1.本发明设计制砖技术领域,尤其是一种铜冶炼制砖机上料系统及其制砖机制砖方法。
背景技术:
2.铜冶炼技术历史悠久,中国经济在高速发展中对于铜产品的需求也在不断的提高,铜冶炼时会产生大量的炉渣,炉渣中含有烟尘灰、焙烧末等危废,此危废可作为继续烧结的原料,而传统的均是通过浸法来提取烟尘灰、焙烧末中的金属,这样烟尘灰与焙烧末中的金属不能完全提炼出,造成很大的麻烦还会造成环境污染,本发明是将烟尘灰与焙烧末等危废进行混合之后在压制成砖块形状,在铜冶时将此砖块放进炉子里进行作为燃料进行燃烧。
技术实现要素:
3.本发明的目的在于提供一种自动化制砖、生产效率高、自动称重物料的铜冶炼制砖机上料系统及其制砖机制砖方法。
4.为达到发明目的本发明采用的技术方案是:一种铜冶炼制砖机上料系统,包括配料储存部、输送部、物料搅拌部和制砖机,所述配料储存配料储存部分为主料仓与辅料仓,所述配料储存部位于所述输送部上方,所述输送部将所述配料储存部的物料输送到所述物料搅拌部内,所述物料搅拌部将搅拌之后的物料输送到制砖机内。
5.作为优选,所述主料仓内设置铜冶炼车间产生的烟尘灰和焙烧末,所述辅料仓内为铜冶炼车间产生的精炼渣储料仓、煤粉储料仓与杂料储料仓,所述主料仓位于刮板输送机下方,刮板输送机由多组输送机组成,所述辅料仓与可滑动调整的输送架连接,输送架用于输送装卸车所倾倒不同的上述物料。
6.作为优选,所述主料仓与辅料仓底部设置出口流量调节阀,所述出口流量调节阀下方设置计量皮带,所述计量皮带称重后送至汇总皮带内。
7.作为优选,所述输送部由汇总皮带与螺旋上料提升机组成,汇总皮带将混合的物料运送到螺旋上料提升机上,所述螺旋上料提升机装有用于方便收集物料的锥形仓。
8.作为优选,所述物料搅拌部设有双轴搅拌机与水泥称量斗,水泥称量斗将称量后的物料送入到双轴搅拌机内,所述双轴搅拌机内通过水管注水,物料注水之后通过双轴搅拌机搅拌,所述锥形仓内设置有连接电机的破碎轴,所述破碎轴上设有若干个用于破碎的叶片。
9.作为优选,上述所述的物料搅拌部将搅拌后的物料通过皮带输送到所述制砖机的料斗内。
10.作为优选,所述的制砖机制砖方法的制砖步骤:a、将铜冶炼车间产生的烟灰尘与焙烧末进行收集,同时精炼渣、煤粉和杂料进行收集并装车:
b、将烟灰尘和焙烧末通过刮板输送机输送到主料仓内,将精炼渣、煤粉和杂料通过自卸车倾倒并通过可移动的输送架分别输送到精炼渣储料仓、煤粉储料仓与杂料储料仓内;c、主料仓和辅料仓底部的出口流量调节阀定量计量,将所述的物料输送到汇总皮带上;d、物料通过螺旋上料提升机输送到双轴搅拌机内顶部的水泥计量斗内,同时向双轴搅拌机内加水和水泥;e、搅拌后的混合料通过皮带输送到制砖机内进行制砖,制砖机制砖之后进行出砖码垛。
11.作为优选,所述的制砖步骤:a、将铜冶炼车间产生的烟灰尘与焙烧末进行收集,同时精炼渣、煤粉和杂料进行收集并装车:b、将烟灰尘和焙烧末通过刮板输送机输送到主料仓内,将精炼渣、煤粉和杂料通过自卸车倾倒并通过可移动的输送架分别输送到精炼渣储料仓、煤粉储料仓与杂料储料仓内;c、主料仓和辅料仓底部的出口流量调节阀定量计量,将所述的物料输送到汇总皮带上;d、物料通过螺旋上料提升机输送到双轴搅拌机内顶部的水泥计量斗内,同时向双轴搅拌机内加水和水泥;e、搅拌后的混合料通过皮带输送到制砖机内进行制砖,制砖机制砖之后进行出砖码垛。
12.作为优选,所述的杂料储料仓内的杂料为碎石渣。
13.作为优选,所述制砖机的挤出压力为16
‑
20mpa,功率为55千瓦,成型块数为26块每个模具,所述双轴搅拌机的转速为50
‑
60转每分钟。
14.本发明具有显著的技术效果:一是配料储存部的主料仓与辅料仓,通过输送机与装卸车进行装卸输送,这样提高物料输送的效率,加快生产节奏;二是通过配料储存部的自动称重设计,可以根据配料单进行配料比重的选取,这样制造的砖瓦强度最高;三是通过输送部的螺旋上料提升机将物料进行输送更加地稳定输送,螺旋状设计防止物料堵塞在管壁上。
附图说明
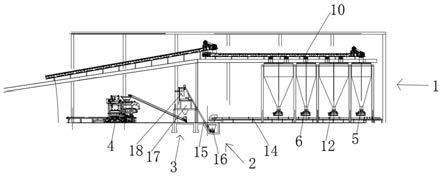
15.图1是本发明的结构示意图。
16.图2是本发明的配料存储和输送示意图。
17.图3为本发明的工艺流程结构示意图。
18.图4为本发明的锥形斗侧面和顶面视图。
19.图5为本发明的双轴搅拌机内双轴辊结构示意图。
20.图中:1、配料储存部;2、输送部;3、物料搅拌部;4、制砖机;5、主料仓;6、辅料仓;7、精炼渣储料仓;8、煤粉储料仓;9、杂料储料仓;10、刮板输送机;11、输送架;12、出口流量调节阀;13、计量皮带;14、汇总皮带;15、螺旋上料提升机;16、锥形仓;17、双轴搅拌机;18、水
泥称量斗;19、破碎轴;20、叶片。
具体实施方式
21.下面结合具体实施例来对本发明进行进一步说明,但并不将本发明局限于这些具体实施方式。本领域技术人员应该认识到,本发明涵盖了权利要求书范围内所可能包括的所有备选方案、改进方案和等效方案。
22.参照图1
‑
5,一种铜冶炼制砖机上料系统,包括配料储存部1、输送部2、物料搅拌部3和制砖机4,所述配料储存配料储存部1分为主料仓5与辅料仓6,所述配料储存部1位于所述输送部2上方,所述输送部2将所述配料储存部1的物料输送到所述物料搅拌部3内,所述物料搅拌部3将搅拌之后的物料输送到制砖机4内,具体的配料储存部1分为主料仓5与辅料仓6,主料仓5放置有制砖的主要原料,构成砖瓦的基本骨型,辅料仓6内放置有辅料例如精炼渣、煤粉与杂料,用于增加砖瓦的强度,增加砖瓦的抗压能力,物料搅拌部3用于将主料仓5与辅料仓6内物料加入水和水泥后进行混合搅拌,在将混合后的物料通过出料皮带输送到制砖机内进行制砖,制砖机4为市场上购买的免烧砖机,并出砖码垛。
23.进一步优选,所述主料仓5内设置铜冶炼车间产生的烟尘灰和焙烧末,所述辅料仓6内为铜冶炼车间产生的精炼渣储料仓7、煤粉储料仓8与杂料储料仓9,所述主料仓5位于刮板输送机10下方,刮板输送机10由多组输送机组成,所述辅料仓6与可滑动调整的输送架11连接,输送架11用于输送装卸车所倾倒不同的上述物料,具体的主料仓5内设置铜冶炼车间产生的烟尘灰和焙烧末,烟尘灰与焙烧末的作用相同,可以混合使用,将铜冶炼车间产生的废料进行回收再利用,有效节省资源,辅料仓6内为铜冶炼车间产生的精炼渣与煤粉,辅料起到增强砖瓦强度与粘结度等,上述均为含铜的物料,烟尘灰与焙烧末、精炼渣、煤粉与杂料的配重比为0.5:0.15:0.1:0.25:经过多次试验此种配重比的砖瓦强度最高。
24.进一步优选,所述主料仓5与辅料仓6底部设置出口流量调节阀12,所述出口流量调节阀12下方设置计量皮带13,所述计量皮带13称重后送至汇总皮带14内,主料仓5与辅料仓6底部设有出口流量调节阀12,用于控制物料流出的流量,而计量皮带13用于统计物料的重力,便于统计制砖的产出与配料。
25.进一步优选,所述输送部2由汇总皮带14与螺旋上料提升机15组成,汇总皮带14将混合的物料运送到螺旋上料提升机15上,所述螺旋上料提升机15装有用于方便收集物料的锥形仓16,所述锥形仓16内设置有连接电机的破碎轴19,所述破碎轴19上设有若干个用于破碎的叶片20,具体的汇总皮带14将物料进行汇总输送,汇总皮带14将混合的物料运送到螺旋上料提升机15上,螺旋上料提升机15上设有锥形仓16,锥形仓16方便物料的运送,防止物料输送时侧漏,破碎轴19呈锥形设计,破碎轴19上设有用于破碎的叶片20,这样当物料输送时,破碎轴19转动,对于一些凝块的煤粉团或者结块的精炼渣起到很好地破碎效果,而叶片20设计类似螺旋桨,这样在破碎时还有助于加速物料进入到螺旋上料提升机15,更加方便高效,而本发明的螺旋上料提升机15的转速为60
‑
140转每分钟,且可以根据物料的运载量进行转速的调整或者更换不同螺旋上料提升机15。
26.进一步优选,所述物料搅拌部3设有双轴搅拌机17与水泥称量斗18,水泥称量斗18将称量后的物料送入到双轴搅拌机17内,所述双轴搅拌机17内通过水管注水,物料注水之后通过双轴搅拌机17搅拌,具体的双轴搅拌机17为现有的机械设备,可以将物料充分搅拌,
在搅拌时加入水泥和水进行混合,使物料搅拌成混凝土状,本发明的双轴搅拌机17的转速为50
‑
60转每分钟,这样保证双轴搅拌机17充分搅拌物料,双轴搅拌机17在将物料边搅拌的同时边进行物料的输送。
27.进一步优选,上述所述的物料搅拌部3将搅拌后的物料通过出料皮带输送到所述制砖机4的料斗内,具体的出料皮带将物料进行输送到制砖机4内,制砖机4为现有技术,为本公司购买的免烧砖机,制砖之后进行码垛,本发明的制砖机4挤出压力为16
‑
20mpa,传动方式为液压,总功率(含搅拌机)55千瓦,成型块数为26块每个模具,挤出的压力可根据所需要挤出的砖块的种类进行调整,调整制砖机的额定压力即可完成挤出压力的调整。
28.进一步优选,一种铜冶炼制砖机上料系统的制砖机制砖方法,所述的制砖步骤:a、将铜冶炼车间产生的烟灰尘与焙烧末进行收集,同时精炼渣、煤粉和杂料进行收集并装车:b、将烟灰尘和焙烧末通过刮板输送机10输送到主料仓5内,将精炼渣、煤粉和杂料通过自卸车倾倒并通过可移动的输送架11分别输送到精炼渣储料仓7、煤粉储料仓8与杂料储料仓9内;c、主料仓5和辅料仓6底部的出口流量调节阀12定量计量,将所述的物料输送到汇总皮带14上;d、物料通过螺旋上料提升机15输送到双轴搅拌机17内顶部的水泥计量斗内,同时向双轴搅拌机17内加水和水泥;e、搅拌后的混合料通过出料皮带输送到制砖机4内进行制砖,制砖机4制砖之后进行出砖码垛,在接到制砖成型岗位送料要求后,开动提升机物料送入搅拌机,同时按配料单要求把水秤称量好的水和水泥也一起加入搅拌机,启动搅拌机搅拌30秒把物料搅拌均匀,打开双轴搅拌机出料口,把搅拌好的物料通过出料皮带运输机送到制砖机缓存仓。
29.进一步优选,所述的杂料储料仓9内的杂料为碎石渣,杂料储料仓9内的杂料为碎石渣,可以增加砖瓦的强度与粘度,增强砖瓦的抗压性。
30.进一步优选,所述制砖机4的挤出压力为16
‑
20mpa,功率为55千瓦,成型块数为26块每个模具,所述双轴搅拌机17的转速为50
‑
60转每分钟,此种方式制砖的效率最快,且调整电压可以调整制砖机4的挤出压力。