1.本发明涉及包装盒裁切领域,尤其是一种包装盒的裁切方法。
背景技术:
2.包装盒在出厂前需要进行裁切,将包装盒上多余的边角裁切掉,现有的包装盒裁切方式有两种,一种是裁切线在产品平面,效率高,成本低,裁切模具成本低,但是无法实现无裙边的裁切方式,裁切过后还是会留有裙边,另一种是裁切线在产品侧面,使产品或裁切设备旋转一周,可以实现无裙边裁切,但效率低,对裁切设备要求高,裁切模具成本高。
技术实现要素:
3.针对上述现有技术中存在的不足,本发明的目的在于提供一种包装盒的裁切方法。
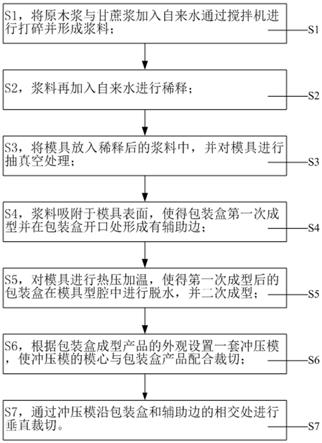
4.为了实现上述目的,本发明采用如下技术方案:一种包装盒的裁切方法,其特征在于:包括以下步骤:s1,将原木浆与甘蔗浆加入自来水通过搅拌机进行打碎并形成浆料;s2,所述浆料再加入自来水进行稀释;s3,将模具放入稀释后的浆料中,进行抽真空处理;s4,浆料吸附于所述模具表面,使得包装盒第一次成型并在所述包装盒开口处形成有辅助边;s5,对所述模具进行热压加温,使得第一次成型后的包装盒在所述模具型腔中进行脱水,并二次成型;s6,根据所述包装盒成型产品的外观设置一套冲压模,使冲压模的模心与所述包装盒产品配合裁切;s7,通过冲压模沿所述包装盒和所述辅助边的相交处进行垂直裁切。
5.优选地,所述步骤s1中所述原木浆与所述甘蔗浆的比例为3:7。
6.优选地,所述步骤s2中所述自然水与所述浆料的比例为10:3。
7.优选地,所述步骤s4中所述辅助边的宽为10~15mm。
8.采用上述方案,本发明的有益效果是:本发明通过设计一种包装盒的裁切方法,包装盒通过抽真空吸浆成型并形成有辅助边,并通过热压二次成型,再通过冲压模沿包装盒与辅助边的相交处裁切,裁切过后的包装盒与采用传统旋切包装盒的效果一致,但裁切边更加的美观,并且效率高,还降低了成本。
附图说明
9.图1是本发明的流程示意图。
具体实施方式
10.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
11.如图1所示,一种包装盒的裁切方法,包括以下步骤:s1,将原木浆与甘蔗浆加入自来水通过搅拌机进行打碎并形成浆料;s2,浆料再加入自来水进行稀释;s3,将模具放入稀释后的浆料中,进行抽真空处理;s4,浆料吸附于模具表面,使得包装盒第一次成型并在包装盒开口处形成有辅助边;s5,对模具进行热压加温,使得第一次成型后的包装盒在模具型腔中进行脱水,并二次成型;s6,根据包装盒成型产品的外观设置一套冲压模,使冲压模的模心与包装盒产品配合裁切。
12.s7,通过冲压模沿包装盒和辅助边的相交处进行垂直裁切。
13.本发明较佳的实施例中,步骤s1中原木浆与甘蔗浆的比例为3:7。
14.本发明较佳的实施例中,步骤s2中自然水与浆料的比例为10:3。
15.本发明较佳的实施例中,步骤s4中辅助边的宽为10~15mm。
16.本发明较佳的实施例中,步骤s3和步骤s4中,模具放入稀释后的浆料中,并对模具进行抽真空吸浆处理,被稀释后的浆料会附着于模具的表面,并使得包装盒第一次成型,并形成有辅助边。
17.本发明较佳的实施例中,步骤s5中,对模具进行热压加温,进行多次热压,热压温度为200℃,每次热压时间为60~75秒,使得第一次成型后的包装盒在高温作用下,快速脱水,变干,并二次成型,使得包装盒与辅助边的相交处呈直角。并且热压成型时,包装盒与辅助边的相交处的强度比包装盒与辅助边的表面强度高,才能保证纸托的尺寸精度与强度,避免裁切时冲压模将纸托产品切口处拉脱层。
18.本发明较佳的实施例中,步骤s6中,根据包装盒成型产品的外观设置一套冲压模,使冲压模的模心与包装盒产品配合裁切,冲压模刀口与纸托裁切边线两者之间误差不能超过0.1mm。
19.本发明较佳的实施例中,步骤s7中,将二次成型后的包装盒放入冲压模工作台上,以包装盒与辅助边的相交处为裁切线,冲压模的裁刀沿裁切线进行垂直裁切,裁切过后的包装盒与采用传统旋切包装盒的效果一致,但裁切边更加的美观,并且效率高,还降低了成本。
20.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
技术特征:
1.一种包装盒的裁切方法,其特征在于:包括以下步骤:s1,将原木浆与甘蔗浆加入自来水通过搅拌机进行打碎并形成浆料;s2,所述浆料再加入自来水进行稀释;s3,将模具放入稀释后的浆料中,进行抽真空处理;s4,浆料吸附于所述模具表面,使得包装盒第一次成型并在所述包装盒开口处形成有辅助边;s5,对所述模具进行热压加温,使得第一次成型后的包装盒在所述模具型腔中进行脱水,并二次成型;s6,根据所述包装盒成型产品的外观设置一套冲压模,使冲压模的模心与所述包装盒产品配合裁切。s7,通过冲压模沿所述包装盒和所述辅助边的相交处进行垂直裁切。2.如权利要求1所述的一种包装盒的裁切方法,其特征在于:所述步骤s1中所述原木浆与所述甘蔗浆的比例为3:7。3.如权利要求1所述的一种包装盒的裁切方法,其特征在于:所述步骤s2中所述自然水与所述浆料的比例为10:3。4.如权利要求1所述的一种包装盒的裁切方法,其特征在于:所述步骤s4中所述辅助边的宽为10~15mm。
技术总结
本发明公开了一种包装盒的裁切方法,包括以下步骤:S1,将原木浆与甘蔗浆加入自来水通过搅拌机进行打碎并形成浆料;S2,浆料再加入自来水进行稀释;S3,将模具放入稀释后的浆料中,进行抽真空处理;S4,浆料吸附于模具表面,使得包装盒第一次成型并在包装盒开口处形成有辅助边;S5,对模具进行热压加温,使得第一次成型后的包装盒在模具型腔中进行脱水,并二次成型;S6,根据所述包装盒成型产品的外观设置一套冲压模,使冲压模的模心与所述包装盒产品配合裁切;S7,通过冲压模沿所述包装盒和所述辅助边的相交处进行垂直裁切;有益效果:裁切过后的包装盒与采用传统旋切包装盒的效果一致,但裁切边更加的美观,并且效率高,还降低了成本。成本。成本。
技术研发人员:彭政武
受保护的技术使用者:东莞市锦源环保科技发展有限公司
技术研发日:2020.07.08
技术公布日:2022/1/10