1.本发明涉及雪茄烟技术领域,具体涉及一种用于雪茄烟开孔的电动钻孔装置。
背景技术:
2.预开孔雪茄烟的生产工艺流程中重要步骤之一就是对雪茄烟进行开孔,在目前的雪茄烟开孔工艺中,普遍采用人工作业的方式利用手持钻孔器对雪茄烟茄帽端进行开孔。手持钻孔器呈长条形,一端为手持端、另一端为环形切刀。在使用钻孔器时,需将雪茄烟与钻孔器保持平行状态,让钻孔器刀口对准雪茄烟茄帽的正中央,然后保持适度压力左右旋转,让钻孔器钻通茄帽层再退出,完成开孔。
3.但是在规模化、批量化的进行预开孔雪茄烟生产作业时,采用手持钻孔器对雪茄烟茄帽端进行开孔存在以下两点问题:一是采用手持钻孔器靠人眼来实现雪茄烟茄帽正中的对准统一性较差,导致雪茄烟开孔的位置有偏差,影响产品的美观;二是人工采用手持钻孔器的开孔作业效率低下,平均每人每分钟仅能完成6~8支雪茄的开孔。
技术实现要素:
4.本发明的目的在于提供一种用于雪茄烟开孔的电动钻孔装置,以期解决背景技术中的相关问题。
5.为了实现上述目的,本发明采用以下技术方案:
6.一种用于雪茄烟开孔的电动钻孔装置,包括:雪茄烟限位器,用于装夹雪茄烟;旋转切刀轴承座,所述雪茄烟限位器的一端内嵌在旋转切刀轴承座内;旋转切刀轴,旋转切刀轴转动设置在旋转切刀轴承座内,与雪茄烟限位器相配合用于对雪茄烟钻孔;动力装置,动力装置用于驱动旋转切刀轴旋转。
7.在一些实施例中,所述雪茄烟限位器包括外壳和内套,所述外壳内嵌在旋转切刀轴承座内,内套设置在外壳上,内套通过紧配合将相适配的雪茄烟夹紧;所述外壳和内套在与旋转切刀轴相对的位置处设有用于对雪茄烟钻孔的过孔。
8.在一些实施例中,所述动力装置通过法兰座安装在旋转切刀轴承座的一端,动力装置通过联轴器连接到旋转切刀轴上,旋转切刀轴的尾端上安装有带轮,带轮通过圆皮带将动力传递到转动设置在旋转切刀轴承座内的另一个旋转切刀轴的带轮上,旋转切刀轴承座内设有与另一个旋转切刀轴配合的雪茄烟限位器。
9.在一些实施例中,所述旋转切刀轴的前端为圆环形刀刃,旋转切刀轴的中端设计有2个用于安装轴承内圈的台阶,通过安装有挡圈和深沟球轴承,实现旋转切刀轴的定位。
10.在一些实施例中,所述旋转切刀轴内设有导气腔,导气腔的出口端与旋转切刀轴的前端相通,导气腔的进口端与开设在旋转切刀轴表面的环形凹槽相通;旋转切刀轴承座上设有进气腔,所述进气腔与所述环形凹槽相通。
11.在一些实施例中,还包括框架,所述旋转切刀轴承座安装在框架上,且框架六个面均安装有防护板。
12.在一些实施例中,所述动力装置为电机。
附图说明
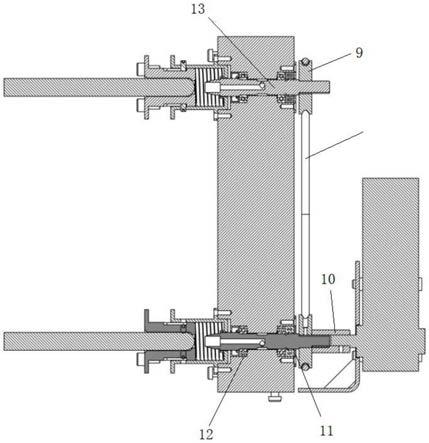
13.图1为本技术实施例的用于雪茄烟开孔的电动钻孔装置(去掉框架)的示意图。
14.图2为本技术实施例的用于雪茄烟开孔的电动钻孔装置的示意图。
15.图3为本技术实施例的用于雪茄烟开孔的电动钻孔装置(去掉框架)的结构示意图。
16.图4为本技术实施例的用于雪茄烟开孔的电动钻孔装置(去掉框架)的旋转切刀轴和进气腔的位置关系图。
17.图中标记:1
‑
法兰座,2
‑
旋转切刀轴承座,3
‑
外壳,4
‑
内套,5
‑
电机,6
‑
快插接头,7
‑
铝合金框架,8
‑
防护板,9
‑
带轮,10
‑
联轴器,11
‑
挡圈,12
‑
深沟球轴承,13
‑
旋转切刀轴,14
‑
进气腔,15
‑
环形凹槽,16
‑
导气腔。
具体实施方式
18.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
19.相反,本技术涵盖任何由权利要求定义的在本技术的精髓和范围上做的替代、修改、等效方法以及方案。进一步,为了使公众对本技术有更好的了解,在下文对本技术的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本技术。
20.以下将结合图1
‑
4对本技术实施例所涉及的用于雪茄烟开孔的电动钻孔装置进行详细说明。值得注意的是,以下实施例仅仅用于解释本技术,并不构成对本技术的限定。
21.在本技术的实施例中,如图1所示,用于雪茄烟开孔的电动钻孔装置可以包括:雪茄烟限位器,用于装夹雪茄烟;旋转切刀轴承座2,所述雪茄烟限位器的一端内嵌在旋转切刀轴承座2内;旋转切刀轴13,旋转切刀轴13转动设置在旋转切刀轴承座2内,与雪茄烟限位器相配合用于对雪茄烟钻孔;动力装置,动力装置用于驱动旋转切刀轴13旋转。
22.在一些实施例中,所述动力装置为电机5。所述动力装置通过法兰座1安装在旋转切刀轴承座2的一端,动力装置通过联轴器10连接到旋转切刀轴13上,旋转切刀轴13的尾端上安装有带轮9,带轮9通过圆皮带将动力传递到转动设置在旋转切刀轴承座2内的另一个旋转切刀轴13的带轮9上,旋转切刀轴承座2内设有与另一个旋转切刀轴13配合的雪茄烟限位器。
23.电机5通过法兰座1安装在旋转切刀轴承座2的一端,旋转切刀轴承座2的另一端安装有雪茄烟限位器,旋转切刀轴承座2通过螺丝安装在铝合金框架7上,铝合金框架7六个面均安装有防护板8,如图2所示。
24.如图3所示,电机5轴通过联轴器10连接到旋转切刀轴13上,旋转切刀轴13的尾端上安装有带轮9,带轮9通过圆皮带将动力传递到另一根相同的旋转切刀轴13上,两个旋转切刀轴13同步运动。
25.两个旋转切刀轴13的中端设计有2个用于安装轴承内圈的台阶,均分别安装有1个
挡圈11和2个深沟球轴承12,实现旋转切刀轴13的定位。
26.两个旋转切刀轴13的前端为圆环形刀刃,与旋转切刀轴13为一体设计,其在电机5的带动下高速旋转,可实现两只雪茄烟的同时钻孔。
27.如图4所示,所述旋转切刀轴13内设有“l”型导气腔16,导气腔16的出口端与旋转切刀轴13的前端相通,导气腔16的进口端与开设在旋转切刀轴13表面的环形凹槽15相通;旋转切刀轴承座2上设有进气腔14,所述进气腔14与所述环形凹槽15相通。旋转切刀轴13内部有1个“l”型导气腔16,从旋转切刀轴13的中端连通到前端的圆环形刀刃,其目的是从旋转切刀轴13中端引入接压缩空气,在前端的圆环形刀刃吹出,确保将每一次钻孔后的雪茄烟茄帽从圆环形刀刃端及时吹出。
28.这里的“l”型导气腔16是本发明的一个亮点,由于其要满足旋转进气,所以旋转切刀轴13上并没有直接连接有压缩空气的进气管,而是通过无接触进气,即压缩空气是通过快插接头6进入到进气腔14中,然后通过进气腔14和环形凹槽15相通,这样既能满足实时进气有不干涉旋转切刀轴13旋转。
29.旋转切刀轴13前端的圆环形刀刃与雪茄烟限位器保持一定的位置关系,在径向上圆环形刀刃外圈与雪茄烟限位器内圈保持0.5mm间距,在轴向上圆环形刀刃端部伸入雪茄烟限位器2
‑
3mm,确保每一支雪茄烟的开孔位置和开孔深度保持一致。
30.在一些实施例中,所述雪茄烟限位器包括外壳3和内套4,所述外壳3内嵌在旋转切刀轴承座2内,内套4设置在外壳3上,内套4通过紧配合将相适配的雪茄烟夹紧;所述外壳3和内套4在与旋转切刀轴13相对的位置处设有用于对雪茄烟钻孔的过孔。雪茄烟限位器的内套4可拆换,通过螺丝固定到雪茄烟限位器的外套上,如需对直径不同的雪茄烟进行开孔,可更换相应的雪茄烟限位器内套4。
31.在一些实施例中,所述旋转切刀轴13的前端为圆环形刀刃,旋转切刀轴13的中端设计有2个用于安装轴承内圈的台阶,通过安装有挡圈11和深沟球轴承12,实现旋转切刀轴13的定位。
32.工作原理如下:打开电源开关后电机5启动,动力通过联轴器10传递到第一根旋转切刀轴13,同时第一根旋转切刀轴13上的带轮9又将动力传递给第二根旋转切刀轴13,两个旋转切刀轴13同步旋转,其转速能达到400~450转/分钟。接通外部压缩空气,使旋转切刀轴13的圆环形刀刃端保持向外的长吹气。此时,手持雪茄烟把茄帽端伸入雪茄烟限位器并保持一定的压力压紧,保持2~3秒钟,让旋转切刀轴13的圆环形刀刃充分对雪茄烟进行钻孔,然后退出雪茄烟,此时的雪茄已完成钻孔,自带的压缩空气同时将钻下的雪茄烟茄帽吹出。
33.本技术所披露的用于雪茄烟开孔的电动钻孔装置可能带来的有益效果包括但不限于:本发明的目的是为了提高雪茄烟开孔位置统一性、提升雪茄烟开孔效率。经过1个月的反复调试和试用,利用本发明装置开孔的雪茄烟开孔位置统一性大大提高,经检测,每支雪茄烟开孔位置偏差均能够控制在0.5mm以内。另一方面,使用本发明装置的开孔效率也大大提高,经测算,操作人员在使用熟练后每分钟能完成25~30支雪茄的开孔,效率较以往提高约4倍。因此,证明本发明可以有效有效提高雪茄烟开孔位置统一性,提升开孔效率。
34.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。