1.本实用新型涉及矿用设备技术领域,具体是一种矿用中部槽整体连续通过式预热炉。
背景技术:
2.对矿用大型中部槽体进行焊前预热有利于减缓中部槽焊后的冷却速度,减少焊接裂纹的产生,提高焊道质量。目前,焊前预热主要分为局部预热和整体预热,局部预热是对中部槽所需焊接位置区域性预热,其优点是操作简单方便,但由于中部槽体体积大,散热速度快,焊前预热对萌生裂纹倾向的效果不显著。整体预热是将中部槽整体送入预热炉中保温一段时间,有利于中部槽焊后缓冷,减少微裂纹的产生。但目前大多数用于整体预热的预热炉一般是台车炉,炉体产生的热量主要依靠气流受热自身产生的动力在预热炉中流动,进而对中部槽进行预热,这容易导致中部槽体在预热过程中受热不均匀,影响焊道质量。
技术实现要素:
3.针对现有技术的不足,本实用新型拟解决的技术问题是,提供一种矿用中部槽整体连续通过式预热炉。
4.本实用新型解决所述技术问题是通过如下技术方案来实现的:
5.一种矿用中部槽整体连续通过式预热炉,包括炉体、加热元件、传送机构、炉门升降机构、基座和导风罩;其特征在于,该预热炉还包括风机组件和张紧机构;
6.炉体通过螺栓安装在基座的中部,炉体的进料口和出料口处均设有炉门,炉门通过各自的炉门升降机构实现开闭;导风罩罩在炉体的炉膛内;炉体的顶部设有多个风机组件,通过风机组件产生气流,将加热元件产生的热量向炉体的下部输送;张紧机构安装在基座上,用于实现传送机构的链带的张紧。
7.所述风机组件包括电动机、风机、风机座和小炉盖;小炉盖通过螺栓固定在炉体的顶壁,且伸入炉体的炉膛内;风机通过风机座安装在小炉盖的中心处,风机的转动轴穿过小炉盖、导风罩以及炉体的顶壁,与电动机的输出轴固连,电动机固定在炉体顶部的外表面。
8.所述传送机构包括主动轴、传动减速电机、主动链轮、从动轴、从动链轮和两条链带;主动轴和从动轴的两端分别转动并通过轴承和轴承座安装在基座的下部,且从动轴能沿着基座滑动;主动轴上通过键固定有两个主动链轮,从动轴上通过键固定有两个从动链轮;传动减速电机与基座通过螺栓固连,传动减速电机的输出轴通过联轴器与主动轴的一端固连;两条链带套装在各自的主动链轮、基座的导轨以及从动链轮上。
9.所述张紧机构包括气动马达、气压缸和空气压缩机;气动马达的输入端与空气压缩机的输出端密封连接,气动马达的输出端与气压缸的输入端连接,气压缸的伸缩杆能推动从动轴沿着基座往复滑动。
10.所述炉门升降机构包括驱动电机、钢丝绳和导向轮,驱动电机和导向轮均通过螺栓固定在炉体的顶部,驱动电机的输出轴上缠绕有钢丝绳,钢丝绳套装在导向轮上,并与炉
门固连。
11.与现有技术相比,本实用新型的有益效果是:炉膛的上方设有多个风机,加热元件产生的热量在风机的作用下从下向上聚集,聚集的热量并在风机的作用下吹向中部槽,热量随着气流在炉膛内循环流动,有利于中部槽均匀受热。
12.附图说明:
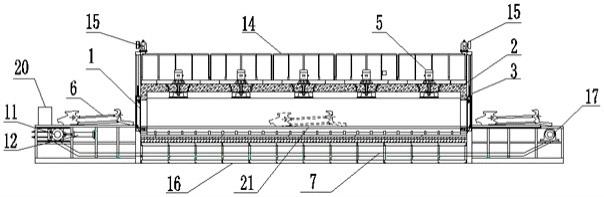
13.图1为本实用新型的整体结构的主视图;
14.图2为本实用新型的整体结构的侧视图;
15.图3为本实用新型的传动机构的结构示意图;
16.图4为本实用新型的张紧机构的结构示意图;
17.图5为本实用新型的风机组件的结构示意图;
18.图中,1-炉体;2-炉衬;3-炉门;4-加热元件;5-风机组件;6-中部槽;7-链带;8-导轨;9-主动轴;10-传动减速电机;11-主动链轮;12-张紧机构;13-拖辊;14-护栏;15-炉门升降机构;16-基座;17-从动轴;18-从动链轮;19-导风罩;20-控制柜;21-传送机构;
19.31-吊环;120-气动马达;121-气压缸;122-空气压缩机;150-驱动电机;151-钢丝绳;152-导向轮;51-电动机;52-风机;53-风机座;54-小炉盖。
20.具体实施方式:
21.下面给出本实用新型的具体实施例。具体实施例仅用于进一步详细说明本实用新型,不限制本技术权利要求的保护范围。
22.本实用新型提供一种矿用中部槽整体连续通过式预热炉(简称预热炉,参见图1-5),包括炉体1、加热元件4、风机组件5、传送机构21、张紧机构12、炉门升降机构15、基座16和导风罩19;
23.所述基座16通过地脚螺栓固定在地面上,用于支撑整个预热炉;基座16的一端设有送料工位,另一端设有卸料工位;基座16的两侧设有两个用于安装传动机构的链带7的导轨8;炉体1通过螺栓安装在基座16的中部,导轨8同时贯穿炉体1的炉膛;炉体1的两端设有与炉体1的炉膛相通的进料口和出料口,炉体1在进料口和出料口处均设有炉门3,炉门3通过各自的炉门升降机构15完成升降运动,实现炉门3的打开与关闭;导风罩19呈u型,且位于炉体1的炉膛内,导风罩19的开口朝下;炉体1的两侧设有多个加热元件4,为炉体1的炉膛提供热量;炉体1的内壁上设有炉衬2,用于保护炉内热气外泄;炉体1顶部设有多个风机组件5,通过风机组件5产生气流,将加热元件4产生的热量向炉体1的炉膛的下部输送,对中部槽6均匀预热;炉体1的顶部还设置有护栏14,用于保护维修人员;
24.所述传送机构包括主动轴9、传动减速电机10、主动链轮11、从动轴17、从动链轮18和两条链带7;主动轴9和从动轴17的两端分别通过轴承和轴承座安装在基座16的下部,主动轴9和从动轴17能相对于各自的轴承座转动,安装从动轴17的轴承座与基座16滑动连接;主动轴9和从动轴17分别位于基座16的两端,两个轴均与基座16的宽度方向平行;主动轴9上通过键连接有两个主动链轮11,从动轴17上通过键连接有两个从动链轮18;传动减速电机10通过螺栓与基座16固连,传动减速电机10的输出轴通过联轴器与主动轴9的一端固连;两条链带7套装在各自的主动链轮11、导轨8以及从动链轮18上,两条链带7并从基座16的下部通过,基座16的相应位置设有用于辅助链带7运动的拖辊13;传动减速电机10转动带动主动轴9转动,进而带动主动链轮11转动,使链带7转动,进而完成中部槽6的传送;
25.张紧机构通过螺栓安装在基座16的下部,且作用在安装从动轴17的轴承座上,推动安装从动轴17的轴承座沿着基座16的长度方向滑动,实现链带7的张紧。
26.所述张紧机构12为气动张紧结构,包括气动马达120、气压缸121和空气压缩机122;空气压缩机122放置在地面上,气动马达120的输入端通过气管与空气压缩机122的输出端密封连接,气动马达120的输出端与气压缸121的输入端连接,气压缸121的伸缩杆通过螺栓与安装从动轴17的轴承座固连;气动马达120带动气压缸121的伸缩杆往复运动,进而带动安装从动轴17的轴承座在基座16上往复滑动,实现链带7的张紧,即在不同温度下可以自动拉直链带7的链面,使其始终保持链面平整,保证槽体受热一致性。
27.所述炉门升降机构15包括驱动电机150、钢丝绳151和导向轮152;驱动电机150和导向轮152均通过螺栓固定在炉体1的顶部,驱动电机150的输出轴上缠绕有钢丝绳151,钢丝绳151同时套装在导向轮152上并与炉门3上的吊环31通过打结连接;炉门3的两侧设有多个滚轮,炉体1两侧的相应位置均设有与滚轮配合的滑轨;驱动电机150工作带动钢丝绳151伸长或缩短,使钢丝绳151拉动炉门1下降或升起,实现炉门3的关闭和打开;炉门3的升降通过控制柜20操控,并且采用plc控制实现。
28.所述风机组件5包括电动机51、风机52、风机座53和小炉盖54;小炉盖54通过螺栓固定在炉体1的内顶壁,且伸入炉体1的炉膛内;风机52通过风机座53安装在小炉盖54的中心处;风机52的转动轴穿过小炉盖54、导风罩19以及炉体1的顶壁,并通过联轴器与电动机51的输出轴固连,电动机51通过螺栓固定在炉体1顶部的外表面;电动机51转动带动风机52转动产生气流,使加热元件4产生的热量随着气流沿着导风罩19的内壁由下向上聚集,聚集的热量并在风机52的作用下由上至下吹向中部槽6,对中部槽6进行均匀预热;
29.本实用新型的工作原理和工作流程是:
30.初始状态时,预热炉进料口端的炉门3开启,出料口端的炉门3关闭;将中部槽6放置在基座16的送料工位上;然后启动传动减速电机10,带动链带7转动,将中部槽6输送至炉体1的炉膛内,此时进料口处的炉门3关闭,传动减速电机10停止工作;加热元件4通电,为炉膛内提供热量,电动机51工作带动风机52转动,将炉膛上部的热量以热风的形式吹到中部槽6上,对中部槽6进行预热;待中部槽6在炉膛内被加热保温一段时间后到达预热目的,启动出料口处的驱动电机150,带动出料口处的炉门3升起;传动减速电机10继续工作,带动链带7转动,将中部槽6输送至基座16的卸料工位上,至此整个中部槽16的预热工作完成;
31.在上述预热过程中,由于温度变化会引起链带7热胀冷缩,因此当温度较高时,启动气动马达120,使气压缸121的伸缩杆伸长,推动安装从动轴17的轴承座朝着远离主动轴9的方向滑动,使主动链轮11和从动链轮18绷紧链带7,实现链带7的扩张;当温度较低时,启动气动马达120,使气压缸121的伸缩杆缩短,推动安装从动轴17的轴承座朝着靠近主动轴9的方向滑动,使主动链轮11与从动链轮18之间的间距减小,实现链带7的收紧。
32.本实用新型未述及之处适用于现有技术。