mm进行喷丸处理,由此,能够在对烧结体的各边实施期望的r加工的同时,对烧结体赋予防锈效果。
45.另外,“对烧结体进行表面处理的工序”是对去除了氧化皮的烧结体进行表面处理的工序。对于该工序,没有特别限定,只要根据作为最终制造产物的钕磁铁的用途、形状等而进行适当表面处理即可。作为表面处理,可以列举例如:镀镍处理、镀铜处理等各种镀敷处理。在该情况下,镀敷的厚度可以设为10~20μm左右。
46.实施例
47.(对象物)
48.作为对象物,准备了直径20mm、长度20mm的圆柱形状的轧制钢材(ss400)。
49.(实施例1的浆料)
50.准备了由以下成分构成的实施例1的浆料。
51.·
防锈剂:neos株式会社制vp-w
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1质量%
52.·
抛光材料:氧化铝sa#60(平均粒径250μm)
ꢀꢀꢀꢀꢀ
15质量%
53.·
水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
84质量%
54.(实施例2的浆料)
55.准备了由以下成分构成的实施例2的浆料。
56.·
防锈剂:nihon parkerizing公司制pk-6000
ꢀꢀꢀ
1质量%
57.·
抛光材料:氧化铝sa#60(平均粒径250μm)
ꢀꢀꢀꢀꢀ
15质量%
58.·
水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
84质量%
59.(实施例3的浆料)
60.准备了由以下成分构成的实施例3的浆料。
61.·
防锈剂:japan cee-bee chemical株式会社制chemicleaner 34e
62.ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1质量%
63.·
抛光材料:氧化铝sa#60(平均粒径250μm)
ꢀꢀꢀꢀꢀ
15质量%
64.·
水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
84质量%
65.(比较例1的浆料)
66.准备了由以下成分构成的比较例1的浆料。
67.·
抛光材料:氧化铝sa#60(平均粒径250μm)
ꢀꢀꢀꢀꢀ
15质量%
68.·
水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
85质量%
69.(喷丸加工)
70.作为上述的对象物,使用上述实施例1~3及比较例1的浆料在以下的条件下实施了喷丸加工。
71.·
装置:玛皓株式会社制手动式湿喷装置cocotte(注册商标)
72.·
气压:0.2mpa
73.·
处理时间:30秒钟
74.(防锈效果的评价)
75.对实施了上述喷丸加工后的对象物轻轻进行水洗,以表面残存水的状态放置,将观察经过24小时后的对象物表面的结果示于图1。
76.如图1所示,与使用不包含防锈剂的比较例1的浆料实施了喷丸加工的对象物相
比,使用包含防锈剂的实施例1~3的浆料实施了喷丸加工的对象物抑制了生锈。特别是包含吸附被膜型的防锈剂的实施例1及2的浆料的防锈效果优异。