1.本实用新型涉及乙炔气回收系统技术领域,是一种乙炔气回收系统长周期安全运行装置。
背景技术:
2.乙炔车间配套建设有乙炔气回收系统,用于回收溶解在渣浆液中的乙炔气。电石与水在乙炔发生器内反应后产生的渣浆液,经乙炔发生器溢流管进入渣浆高位槽,再通过输送泵进入乙炔气回收塔,通过水环真空泵抽负压,将溶解在渣浆液中的乙炔气闪蒸回收送入乙炔气柜。由于渣浆液温度较高,饱和蒸气压高,闪蒸后的乙炔气含水较多,在水环真空系统出口的u型管处容易积水,造成水分进入在线氧分析仪,影响氧含量偏高触发联锁,导致水环真空泵跳停频繁跳停,不利于安全运行。
技术实现要素:
3.本实用新型提供了一种乙炔气回收系统长周期安全运行装置,克服了上述现有技术之不足,其能有效解决水环真空系统的u型管处容易积水,影响氧含量偏高触发联锁,导致水环真空泵跳停频繁跳停的问题。
4.本实用新型的技术方案是通过以下措施来实现的:一种乙炔气回收系统长周期安全运行装置,包括水环真空泵、汽水分离器、在线氧分析仪、水封罐、u型管和乙炔气柜,汽水分离器的底部进口固定连通有乙炔气输送管线,乙炔气输送管线上固定安装有水环真空泵,汽水分离器的底部还固定连通有排液管线,汽水分离器的顶部出口与u型管的进口之间固定连通有气相外排管线,u型管的出口与乙炔气柜的进口之间固定相连通,u型管的底端与水封罐之间固定连通有排水管线,气相外排管线与乙炔气输送管线之间固定连通有气相回流管线,气相回流管线与u型管进口之间的气相外排管线上固定连通有排气管线,气相回流管线与排气管线之间的气相外排管线上固定安装有在线氧分析仪。
5.下面是对上述实用新型技术方案的进一步优化或/和改进:
6.上述水封罐的侧面设有溢流口,溢流口的中心线与水封罐的进口之间的距离大于80cm。
7.上述汽水分离器的顶部固定安装有第一压力表。
8.上述u型管由左至右依次固定安装有第二切断阀、第二压力表和流量计。
9.上述排气管线上自下而上依次固定安装有第一切断阀和阻火器。
10.上述气相外排管线上固定安装有取样口和温度计。
11.本实用新型结构合理而紧凑,使用方便,利用水封罐将管道内积水排放干净,防止水分进入在线氧分析仪影响氧含量分析结果,同时用水封阻止乙炔气外溢,具有安全、省力、简便、高效的特点。
附图说明
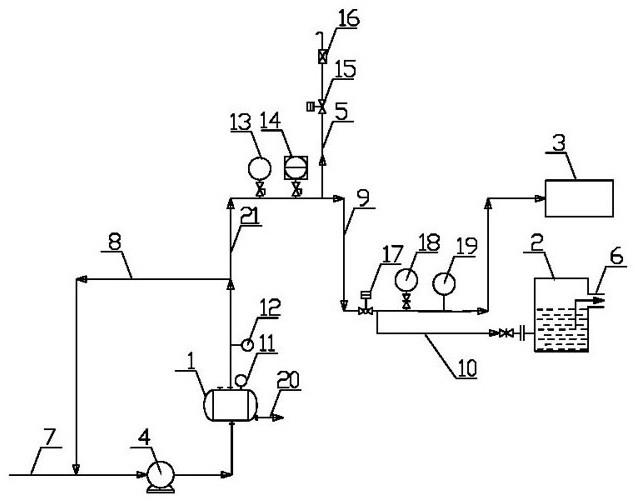
12.附图1为本实用新型最佳实施例的工艺流程示意图。
13.附图中的编码分别为:1为汽水分离器,2为水封罐,3为乙炔气柜,4为水环真空泵,5为排气管线,6为溢流口,7为乙炔气输送管线,8为气相回流管线,9为u型管,10为排水管线,11为第一压力表,12为取样口,13为温度计,14为在线氧分析仪,15为第一切断阀,16为阻火器,17为第二切断阀,18为第二压力表,19为流量计,20排液管线,21为气相外排管线。
具体实施方式
14.本实用新型不受下述实施例的限制,可根据本实用新型的技术方案与实际情况来确定具体的实施方式。
15.在本实用新型中,为了便于描述,各部件的相对位置关系的描述均是根据说明书附图1的布图方式来进行描述的,如:前、后、上、下、左、右等的位置关系是依据说明书附图1的布图方向来确定的。
16.下面结合实施例及附图对本实用新型作进一步描述:
17.如附图1所示,该乙炔气回收系统长周期安全运行装置包括水环真空泵4、汽水分离器1、在线氧分析仪14、水封罐2、u型管9和乙炔气柜3,汽水分离器1的底部进口固定连通有乙炔气输送管线7,乙炔气输送管线7上固定安装有水环真空泵4,汽水分离器1的底部还固定连通有排液管线20,汽水分离器1的顶部出口与u型管9的进口之间固定连通有气相外排管线21,u型管9的出口与乙炔气柜3的进口之间固定相连通,u型管9的底端与水封罐2之间固定连通有排水管线10,气相外排管线21与乙炔气输送管线7之间固定连通有气相回流管线8,气相回流管线8与u型管9进口之间的气相外排管线21上固定连通有排气管线5,气相回流管线8与排气管线5之间的气相外排管线21上固定安装有在线氧分析仪14。
18.本实用新型中,汽水分离器1的出口管道原设计为人工进行排水,无法准确判断积水情况,水分进入在线氧分析仪14,造成氧含量联锁频繁触发,水环真空泵4跳停,导致大量乙炔气外排污染大气。本实用新型实施后,u型管9内的积水可以在第一时间通过水封排出,同时水封罐2内的液位差可以防止乙炔气外溢,保证联锁不被触发,乙炔气回收系统长周期运行。
19.可根据实际需要,对上述乙炔气回收系统长周期安全运行装置作进一步优化或/和改进:
20.如附图1所示,水封罐2的侧面设有溢流口6,溢流口6的中心线与水封罐2的进口之间的距离大于80cm。溢流口6的中心线与水封罐2的进口之间的距离大于80cm主要是为了防止乙炔气体溢散出去,保障安全生产。
21.如附图1所示,汽水分离器1的顶部固定安装有第一压力表11。第一压力表11主要用于检测汽水分离器1内的压力,第一压力表11可选择量程1kpa至50kpa压力表。
22.如附图1所示,u型管9由左至右依次固定安装有第二切断阀17、第二压力表18和流量计19。在线氧分析仪14的测量范围为0至2%,当氧气浓度高于0.9%时,触发回收系统含氧连锁,导致水环真空泵4跳停,回收系统停车。
23.如附图1所示,排气管线5上自下而上依次固定安装有第一切断阀15和阻火器16。当回收系统含氧超标触发联锁水环真空泵4跳停时,第二切断阀17第一时间切断,防止氧气
进入气柜形成混合性爆炸气体;同时第一切断阀15打开,回收系统开始充氮气,通过排气管线5外排。
24.如附图1所示,气相外排管线21上固定安装有取样口12和温度计13。在线氧分析仪14出现故障的情况下,人为通过取样口12对回收乙炔气进行含氧分析,防止氧含量高于0.9%影响系统安全平稳运行。
25.以上技术特征构成了本实用新型的最佳实施例,其具有较强的适应性和最佳实施效果,可根据实际需要增减非必要的技术特征,来满足不同情况的需求。
技术特征:
1.一种乙炔气回收系统长周期安全运行装置,其特征在于包括水环真空泵、汽水分离器、在线氧分析仪、水封罐、u型管和乙炔气柜,汽水分离器的底部进口固定连通有乙炔气输送管线,乙炔气输送管线上固定安装有水环真空泵,汽水分离器的底部还固定连通有排液管线,汽水分离器的顶部出口与u型管的进口之间固定连通有气相外排管线,u型管的出口与乙炔气柜的进口之间固定相连通,u型管的底端与水封罐之间固定连通有排水管线,气相外排管线与乙炔气输送管线之间固定连通有气相回流管线,气相回流管线与u型管进口之间的气相外排管线上固定连通有排气管线,气相回流管线与排气管线之间的气相外排管线上固定安装有在线氧分析仪。2.根据权利要求1所述的乙炔气回收系统长周期安全运行装置,其特征在于水封罐的侧面设有溢流口,溢流口的中心线与水封罐的进口之间的距离大于80cm。3.根据权利要求1或2所述的乙炔气回收系统长周期安全运行装置,其特征在于汽水分离器的顶部固定安装有第一压力表。4.根据权利要求1或2所述的乙炔气回收系统长周期安全运行装置,其特征在于u型管由左至右依次固定安装有第二切断阀、第二压力表和流量计。5.根据权利要求3所述的乙炔气回收系统长周期安全运行装置,其特征在于u型管由左至右依次固定安装有第二切断阀、第二压力表和流量计。6.根据权利要求1或2或5所述的乙炔气回收系统长周期安全运行装置,其特征在于排气管线上自下而上依次固定安装有第一切断阀和阻火器。7.根据权利要求3所述的乙炔气回收系统长周期安全运行装置,其特征在于在线氧分排气管线上自下而上依次固定安装有第一切断阀和阻火器。8.根据权利要求4所述的乙炔气回收系统长周期安全运行装置,其特征在于排气管线上自下而上依次固定安装有第一切断阀和阻火器。9.根据权利要求1或2或5或7或8所述的乙炔气回收系统长周期安全运行装置,其特征在于气相外排管线上固定安装有取样口和温度计。10.根据权利要求3所述的乙炔气回收系统长周期安全运行装置,其特征在于气相外排管线上固定安装有取样口和温度计。
技术总结
本实用新型涉及乙炔气回收系统技术领域,是一种乙炔气回收系统长周期安全运行装置,包括水环真空泵、汽水分离器、在线氧分析仪、水封罐、U型管和乙炔气柜,汽水分离器的底部进口固定连通有乙炔气输送管线,乙炔气输送管线上固定安装有水环真空泵,汽水分离器的底部还固定连通有排液管线,汽水分离器的顶部出口与U型管的进口之间固定连通有气相外排管线,U型管的出口与乙炔气柜的进口之间固定相连通。本实用新型结构合理而紧凑,使用方便,利用水封罐将管道内积水排放干净,防止水分进入在线氧分析仪影响氧含量分析结果,同时用水封阻止乙炔气外溢,具有安全、省力、简便、高效的特点。高效的特点。高效的特点。
技术研发人员:刘凯 秦宏伟 熊峰 王世刚 袁金华
受保护的技术使用者:新疆圣雄氯碱有限公司
技术研发日:2021.06.16
技术公布日:2021/12/14