1.本实用新型属于石油化工尾气处理技术领域,具体涉及一种液化气及汽油脱硫醇尾气安全环保处理装置。
背景技术:
2.石油化工行业炼油厂生产液化气、汽油、柴油等产品。这部分产品容易挥发,形成挥发性有机物voc扩散到大气中造成污染,尤其是这些产品和半成品中含有硫化氢、甲硫醇、乙硫醇、二甲基二硫、二乙基二硫、甲基乙基二硫、丙硫醇、甲硫醚、羰基硫等,又对大气造成硫污染。
3.目前液化气、汽油一般采用脱硫醇装置进行脱硫醇,液化气和汽油脱硫醇装置中的尾气含有烃类、硫醇和硫化物,有刺激性臭味臭味并且有毒。目前普遍的处理措施都是就地高点排放或者引至烟囱高点稀释后排放,从本质上都没有解决环保排放问题,且在夏季雷雨天气排放时容易引燃高空排放的尾气,造成火灾。这股尾气中主要成分是空气、少量的烃类和硫化物,目前也出现了专门的采用吸附剂吸附或者冷凝法的装置和新技术,但是该类装置投资巨大,能耗高同时又形成吸附剂等新的危废。
4.因此,如何解决现有的液化气及汽油脱硫醇尾气排放问题,消除尾气排放带来的环境污染和安全隐患,同时有效利用尾气中烃类,降低装置尾气处理成本和能耗,成为本领域专业技术人员所要解决的重要技术问题。
技术实现要素:
5.针对现有技术中的不足,本实用新型的目的是提供一种液化气及汽油脱硫醇尾气安全环保处理装置,其设计科学合理,操作简单便捷,其对尾气进行了充分的处理和再利用,安全环保节能。
6.本实用新型所述的液化气及汽油脱硫醇尾气安全环保处理装置,包括尾气分液罐,尾气分液罐与尾气进气管线、增压混合器、提升管依次相连;原料进料管线与加热炉、提升管依次相连;提升管与反应沉降器相连,反应沉降器分别与燃料气管网、加氢装置相连,加氢装置与硫磺装置相连;增压混合器与加压蒸汽进料管线相连。
7.优选的,尾气分液罐与尾气进气管线之间设有调节阀。
8.所述提升管与催化剂储罐相连。
9.所述加热炉与提升管相连的管线与雾化蒸汽进料管线相连。
10.炼油厂中普遍都有催化裂化装置,将原料蜡油加热至200℃,通过雾化蒸汽喷入提升管然后进入反应沉降器与700℃的高温催化剂接触反应,生产汽油、柴油、液化气、干气等产品。
11.液化气脱硫醇尾气中含有二硫化物、硫醚、剩余的空气及携带的液化气等组分,是一种危险的爆炸气组分。本实用新型中,将产生的尾气和3.5mpa蒸汽通过增压混合器将尾气从0.2mpa增压至0.8mpa,同时通过蒸汽将尾气稀释到爆炸极限以下。增压至0.8mpa的尾
气通过提升管雾化蒸汽进入反应沉降器,尾气与反应生成的汽柴油和液化气等充分混合。
12.尾气中的液化气组分进入液化气产品中回收;尾气中的少量空气成分进入干气中,最终进入燃料气管网;尾气中的二硫化物、硫醚等重组分被吸收至汽柴油组分中,含硫的汽柴油进入加氢装置,其中的二硫化物和硫醚等生产硫化氢,通过加氢装置的胺液脱硫化氢单元吸收硫化氢之后,送至硫磺装置生成硫化产品。
13.本实用新型将含有烃类和硫化物的尾气通过蒸汽稀释解决了爆炸等安全问题;通过中压蒸汽增压解决了输送问题;通过现有装置配合实现了液化气脱硫醇尾气的回收利用。
14.催化裂化装置需要使用蒸汽对原料油进行雾化,可以将使用的中压蒸汽降压后再进行利用,本技术不增加能耗,不额外增加新设备投资。
15.本实用新型与现有技术相比,具有如下有益效果:
16.(1)本实用新型设计科学合理,操作简单便捷,不仅实现了尾气的零排放,同时充分利用了炼油厂现有的配套装置,降低了其它处理方式的设备投资和运行能耗;
17.(2)利用本实用新型还实现了尾气中烃类有机物的氧化反应,实现了烃类热值的回收,副产部分蒸汽。
附图说明
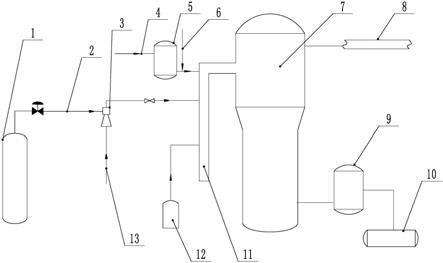
18.图1为本实用新型结构示意图;
19.图中:1、尾气分液罐;2、尾气进气管线;3、增压混合器;4、原料进料管线;5、加热炉;6、雾化蒸汽进料管线;7、反应沉降器;8、燃料气管网;9、加氢装置;10、硫磺装置;11、提升管;12、催化剂储罐;13、加压蒸汽进料管线。
具体实施方式
20.以下结合实施例对本实用新型做进一步描述。
21.实施例1
22.如图1所示,一种液化气及汽油脱硫醇尾气安全环保处理装置,包括尾气分液罐1,尾气分液罐1与尾气进气管线2、增压混合器3、提升管11依次相连;原料进料管线4与加热炉5、提升管11依次相连;提升管11与反应沉降器7相连,反应沉降器7分别与燃料气管网8、加氢装置9相连,加氢装置9与硫磺装置10相连;增压混合器3与加压蒸汽进料管线13相连。
23.所述尾气分液罐1与尾气进气管线2之间设有调节阀。
24.所述提升管11与催化剂储罐12相连。
25.所述加热炉5与提升管11相连的管线与雾化蒸汽进料管线6相连。
26.利用现有的催化裂化装置,将原料蜡油加热至200℃,通过雾化蒸汽喷入提升管11然后进入反应沉降器7与700℃的高温催化剂接触反应,生产汽油、柴油、液化气、干气等产品。
27.将产生的尾气(流量为15nm3/h,其中液化气浓度6.83%)和3.5mpa蒸汽通过增压混合器3将尾气从0.2mpa增压至0.8mpa,同时通过蒸汽将尾气稀释到爆炸极限以下。增压至0.8mpa的尾气通过提升管11雾化蒸汽进入反应沉降器7,尾气与反应生成的汽柴油和液化气等充分混合。
28.尾气中的液化气组分进入液化气产品中回收;尾气中的少量空气成分进入干气中,最终进入燃料气管网8;尾气中的二硫化物、硫醚等重组分被吸收至汽柴油组分中,含硫的汽柴油进入下游加氢装置9,其中的二硫化物和硫醚等生产硫化氢,通过加氢装置9的胺液脱硫化氢单元吸收硫化氢之后,送至硫磺装置10生成硫化产品。
29.经过运转,全年可以实现回收液化气8605.8nm3,约384kg液化气,同时降低了voc的排放。
技术特征:
1.一种液化气及汽油脱硫醇尾气安全环保处理装置,其特征在于:包括尾气分液罐(1),尾气分液罐(1)与尾气进气管线(2)、增压混合器(3)、提升管(11)依次相连;原料进料管线(4)与加热炉(5)、提升管(11)依次相连;提升管(11)与反应沉降器(7)相连,反应沉降器(7)分别与燃料气管网(8)、加氢装置(9)相连,加氢装置(9)与硫磺装置(10)相连;增压混合器(3)与加压蒸汽进料管线(13)相连。2.根据权利要求1所述的液化气及汽油脱硫醇尾气安全环保处理装置,其特征在于:尾气分液罐(1)与尾气进气管线(2)之间设有调节阀。3.根据权利要求1所述的液化气及汽油脱硫醇尾气安全环保处理装置,其特征在于:提升管(11)与催化剂储罐(12)相连。4.根据权利要求1所述的液化气及汽油脱硫醇尾气安全环保处理装置,其特征在于:加热炉(5)与提升管(11)相连的管线与雾化蒸汽进料管线(6)相连。
技术总结
本实用新型属于石油化工尾气处理技术领域,具体涉及一种液化气及汽油脱硫醇尾气安全环保处理装置。本实用新型包括尾气分液罐,尾气分液罐与尾气进气管线、增压混合器、提升管依次相连;原料进料管线与加热炉、提升管依次相连;提升管与反应沉降器相连,反应沉降器分别与燃料气管网、加氢装置相连,加氢装置与硫磺装置相连;增压混合器与加压蒸汽进料管线相连。本实用新型设计科学合理,操作简单便捷,其对尾气进行了充分的处理和再利用,安全环保节能。能。能。
技术研发人员:王来珅 李玉香 范永超 杨旭
受保护的技术使用者:淄博海益精细化工有限公司
技术研发日:2021.09.18
技术公布日:2022/1/11