一种差别化pet丝织物的制备装置及方法
技术领域
1.本发明涉及纺织技术领域,尤其指一种差别化pet丝织物的制备装置及方法。
背景技术:
2.pet是聚酯纤维的缩写,以对苯二甲酸或对苯二甲酸二甲酯和乙二醇为原料经酯化或酯交换和缩聚反应而制得的成纤高聚物。差别化纤维是通过化学或物理改性,使常规纤维的形态结构、组织结构发生变化,提高或改变纤维的物理化学性能。差别化pet丝织物的制备过程包括冷却过程,用吹冷风的办法对丝状化学物进行冷却定型,经吹冷风后定型的丝状化学物质便成为化学纤维丝。吹冷风的手段传统的是采用侧吹风,但冷却风的风力不够均匀直接后果是纤维丝的定型过程不一致而影响产品的制备效率和质量。
技术实现要素:
3.本发明是为了克服现有技术中丝织物制备中纤维冷却效果不均匀、影响制备效率和质量的不足,提供了一种能够均匀冷却纤维、提高制备效率和质量的差别化pet丝织物的制备装置及方法。
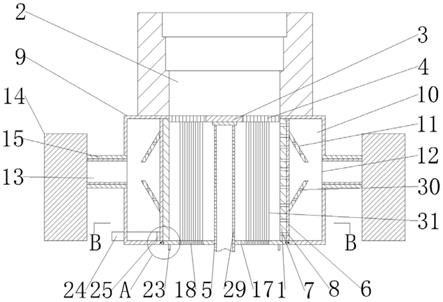
4.为了实现上述目的,本发明采用以下技术方案:一种差别化pet丝织物的制备装置,包括冷却筒,冷却筒的上方设有喷丝器,喷丝器与冷却筒之间设有出丝盘,出丝盘表面设有出丝孔,出丝孔的上开口与喷丝器内部连通,出丝孔的下开口与冷却筒腔内连通,出丝盘的表面设有对流筒,对流筒为中空结构,对流筒表面设有若干出风孔,对流筒的上端与出丝盘的下表面中心处拆卸连接,对流筒的下端伸出冷却筒,冷却筒的外表面套接有开关转筒,冷却筒上设有若干进风孔一,开关转筒上设有若干进风孔二,进风孔一和进风孔二相适配,开关转筒外设有外壳,开关转筒与外壳之间设为储风区,开关转筒外表面连接有导流板和转动结构,外壳表面设有若干进风口。
5.喷丝器在原料熔融过滤后通过压力挤出出丝盘,纤维丝进入冷却筒进行冷却。出丝盘表面中心处连接中空的对流筒,开关转筒与冷却筒套接,开关转筒的内表面与冷切筒的外表面相贴,开关转筒与外壳套接且留有储风区的空隙,开关转筒通过在冷却筒外侧的旋转,控制进风孔一和进风孔二的错开和相对的两种位置,形成储风区与冷却筒的连通与封闭的两种状态,外壳上的送风口将将冷气送入储风区,使储风区内在使用前快速充满冷风、在使用时与导流板配合均匀分配气流,配合若干的进风口形成快速均匀的环流,在进风孔一和进风孔二相对时冷风穿过纤维丝之间的缝隙,带走热量的同时与对流筒的中空空间形成对流通道,使带有热量的风直接从出风孔排出,而不会滞留冷却筒影响冷却筒内温度,或反打回纤维丝上影响纤维丝的定型,达到快速均匀冷却的目的,提高了制备效率和质量。
6.作为优选,进风口置于外壳竖向轴的中心位置,进风口连接有冷风输入通道,冷风输入通道的一端与储风区连通,冷风输入通道的另一端连接有冷风机,冷风输入通道的外表面套接有保温套。进风口置于外壳中段的位置,使进风时对储风区的上下端进风时分配均匀,冷风机通过冷风输入通道进入储风区,保温套对冷风输入通道进行温度的保持,以降
低外界环境对冷风的温度影响,防止影响冷却纤维丝的质量。
7.作为优选,导流板的一端与开关转筒的外表面相连接,导流板的另一端朝向进风口,导流板以进风口的横向中轴线为中心上下对称布置,导流板的表面设有若干通孔,通孔的布置方向与进风口平行。导流板的环形布置以适应环形进入的气流,导流板在储风区内呈斜向布置:导流板的一端与开关转筒连接、一端对着进风口,使从进风口进入的部分冷风被分配至开关转筒的上方与下方。上下的两个导流板之间留有距离,两个导流板的截面形状呈开口朝向开关转筒的八字形,同时从通孔穿过垂直冲向开关转筒,进而使冷风进入储风区后可被快速均匀分配在储风区上中下的空间中,再同时通过进风孔二和进风孔一进入冷却筒,达到对纤维丝的均匀冷却,提高纤维丝的制备质量。
8.作为优选,冷却筒、开关转筒和外壳的结构均为圆筒结构,开关转筒的上端面与下端面与外壳内壁的上底与下底相贴。冷却筒、开关转筒和外壳的结构均为圆筒结构,使装置内的空间分配均匀,并且冷风始终在环形面流转以尽量保持原有的流速,保障对纤维丝均匀吹拂和固定吹拂力度。
9.作为优选,外壳的下方设有开口,开口处设有底板,底板的上表面与冷却筒的下表面相贴,底板与外壳拆卸连接,对流筒贯穿底板,底板上设有卷绕通孔。绕卷通孔与出丝孔相对应,以供纤维丝通过,对流筒贯穿底板开口通向外界方便冷气对流,底板的上表面与冷却筒的下表面相贴且底板与外壳拆卸连接,方便可直接拆下底板后将纤维丝从绕卷通孔穿过的操作,提高制备效率。
10.作为优选,底板的侧面设有凹槽,开口表面设有滑槽,滑槽内连接有弹簧,弹簧的另一端连接有限制块,限制块的另一侧为弧形面,限制块与凹槽嵌接,底板下表面连接有拉杆。底板通过与开口的嵌接,使底板可快速与外壳快速嵌接,拉杆时底板与外壳可快速脱开,达到提高制备效率的效果。
11.作为优选,转动结构包括齿条和不完全齿轮,不完全齿轮的一侧设有若干齿槽,不完全齿轮的无齿面与开关转筒的外表面连接,齿条与不完全齿轮的齿相啮合,齿条的一端置于储风区,齿条的另一端贯穿外壳。转动结构通过控制开关转筒的转动,通过齿条的一端伸出外壳、另一端与开关转筒上端的不完全齿轮的啮合,插拔齿条以控制开关转筒的来回旋转,结构简单、操作便捷。
12.作为优选,齿条设有开关标识,开关标识包括凸条一和凸条二,凸条一和凸条二的侧面均与齿条的表面相连接,凸条一和凸条二置于齿条置于外壳外的部分表面。由于进风孔一和进风孔二均在外壳的内部,操作中不能直接观察,进而通过置于外壳外部的齿条上有凸条一和凸条二作为开关标识,以标记进风孔一和进风孔二的相对和相错的两种状态,使装置内的开关状态可视化,方便操作,提高使用便捷性,以达到提高制备效率的效果。
13.作为优选,外壳设有导向板,导向板与外壳内壁的下底连接,齿条无齿的一侧与导向板的侧面相贴。齿条置于导向板与不完全齿轮之间,使齿条前后移动时不易脱开不完全齿轮,达到操作精准流畅的效果。
14.本发明还提供一种差别化pet丝织物的制备方法,具体包括如下步骤:步骤一:经差别化处理后的pet原料熔融后在被螺杆挤出后被过滤,过滤后的溶体进入喷丝器;步骤二:预先调试冷风机,使冷风机处理的冷风湿度为60%~75%、温度为20
°
~25
°
,冷风经过冷风输入通道,冷风从进风口进入储风区,多个进风口的冷风进入后打在导
流板上分配进入储风区内的上中下区域,使冷风快速进入和充满整个储风区形成环形吹风模式;步骤三:喷丝器从出丝孔喷出溶体细流经过冷却筒,旋转开关转筒:移动齿条在外壳一端,使齿条转动开关转筒上的不完全齿轮,直到开关标记显示进风孔一和进风孔二相对,进而连通储风区和冷却筒;步骤四:冷风机的风速调试在0.3m/min~0.5 m/min,冷风将溶体细流上的热量带走进入对流筒中,带有热量的风,从对流筒下方排出;步骤五:卷绕机牵引冷却后的纤维集束上油拉伸后定型,卷取打包成型的差别化pet丝织物。
15.步骤一至步骤五中完成差别化pet从原料到纤维丝的制作,熔融过滤后的原料被喷丝器压力下制成丝状经过冷却筒,受到冷风的作用而冷却固化以逐渐提高粘度,冷却机吹出的冷风的风速、温度和湿度需要保持均匀与恒定,以保证溶体细流在纺丝过程中的温度分布、速度分布和固化点的位置恒定,其中湿度为60%~75%、温度为20
°
~25
°
和风速调试在0.3m/min~0.5 m/min,以适应涤纶纤维合成物的制备冷却的适宜条件,达到固化。其中在冷却过程中在卷绕机的牵引下喷丝器喷出的纤维丝通过冷却筒冷却,导流板均匀分配冷风气流,使气流在储风区内快速均匀的分布,冷却筒通过转动结构是冷却筒中快速均匀的通过气流,环形气流将热量带走进入对流筒内排出,保证了纤维丝的冷却制备质量,由卷绕机牵引冷却后的纤维集束上油拉伸后定型,卷取打包成型的差别化pet丝织物。
16.本发明的有益效果是:结构简单、操作便捷,达到对纤维丝的快速均匀冷却的目的,提高了纤维丝织物的质量,达到操作精准流畅的效果,提高了制备效率。
附图说明
17.图 1是本发明的立体图;图2是1图的剖视图;图3是图2中a处的放大图;图4是图2中b-b的剖视图;图5是出丝盘的结构示意图;图6是冷却筒与导流板连接的结构示意图;图7是冷却筒与转动结构连接的结构示意图。
18.图中:1.冷却筒,2.喷丝器,3.出丝盘,4.出丝孔,5.对流筒,6.开关转筒,7.进风孔一,8.进风孔二,9.外壳,10.储风区,11.导流板,12.进风口,13.冷风输入通道,14.冷风机,15.保温套,16.开口,17.底板,18.卷绕通道,19.凹槽,20.滑槽,21.弹簧,22.限制块,23.拉杆,24.齿条,25.不完全齿轮,26.凸条一,27.凸条二,28.导向板,29.出风孔,30.通孔,31.纤维丝。
具体实施方式
19.实施例1:如图1、2、5所示,一种差别化pet丝织物的制备装置,包括冷却筒1,冷却筒1的上方设有喷丝器2,喷丝器2与冷却筒1之间设有出丝盘3,出丝盘3表面设有出丝孔4,出丝孔4的
上开口与喷丝器2内部连通,出丝孔4的下开口与冷却筒2腔内连通,出丝盘3的表面设有对流筒5,对流筒5为中空结构,对流筒5表面设有若干出风孔29,对流筒5的上端与出丝盘3的下表面中心处拆卸连接,对流筒5的下端伸出冷却筒1,冷却筒1的外表面套接有开关转筒6,冷却筒1上设有若干进风孔一7,开关转筒6上设有若干进风孔二8,进风孔一7和进风孔二8相适配,开关转筒6外设有外壳9,开关转筒6与外壳9之间设为储风区10,开关转筒6外表面连接有导流板11和转动结构,外壳9表面设有若干进风口12。进风口12置于外壳9竖向轴的中心位置,进风口12连接有冷风输入通道13,冷风输入通道13的一端与储风区10连通,冷风输入通道13的另一端连接有冷风机14,冷风输入通道13的外表面套接有保温套15。
20.如图2、6所示,导流板11的一端与开关转筒6的外表面相连接,导流板11的另一端朝向进风口12,导流板6以进风口12的横向中轴线为中心上下对称布置,导流板11的表面设有若干通孔30,通孔30的布置方向与进风口12平行。
21.如图2、3所示,冷却筒1、开关转筒6和外壳9的结构均为圆筒结构,开关转筒6的上端面与下端面与外壳9内壁的上底与下底相贴。外壳9的下方设有开口16,开口16处设有底板17,底板17的上表面与冷却筒1的下表面相贴,底板17与外壳9拆卸连接,对流筒5贯穿底板,底板17上设有卷绕通孔18。
22.如图3所示,底板17的侧面设有凹槽19,开口16表面设有滑槽20,滑槽20内连接有弹簧21,弹簧21的另一端连接有限制块22,限制块22的另一侧为弧形面,限制块22与凹槽19嵌接,底板17下表面连接有拉杆23。
23.如图2、4所示,转动结构包括齿条24和不完全齿轮25,不完全齿轮25的一侧设有若干齿槽,不完全齿轮25的无齿面与开关转筒6的外表面连接,齿条24与不完全齿轮25的齿相啮合,齿条24的一端置于储风区10,齿条24的另一端贯穿外壳9。
24.如图7所示,齿条24的表面设有开关标识,开关标识包括凸条一26和凸条二27,凸条一26和凸条二27的侧面均与齿条的表面相连接,凸条一26和凸条二27置于齿条(24)置于外壳9外的部分表面。外壳9设有导向板28,导向板28与外壳9内壁的下底连接,齿条24无齿的一侧与导向板28的侧面相贴。
25.一种差别化pet丝织物的制备方法,具体包括如下步骤:步骤一:经差别化处理后的pet原料熔融后被过滤,过滤后的溶体进入喷丝器2;步骤二:预先调试冷风机14,使冷风机14处理的冷风湿度为70%、温度为25
°
,冷风经过冷风输入通道13,冷风从进风口12进入储风区10,多个进风口12的冷风进入后打在导流板11上分配进入储风区10内的上中下区域,使冷风快速进入和充满整个储风区10形成环形吹风模式;步骤三:喷丝器2从出丝孔4喷出溶体细流经过冷却筒1,旋转开关转筒6:移动齿条24在外壳9一端,使齿条24转动开关转筒6上的不完全齿轮25,直到开关标记显示进风孔一7和进风孔二8相对,进而连通储风区10和冷却筒1;步骤四:冷风机14的风速调试在0.4m/min,冷风将溶体细流上的热量带走进入对流筒5中,带有热量的风,从对流筒5下方排出;步骤五:卷绕机牵引冷却后的纤维集束上油拉伸后定型,卷取打包成型的差别化pet丝织物。
26.如图1-7所示,使用时,经差别化处理后的pet原料熔融后被过滤,过滤后的溶体进
入喷丝器2,纤维丝31从喷丝器2下方的连接的出丝盘3挤出、受到冷风均匀与恒定的风速、温度和湿度作用下而冷却固化以逐渐提高粘度,再经过出丝孔4冷却筒1冷却,穿过下方底板17的中的卷绕通道18被外接的卷绕机牵引,纤维丝31在被冷却时,冷风通过冷风机14制造,再从冷风输入通道13输入,从进风口12进入外壳9和开关转筒6之间的储风区10。当冷却筒1需要通风时旋转开关转筒6:凸条一26标识为进风孔一7和进风孔二8相错开的状态,此时外壳9与凸条一26位置相切,向外壳9内推进齿条24,使与齿条24啮合的不完全齿轮25打动开关转筒6转动,当凸条二27的位置与外壳9相切时,进风孔一7和进风孔二8相对,为可通风状态,是冷风进入冷却筒1内对纤维丝31进行冷却,开关转筒6配合转动结构时冷风可即开即封,快速开始冷却和结束冷却。冷却后的纤维丝31通过卷绕通孔18后被卷绕机牵引冷却后集束上油拉伸后定型,卷取打包成型的差别化pet丝织物。