:
1.本实用新型涉及一种用于800法兰端板自动上下料数控车床,属于法兰端板的加工技术领域。
背景技术:
2.800以上法兰端板的数控车床加工,一直采用人工进行搬运,抬上机械上加工和加工完毕搬离车床,由于800端头板单体质量在50kg以上,使员工劳动强度大、工作辛苦,甚至出现砸脚等安全事故,因此寻找一种速度快、效率高、质量好的一种机械化搬运方法成为了本行业的技术难题。
技术实现要素:
3.本实用新型的目的在于解决现有技术中的缺陷,提供一种结构简单,设计合理、使用方便的法兰端板自动上下料数控车床。
4.本实用新型是通过如下技术方案实现的:
5.一种法兰端板自动上下料数控车床,包括进出料系统、数控车床系统及送料系统;
6.所述进出料系统用于将法兰端板送入或送出,包括滑轨及沿滑轨滑动连接的小车;
7.所述送料系统用于将抓取法兰端板并将法兰端板送入或取出数控车床系统,包括桁架及沿桁架移动的送料机械手,送料机械手上设置有吸盘;
8.所述数控车床系统用于对法兰端盘进行车加工并将成品送出,包括车床本体、车加工组件、卡盘、定位锥桶、抬板圆环机构及下料轨道,所述卡盘、车加工组件、定位锥桶固定在车床本体顶端,车加工组件为两组,对应设置在卡盘两侧,所述抬板圆环机构包括抬板圆环、抬板臂及抬板驱动,所述抬板圆环对应设置在卡盘上方,所述抬板驱动通过抬板臂与抬板圆环连接,抬板驱动能够驱动抬板圆环向上抬起,所述下料轨道对应设置在抬板圆环机构一侧,下料轨道向下倾斜设置。
9.为了实现进料、出料同时运作,从而提高加工效率,所述进出料系统包括进料系统及出料系统,进料系统及出料系统分别设置在数控车床系统两侧,所述进料系统包括进料滑轨及进料小车,进料小车包括进料小车本体及驱动其沿进料滑轨滑动的进料驱动;所述出料系统包括出料滑轨及出料小车,出料小车包括出料小车本体及驱动其沿出料滑轨滑动的出料驱动,出料滑轨与进料滑轨相平行。
10.为了与进料系统及出料系统相配套,所述送料机械手包括进料机械手及出料机械手,所述进料机械手与进料系统相对应,所述出料机械手与出料系统相对应。
11.为了实现成品的出料转向,从而便于抓取成品,所述下料轨道包括相垂直设置的第一下料轨道、第二下料轨道,所述第一下料轨道对应设置在抬板圆环机构一侧,所述第二下料轨道对应设置在第一下料轨道的输出端。
12.本实用新型的有益效果是:本实用新型结构简单、设计合理,通过本实用新型的设
计,能够很好的对800法兰端板数控车床上下料自动控制,确保加工顺利,提高机床利用效率、大幅度降低员工劳动强度。
附图说明:
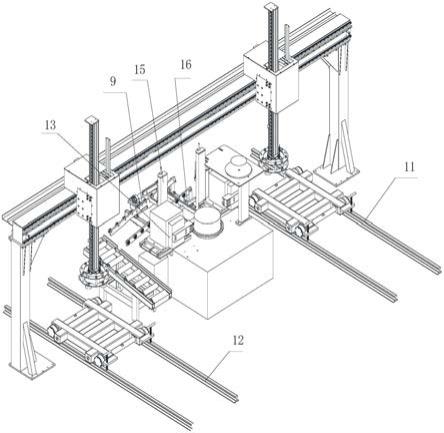
13.图1为本实用新型的法兰端板自动上下料数控车床的立体结构示意图;
14.图2为本实用新型的法兰端板自动上下料数控车床的主视图;
15.图3为本实用新型的法兰端板自动上下料数控车床的俯视图。
具体实施方式:
16.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易被本领域人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。本实用新型所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「顶」、「底」、「侧」、「端」等,仅是参考附加图式的方向。因此,使用的方向用语是用以说明及理解本实用新型,而非用以限制本实用新型。
17.如图1-3所示的一种法兰端板自动上下料数控车床,包括进出料系统、数控车床系统及送料系统。
18.所述进出料系统用于将法兰端板送入或送出,包括进料系统及出料系统,进料系统及出料系统分别设置在数控车床系统两侧,进料系统及出料系统结构基本相同,所述进料系统包括进料滑轨11及进料小车10,进料小车10包括进料小车本体及驱动其沿进料滑轨11滑动的进料驱动;所述出料系统包括出料滑轨12及出料小车3,出料小车3包括出料小车本体及驱动其沿出料滑轨12滑动的出料驱动,出料滑轨12与进料滑轨11相平行。
19.所述送料系统用于将抓取法兰端板并将法兰端板送入或取出数控车床系统,包括桁架1及沿桁架1移动的两套送料机械手,送料机械手底端设置有吸盘,所述送料机械手包括进料机械手8及出料机械手2,所述进料机械手8与进料系统相对应,所述出料机械手2与出料系统相对应。
20.所述数控车床系统用于对法兰端盘进行车加工并将成品送出,包括车床本体6、车加工组件13、卡盘14、定位锥桶7、抬板圆环机构及下料轨道,所述卡盘14、车加工组件13、定位锥桶7固定在车床本体6顶端,车加工组件13为两组,对应设置在卡盘14两侧,所述抬板圆环机构包括抬板圆环5、抬板臂16及抬板驱动15,所述抬板圆环5对应设置在卡盘14上方,所述抬板驱动15通过抬板臂16与抬板圆环5连接,抬板驱动15能够驱动抬板圆环5向上抬起,所述下料轨道对应设置在抬板圆环机构一侧,下料轨道包括相垂直设置的第一下料轨道9、第二下料轨道4,所述第一下料轨道9对应设置在抬板圆环机构一侧,所述第二下料轨道4对应设置在第一下料轨道9的输出端,第一下料轨道9、第二下料轨道4均向下倾斜设置。
21.具体实施过程如下:进料机械手8在进料小车10(毛坯小车)的上方等待,定位锥桶7的红外线发出无板控制信号,进料机械手8下降到进料小车10上吸住一块端头板,上升到一定位置,向定位锥桶7方向移动,移到定位锥桶7上方,先下降并释放吸盘,把端头板放在定位锥桶7进行自动同心定位,数控车床发出无板信号,进料机械手8从定位锥桶7上方下降并吸住端头板,上升并向数控车床方向移动,到数控车床上方先下降并把端头板放在数控车床的卡盘14上,进料机械手8上升并回到毛坯小车上方进行下一次吸板动作;数控车床进
行夹紧端头板,并加工坡口、外圆、止口,加工完毕,卡盘14松开,抬板驱动15驱动抬板圆环5向上抬起,把端头板抬高,端头板顺着第一下料轨道9、第二下料轨道4滑到桁架下方,出料机械手2得到桁架1下方有板的信号,出料机械手2下降并吸住端头板,先上升并向出料小车3方向平移,到出料小车3上方,出料机械手2下降并释放端头板,然后出料机械手2上升并回到车床下料轨道上方等待。
22.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种法兰端板自动上下料数控车床,其特征在于:包括进出料系统、数控车床系统及送料系统;所述进出料系统用于将法兰端板送入或送出,包括滑轨及沿滑轨滑动连接的小车;所述送料系统用于将抓取法兰端板并将法兰端板送入或取出数控车床系统,包括桁架及沿桁架移动的送料机械手,送料机械手上设置有吸盘;所述数控车床系统用于对法兰端盘进行车加工并将成品送出,包括车床本体、车加工组件、卡盘、定位锥桶、抬板圆环机构及下料轨道,所述卡盘、车加工组件、定位锥桶固定在车床本体顶端,车加工组件为两组,对应设置在卡盘两侧,所述抬板圆环机构包括抬板圆环、抬板臂及抬板驱动,所述抬板圆环对应设置在卡盘上方,所述抬板驱动通过抬板臂与抬板圆环连接,抬板驱动能够驱动抬板圆环向上抬起,所述下料轨道对应设置在抬板圆环机构一侧,下料轨道向下倾斜设置。2.根据权利要求1所述的法兰端板自动上下料数控车床,其特征在于:所述进出料系统包括进料系统及出料系统,进料系统及出料系统分别设置在数控车床系统两侧,所述进料系统包括进料滑轨及进料小车,进料小车包括进料小车本体及驱动其沿进料滑轨滑动的进料驱动;所述出料系统包括出料滑轨及出料小车,出料小车包括出料小车本体及驱动其沿出料滑轨滑动的出料驱动,出料滑轨与进料滑轨相平行。3.根据权利要求2所述的法兰端板自动上下料数控车床,其特征在于:所述送料机械手包括进料机械手及出料机械手,所述进料机械手与进料系统相对应,所述出料机械手与出料系统相对应。4.根据权利要求3所述的法兰端板自动上下料数控车床,其特征在于:所述下料轨道包括相垂直设置的第一下料轨道、第二下料轨道,所述第一下料轨道对应设置在抬板圆环机构一侧,所述第二下料轨道对应设置在第一下料轨道的输出端。
技术总结
本实用新型涉及一种法兰端板自动上下料数控车床,包括进出料系统、数控车床系统及送料系统;进出料系统用于将法兰端板送入或送出,送料系统用于将抓取法兰端板并将法兰端板送入或取出数控车床系统,数控车床系统用于对法兰端盘进行车加工并将成品送出。本实用新型结构简单、设计合理,通过本实用新型的设计,能够很好的对800法兰端板数控车床上下料自动控制,确保加工顺利,提高机床利用效率、大幅度降低员工劳动强度。低员工劳动强度。低员工劳动强度。
技术研发人员:孙晋存 王创创 吴兵 刘国安
受保护的技术使用者:句容毅马五金制品有限公司
技术研发日:2021.09.01
技术公布日:2022/2/11