1.本技术涉及轧钢技术领域,具体涉及一种新型轧钢系统活套监测装置。
背景技术:
2.新钢高速棒材的生产工艺流程如下:原料验收
→
热送辊道
→
入炉加热
→
粗轧机
→
剪
→
中轧机
→
剪
→
活套
→
精轧机
→
活套
→
平立转换轧机
→
倍尺剪
→
步进式冷床
→
冷剪
→
点支数
→
打捆
→
收集
→
堆垛
→
发运;精轧机活套在高棒的轧制过程中起着非常重要的作用,是整个生产线的重要组成部分,一旦出现问题不但会直接影响产品质量和成材率,而且整条轧制线也将被迫停止生产。
3.轧件在经过活套的过程中,会出现跑偏的情况,如果不及时发现会出现钢带撕裂、跑出的情况,会造成安全事故;活套在使用的过程中,也会出现一定的跑偏,从而使轧件更容易出现跑偏的情况;现有技术中没有对活套、轧件同时进行检测的设备,导致设备安全性不高。
4.因此,需要提供一种新的技术方案来解决上述问题。
技术实现要素:
5.本技术提供了一种轧钢系统活套监测装置,尤其适用于精轧机活套的检测,包括活套本体,所述活套本体的两侧设有监测装置,所述监测装置包括撑杆,所述撑杆上设有调节装置,所述调节装置上设有报警传感器。
6.作为一种优选方案,所述监测装置外侧设有防高温罩体,所述防高温罩体的一侧设有透明窗。
7.作为一种优选方案,所述撑杆为矩形。
8.作为一种优选方案,所述撑杆为圆形。
9.作为一种优选方案,所述活套本体一侧的中部外侧设有监测装置一,所述监测装置一包括撑杆,所述撑杆上设有调节装置一和调节装置二,所述调节装置一和调节装置上分别设有传感器。
10.作为一种优选方案,所述调节装置包括本体,所述本体上设有两个连接部,所述连接部上设有固定孔,所述固定孔内设有与其配合的螺栓;所述本体、连接部上设有与撑杆形状相适应的安装孔。
11.作为一种优选方案,所述活套本体包括前压辊,所述前压辊的下部设有与其配合的前托辊,所述前压辊的后部设有后压辊,所述后压辊的下部设有与其配合的后托辊;所述前压辊和后压辊之间设有起套辊,所述起套辊的下方设有活套扫描仪。
12.活套的工作原理是当轧件进入活套时,活套扫描仪发出信号,启动气缸,气缸带动起套辊抬起,轧制结束后起套辊落下,在这过程中,活套扫描仪显示起套辊位置,控制起套辊起套高度,并随时反馈信息进行调整,以保证前后机架秒流量相等,从而改善产品的尺寸精度,提高轧制精度;本实用新型当活套和轧件发生左侧和右侧的位移时,传感器发射的红
外线就被反射而被接收控制报警电路接收,导致接收控制报警电路产生信号,接收控制报警电路进行报警,提示工作人员进行操作;本实用新型在活套中部的一侧设有监测装置一,监测装置一上的两个传感器,用于感应起套辊的最高高度和最低高度,当高于最高高度,低于最低高度时,发出报警,提示工作人员进行处理,防止后续出现问题;本实用新型结构简单、使用方便,能够及时监测活套和轧钢的偏移,并且能够监测起套辊的最高高度和最低高度,及时发出报警,提示工作人员进行相应的操作,提高了安全性。
附图说明
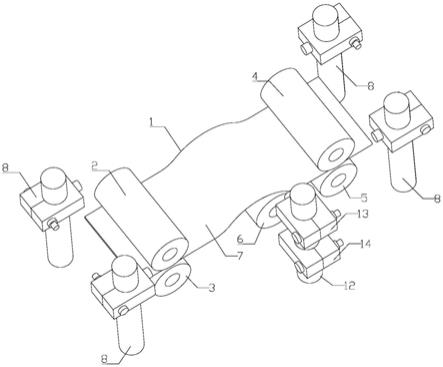
13.图1是本技术的角度一的结构示意图;
14.图2是本技术的角度二的结构示意图;
15.图3是本技术的监测装置的角度一的结构示意图;
16.图4是本技术的监测装置的角度一的结构示意图;
17.图5是本技术的监测装置的另一种状态的角度一的结构示意图;
18.图6是本技术的监测装置的另一种状态的角度二的结构示意图;
19.图7是发射电路的示意图;
20.图8是接收控制报警电路的示意图;
21.附图标记:
22.1、活套本体2、前压辊3、前托辊4、后压辊
23.5、后托辊6、起套辊7、轧件8、监测装置
24.9、撑杆10、调节装置11、报警传感器12、监测装置一
25.13、调节装置一14、调节装置二15、本体16、连接部
26.17、螺栓。
具体实施方式
27.以下结合图1—图8对本实用新型的具体实施方式进行详细说明。应当说明的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
28.实施例一:
29.本实施例提供了一种轧钢系统活套监测装置,尤其适用于精轧机活套的检测,包括活套本体,包括活套本体1,所述活套本体1采用现有技术中的活套即可,具体不做限定,优选地,所述活套本体1包括前压辊2,所述前压辊2的下部设有与其配合的前托辊3,所述前压辊2的后部设有后压辊4,所述后压辊4的下部设有与其配合的后托辊5;所述前压辊2和后压辊4之间设有起套辊6,所述起套辊6的下方设有活套扫描仪(图中未示意),活套扫描仪采用现有技术中的活套扫描仪即可,具体型号不做限定,本实用新型不做任何改进,活套扫描仪与底部、地面等的连接方式也均为现有技术,在此不做限定;所述起套辊6与气缸连接,通过气缸控制起套辊6的升降;上述起套辊6和气缸的配合也可以采用现有技术中的活套支撑器替代,技术人员根据具体情况进行选择即可,本实用新型不做具体赘述;轧件7压制在前压辊2和前托辊3、后压辊4和后托辊5之间,起套辊6与轧件7接触;所述活套本体1的两侧设有监测装置8,即所述前压辊2、后压辊4的两侧设有监测装置8,优选地,每侧设有两个监测装置8;所述监测装置8包括撑杆9,所述撑杆9上设有调节装置10,所述撑杆9为矩形或柱形
等,采用柱形的时候调节装置可以方便进行转动,不仅仅可以调节传感器的高度,也可以用于调节传感器的角度,实用性较高;调节装置10可以沿着撑杆9进行上下调节,从而调节传感器的位置,所述调节装置10上设有报警传感器11;所述报警传感器11采用红外线报警传感器,具体型号不做限定,报警传感器11当活套或者轧钢发生偏移时,传感器发射电路发射的红外线就被反射而被接收控制报警电路接收,导致接收控制报警电路产生信号,接收控制报警电路进行报警,提示工作人员进行操作。
30.优选地,为了提高设备的使用寿命,所述监测装置8的外侧套设防高温罩体,防高温罩体优选为矩形罩体,采用耐高温材质制作,所述防高温罩体的一侧设有透明窗,透明窗设置在报警传感器11的一侧;透明窗采用防高温玻璃,玻璃上设有与报警传感器11对应的小孔,供报警传感器11进行信号传输;先调节好报警传感器11的高度后,再套设防高温罩体。
31.实施例二:
32.本实施例中进一步提高了安全性,优选地,所述活套本体1一侧的中部外侧设有监测装置一12,具体地,所述监测装置一12设置在前压辊2和后压辊4之间的一侧;所述监测装置一12包括撑杆9,所述撑杆9上设有调节装置一13和调节装置二14,调节装置一13和调节装置二14的结构同调节装置10的结构一样,不同的描述是为了区分不同的数量;所述调节装置一13和调节装置二14上分别设有报警传感器11,调节装置一13的报警传感器11用于测量起套辊6的最高高度,当高于最高高度发出报警,调节装置二14的报警传感器11用于测量起套辊6的最低高度,当低于最低高度发出报警;提示工作人员进行处理,防止后续出现问题,进一步提高了安全性。
33.优选地,为了提高使用寿命,所述监测装置一12的外侧设有防高温罩体,结构同实施例一,在此不做赘述。
34.实施例三:
35.本实施例对调节装置10进行限定,所述调节装置10包括本体15,所述本体15上固定有报警传感器11,所述本体15上设有两个连接部16,本体15与连接部16一体成型;所述连接部16上设有固定孔,所述固定孔内设有与其配合的螺栓17;所述本体15、连接部16上设有与撑杆9形状相适应的安装孔;通过安装孔9将调节装置10套设在撑杆9上,通过锁紧两个连接部16,可以提高调节装置10与撑杆9之间的连接强度,使其更加稳定。
36.实施例四:
37.本实施例对报警传感器11进行描述,报警传感器包括发射电路和接收控制报警电路两部分,如图7所示,为发射电路,如图8所示,为接收控制报警电路。
38.发射电路由时基集成电路ic1、红外发光二极管vl1、电阻器r8、r9、电容c6—c8和电位器rp组成;接收控制报警电路包括接收电路、开关控制电路、声光报警电路,接收电路包括红外线接收头ic3、三端稳压集成电路ic2、限流电阻器r1和滤波电容器c1;开关控制电路由晶闸管vt、晶体管v、电阻器r5—r7,电容c3—c5、二极管vd1、vd2、发光二极管vl2、报警器ha和继电器k组成。
39.将发射电路和接收控制报警电路分别安装在调节装置上,平时,红外发光二极管vl1发出的调制红外光经红外线接收头ic3接收后,使ic3的1脚输出低电平,v和vt处于截止状态,声光报警器电路不工作,当活套、轧件偏移时,会ic3接收的红外光束短时间中断;ic3
上的1脚输出高电平,使v导通,v发射极输出的高电平使vt受触发而导通;ic4通电工作,其中3脚输出低频震荡信号,使vl2闪烁发光、k间歇吸合,在吸合时,其常开触点将报警器ha的一端接地,ha通电工作,发出响亮的报警声。
40.起套辊6最低高度和最高高度的测量原理同上,在此不做具体赘述。
41.本实用新型的工作原理:活套的工作原理是当轧件7进入活套时,活套扫描仪发出信号,启动气缸,气缸带动起套辊6抬起,轧制结束后起套辊6落下,在这过程中,活套扫描仪显示起套辊6位置,控制起套辊6起套高度,并随时反馈信息进行调整,以保证前后机架秒流量相等,从而改善产品的尺寸精度,提高轧制精度;本实用新型当活套和轧件7发生左侧和右侧的位移时,报警传感器11发射的红外线就被反射而被报警传感器11的接收控制报警电路接收,导致接收控制报警电路产生信号,接收控制报警电路进行报警,提示工作人员进行操作;本实用新型在活套中部的一侧设有监测装置一,监测装置一上的两个传感器,用于感应起套辊的最高高度和最低高度,当高于最高高度,低于最低高度时,发出报警,提示工作人员进行处理,防止后续出现问题。
42.综上所述,由于采用了上述技术方案,本实用新型结构简单、使用方便,能够及时监测活套和轧钢的偏移,并且能够监测起套辊的最高高度和最低高度,及时发出报警,提示工作人员进行相应的操作,提高了安全性。
43.上述未具体描述的装置、连接关系等均属于现有技术,本实用新型在此不做具体的赘述。
44.本技术文件中使用到的标准零件均可以从市场上购买,而且根据说明书和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中常规的型号。
45.以上结合附图详细描述了本技术的优选方式,但是,本技术并不限于上述实施方式中的具体细节,在本技术的技术构思范围内,可以对本技术的技术方案进行多种简单变型,这些简单变型均属于本技术的保护范围。
46.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本技术各种可能的组合方式不再另行说明。
47.此外,本技术的各种不同的实施方式之间也可以进行任意组合,只要其不违背本技术的思想,申请其同样应当视为本技术所公开的内容。