1.本技术涉及机床夹具的领域,尤其是涉及一种气动式曲柄夹具。
背景技术:
2.曲柄,自行车中与牙盘相连的部分,在曲柄的两端均上设置有安装孔,主要用于连接踏蹬和牙盘。
3.现有技术中为了对曲柄的表面进行加工打磨通常将曲柄水平固定在机床上,一般来说通过夹持的方式进行夹紧,而且一般来说都是人工手动拧紧。
4.针对上述中的相关技术,发明人认为运用夹持的方式容易松动,且人工拧紧会耗费大量工人体力导致生产效率低下,且人工拧紧可能达不到所需的要求。
技术实现要素:
5.为了提高在夹具上安装曲柄的工作效率,本技术提供一种气动式曲柄夹具。
6.本技术提供的一种气动式曲柄夹具,采用如下的技术方案。
7.一种气动式曲柄夹具,包括:
8.机架,所述机架由机床改装形成;
9.气缸,所述气缸安装在机架上;
10.齿条,所述齿条的一端安装在气缸上;
11.定心夹紧机构,所述定心夹紧机构安装在机架上,定心夹紧机构内设置有弹性夹头;
12.以及齿轮,所述齿轮安装在定心夹紧机构上;
13.其中,所述气缸驱动齿条带动齿轮转动进而使定心夹紧机构内的弹性夹头向内收缩将工件夹紧。
14.通过采用上述技术方案,利用气缸带动齿条进而带动齿轮旋转,从而使得弹性夹头夹紧工件,无需手动旋紧弹性夹头,能够大幅度节省工人体力提高生产效率。
15.可选的,还包括:
16.立块,所述立块安装在机架上;
17.以及滑槽,所述滑槽安装在立块上,所述滑槽与齿条之间滑动连接,且齿条锯齿部远离滑槽设置。
18.通过采用上述技术方案,通过设置滑槽能够对齿条起到支撑和限位的作用防止齿条偏离原定行动路线进而影响齿轮转动。
19.可选的,还包括:
20.支撑柱,所述支撑柱设置在机架上,所述支撑柱的轴线与定心夹紧机构的轴线对齐,两轴线之间的距离等于曲柄上两个安装孔之间的距离。
21.通过采用上述技术方案,通过设置支撑柱能够对曲柄起到定位的作用,防止曲柄在加工过程中发生偏移进而影响加工精度。
22.可选的,所述支撑柱包括:
23.支柱部,所述支柱部底部设置有螺纹孔,机架平台上设置有螺栓,支柱部螺纹连接在机架上;
24.套轴,所述套轴设置在支柱部的一端,所述套轴远离机架,所述套轴的轴径小于支柱部的轴径;
25.通过采用上述技术方案,支柱部对曲柄起到支撑的作用,支柱部与机架之间螺纹连接能够使得支撑柱可以随时更换,从而适应不同型号的曲柄,套轴对曲柄起到限位的作用。
26.可选的,所述支撑柱还包括:
27.转动槽,所述转动槽设置有至少两个,所述转动槽设置在支柱部的周侧上。
28.通过采用上述技术方案,通过在支柱部上设置转动槽能够更加方便的拆卸支撑柱。
29.可选的,还包括:
30.安全板,所述安全板上开设有两个卡孔,所述卡孔的轴心与套轴和定心夹紧机构的轴心对齐,套在套轴上的所述卡孔的轴径大于套轴的轴径小于支柱部的轴径,所述安全板安装在定心夹紧机构的支撑柱上。
31.通过采用上述技术方案,通过设置安全板能够防止切屑进入齿轮齿条进而影响齿轮齿条的工作,而且安全板能够保障工人的安全,防止工人在安装工件时手不小心被割伤。
32.可选的,还包括:
33.定位块,所述定位块包括螺纹部和插接部,所述螺纹部的轴径等于曲柄安装孔的轴径,且所述螺纹部与曲柄螺纹连接,所述插接部插在定心夹紧机构上。
34.通过采用上述技术方案,通过设置定位块能够将曲柄固定在定心夹紧机构上。
35.可选的,还包括:
36.手动控制阀,所述手动控制阀安装在气缸上,所述手动控制阀用于控制气缸的开闭。
37.通过采用上述技术方案,利用手动控制阀能够便于工人控制气缸的启动和关闭。
38.综上所述,本技术包括以下至少一种有益技术效果:
39.通过设置气缸和齿轮齿条,利用齿轮齿条配合锁紧弹性夹头,能够降低工人的劳动强度,有效提高生产效率;
40.通过设置定位块,能够将曲柄安装在定心夹紧机构上;
41.通过设置安全板,能够防止切屑进入齿轮齿条,且能够保障工人安全。
附图说明
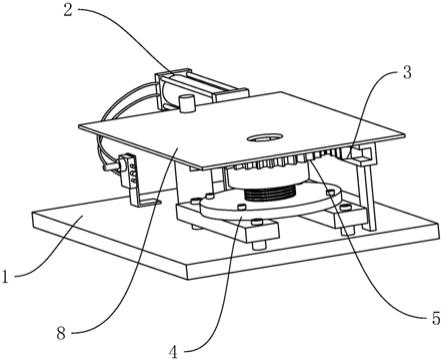
42.图1是本技术实施例的一种气动式曲柄夹具的结构示意图;
43.图2是本技术实施例的一种气动式曲柄夹具的内部结构示意图;
44.图3是本技术实施例的支撑柱的结构示意图;
45.图4是本技术实施例的定位块的结构示意图;
46.图5是本技术实施例的一种气动式曲柄夹具的实际工况示意图。
47.附图标记:1、机架;2、气缸;3、齿条;4、定心夹紧机构;41、弹性夹头;5、齿轮;6、立
块;61、滑槽;7、支撑柱;71、支柱部;711、螺纹孔;712、转动槽;72、套轴;8、安全板;9、定位块;91、螺纹部;92、插接部;10、手动控制阀。
具体实施方式
48.以下结合附图1-5对本技术作进一步详细说明。
49.本技术实施例公开一种气动式曲柄夹具,参照图1和2,包括机架1、气缸2、齿条3、定心夹紧机构4及齿轮5,机架1利用机床改装形成,气缸2设置在机架1上,齿条3的一端安装在气缸2的伸出杆上,气缸2带动齿条3做直线运动,定心夹紧机构4安装在机架1上,该定心夹紧机构4的夹头采用弹性夹头41,弹性夹头41定心夹紧机构4,是利用安装在夹具体或心轴上的弹性夹头41受力所产生的弹性变形实现对工件的定位和夹紧的,弹性夹头41定心夹紧机构4包括外夹式和内夹式两种,且本例中采用的是外夹式弹性夹头41定心夹紧机构4,工作原理为顺时针转动操纵杆,紧固螺母在与夹具体外螺纹的配合下拉动弹性夹头41向下移动,使其外圆锥面受到夹具体内圆锥面的挤压,从而使弹性夹头41向内收缩将工件夹紧。逆时针转动操纵杆时,紧固螺母被旋松,弹性夹头41向外扩张使工件放松,即可将工件取下;齿轮5安装在定心夹紧机构4上,齿轮5齿条3相互配合,工作时,气缸2带动齿条3做直线运动,齿条3带动齿轮5转动进而使得弹性夹头41扩张或收缩,从而使得工件被夹紧或者被收缩,利用气缸2和齿轮5齿条3配合,便无需工人手动转动操作杆,从而节省体力,提高工作效率。
50.参考图1和2,机架1上还设置有立块6,立块6竖直设置且靠近定心夹紧机构4,立块6远离机架1的一端固定连接有滑槽61,滑槽61与齿条3滑动连接,通过设置滑槽61用来限制齿条3的行动轨迹,防止齿条3发生偏移进而影响与齿轮5的啮合,从而导致无法锁紧弹性夹头41。
51.参考图2和3,机架1上还设置有支撑柱7,支撑柱7包括支柱部71以及套轴72,支柱部71设置成圆柱状,支柱部71的轴径大于套轴72的轴径,套轴72的轴径等于曲柄尾部定位孔的轴径,支柱部71的底部开设有螺纹孔711,并与机架1上所固定的螺栓螺纹连接,套轴72用来进一步固定曲柄,由于支撑柱7可拆卸,所以能够根据曲柄的型号进行更换支撑柱7,当支撑柱7损坏时也可以直接更换,降低维修成本;
52.支柱部71上还开设有两道转动槽712,两道转动槽712相对支柱部71的轴线对称设置,且均开设在支柱部71周侧面上,由于支柱部71的表面比较光滑,当安装支撑柱7在机架1上时,不易安装,通过设置转动槽712能够更加方便的转动支撑柱7使其便于拆装在机架1上。
53.参考图1,支撑柱7以及定心夹紧机构4上安装有安全板8,安全板8上开设有连个卡孔,其中一个卡孔的孔径等于套轴72的轴径,另一个卡孔的孔径等于定心夹紧机构4的弹性夹头41的最大轴径,安全板8的较小的卡孔套在套轴72上,另一个卡孔与定心夹紧机构4的轴心对齐,并盖在定心夹紧机构4的表面,通过设置安全板8能够有效防止切屑进入齿轮5齿条3进而影响齿轮5齿条3运动,而且安全板8还能够降低工人在操作时不小心被齿轮5齿条3刮到手的概率,进而保障工人的操作安全;
54.参考图4和5,还包括定位块9,定位块9整体设置成阶梯轴状,定位块9包括螺纹部91和插接部92,螺纹部91的轴径等于曲柄头部的定位孔的轴径,插接部92的的尾部设置成
扁平状,当将曲柄安装进定心夹紧机构4时,定位块9的螺纹部91旋入曲柄的定位孔内,插接部92插入定心夹紧机构4,插接部92设置成扁平状能够更加在定心夹紧机构4中被夹的更紧。
55.参考图2,气缸2上安装有手动控制阀10,利用手动控制阀10能够操控气缸2的启闭,手动控制阀10远离齿条3齿轮5设置,通过将手动控制阀10远离齿轮5齿条3设置,能够保证使用者的安全。
56.本技术实施例一种气动式曲柄夹具的实施原理为:首先将定位块9连接在曲柄上,然后将曲柄的一个定位孔套入轴套上,并将定位块9插入定心夹紧机构4,然后通过手动控制阀10来控制气缸2的启动,气缸2带动齿条3做直线运动,齿条3带动齿轮5旋转,齿轮5带动弹性夹头41收缩进而夹紧定位块9,从而将曲柄固定住,当取出曲柄时,通过手动控制阀10让气缸2带动齿条3回缩,然后齿条3带动齿轮5反向转动,从而使得弹性夹头41放松,此时在手动取出曲柄,然后将定位块9从曲柄上取下。
57.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。