1.本发明涉及一种喷雾焙烧法废酸再生技术领域,尤指一种焙烧炉安全结构及补修工法。
背景技术:
2.一般从不锈钢制程中酸洗线所排出的废混酸经过滤、预浓缩和加压后,会从习式焙烧炉9顶部的喷枪91喷入于炉内,如图5所示者;而炉身中段周围则设有数个燃烧器92以对炉内的酸雾进行喷火燃烧,致炉顶93温度约303℃、炉中段处94温度约634℃、炉底95温度约363℃,且炉内整体负压控制至-0.4kpa,使废混酸因在该习式焙烧炉9内喷雾焙烧所产生汽化后的水、游离酸会从炉顶93的通道排出,而炉内的反应化学式如[化1]及[化2]所示,其焙烧所产生的金属氧化物则输送至炉底95的出料口排出,二者均经另为处理后,可回收再利用。
[0003]
[化1]
[0004]
h2o(1)
→
h2o(g)
[0005]
huo3(aq)
→
hno3(g)
[0006]
hf(aq)
→
hf(g)
[0007]
[化2]
[0008]
2fef3+3h2o
→
fe2o3+6hf
[0009]
2hno3→
no2+no+o2+h2o
[0010]
no2→
no+1/2o2[0011]
而现有习式焙烧炉9的炉体钢板系使用20mm厚的1.4876高镍不锈钢(即incoloy 800)板焊接而成,其为炉壁厚度均一的焙烧炉,但使用数年后却发现在炉底95的外部观测到有大量的氧化铁粉,当停炉检查炉顶93、炉中段处94、炉底95时,发现炉中段处94与炉底95的转折处96变薄而形成应力腐蚀现象,而导致裂开影响使用。
[0012]
分析该焙烧炉体腐蚀变薄的主要原因,系因为焙烧废混酸所生成的氧化铁粉大部分长时间停留在炉底95内,因这些氧化铁粉内含有少量的硝酸、氢氟酸,因其尚未完全被蒸发,让这些位于炉底95的氧化铁粉尚残留氟离子,且在高温条件下造成加成作用,而进一步快速腐蚀炉底95的钢板。
技术实现要素:
[0013]
因此,必须对现有习式焙烧炉进行保修及其结构改良,而现有习式焙烧炉存在如下问题点:(1)炉体容易快速变薄、(2)炉体整修不容易、(3)难以预测及检修、(4)整体更换成本太高、(5)相异材质结合困难。
[0014]
缘此,鉴于前述现有习式焙烧炉存在问题点,故本发明人乃穷极心思开发出一种废酸回收焙烧炉安全结构及补修工法,故本发明的主要目的在于:提供一种轻量化、低成本及耐用的一种废酸回收焙烧炉的安全结构;本发明的次要目的在于:提供低成本、延长焙烧
炉使用寿命又兼顾到安全性的一种废酸回收焙烧炉安全补修工法。
[0015]
为达上述目的,本发明运用如下技术手段:关于本发明废酸回收焙烧炉安全结构,包含有:一炉底,由耐热及耐蚀钢材所制作且更包含有一底板及一炉壁,且该底板与炉壁形成一转折处,且在该转折处接设有一内衬环,其中该内衬环的底圆周接设于该底板,而该内衬环的顶圆周接设于该壁板,又该内衬环与底板设为相异材质,而该内衬环与壁板设为相异材质;一炉中间层,由耐热及耐蚀钢材所制作,且将该炉中间层结合于该炉底上方处;及一炉顶,由耐热及耐蚀钢材所制作,且将该炉顶结合于该炉中间层上方处;凭借将该炉底、炉中间层、炉顶具设为互为相异材质的结合,以制作出强化炉体整体结构安全的焙烧炉。
[0016]
所述该炉底、炉中间层、炉顶具设为相同壁厚。
[0017]
所述该炉底具有第一壁厚(t1),而该炉中间层具有第三壁厚(t3),该炉顶则具有第四壁厚(t4),又t1》t3》t4。
[0018]
所述该炉底更包含有一炉底上层及一炉底下层,其中该炉底上层结合于该炉底下层的上方处,且该炉底上层、炉底下层设为不相同外径大小;又其中该炉底上层更包含有该底板及该壁板,且该炉底下层及该底板具有该第一壁厚(t1),而,且该壁板与该内衬环则都设为具有第二壁厚(t2),又t1》t2》t3》t4。
[0019]
其中另设有一管通道接设于该炉顶的炉罩层,而该管通道具有第五壁厚(t5)的耐热及耐蚀钢材所制作而成,又t1》t2》t3》t4》t5。
[0020]
其中依据2.5~3年的试验运数据,在壁厚变薄至少一半以上的区域以数块耐热及耐蚀钢材的修补板材进行焊接结合。
[0021]
所述该耐热及耐蚀钢材设为inconel 316l、inconel 625或inconel 800的材料,又将该第一壁厚(t1)设为20mm、该第二壁厚(t2)设为14mm、该第三壁厚(t3)设为12mm、该第四壁厚(t4)设为10mm、该第五壁厚(t5)设为8mm。
[0022]
关于本发明废酸回收焙烧炉安全补修工法,包含有:一炉身检测步骤,是以观察或仪器测量获知焙烧炉壁厚变薄至少一半以上的区域;一取修补板材步骤,取数块耐热及耐蚀钢材的修补板材,且该修补板材与原炉的材料相同;及一焊接结合步骤,是将该数块修补板材焊接并填满于炉壁变薄区域;凭借上述步骤,提供以低成本的补修方式来延长焙烧炉的使用寿命。
[0023]
所述该废酸回收焙烧炉安全补修工法另包含有一焊道检测步骤,其中该焊道检测步骤是以渗透检验法来检测该焊接结合步骤中的所有焊道。
[0024]
所述该修补板材的长宽尺寸设为900mm*900mm,而该修补板材的材料选用inconel 316l、inconel 625或inconel 800的材料。
[0025]
凭借上述技术手段,本发明可以达成如下功效:
[0026]
本发明焙烧炉体安全结构系运用不同壁厚的炉底、炉中间层、炉顶所构成,在不容易腐蚀部位使用相对较薄的钢材,在容易腐蚀部位使用相对较厚的钢材,使用内衬环保护炉底的转折处,使其无法形成应力腐蚀,据以提供低成本、轻量化,并兼顾到炉体整体结构安全运作,以符合法规要求的焙烧炉。
[0027]
本发明焙烧炉安全补修工法系提供观测废气抽风机的负压变化,可快速检测炉体变薄部位,且使用数块耐热耐蚀的板材以焊接方式局部修补焙烧炉,以维持炉体整体结构安全运作以符合法规要求,以避免焙烧炉做整体汰换,而大幅降低维修费用。
[0028]
本发明提供兼顾结构安全及轻量化的焙烧炉安全结构,在不容易腐蚀部位使用相对较薄的钢材,在容易腐蚀部位使用相对较厚的钢材,且以本发明焙烧炉安全补修工法提供周期性修补炉体的简便工法,可多次延长焙烧炉的使用寿命,同时节省物料资源而具环保效能。
附图说明
[0029]
图1是本发明废酸回收焙烧炉安全结构的立体外观图。
[0030]
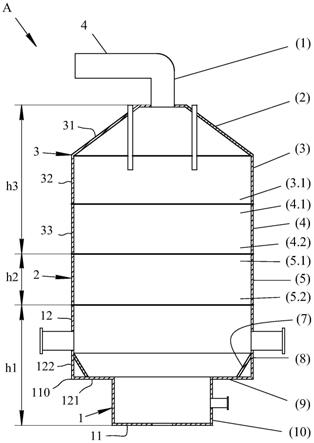
图2是本发明废酸回收焙烧炉安全结构的剖视外观图。
[0031]
图3是本发明废酸回收焙烧炉安全补修工法的步骤流程图。
[0032]
图4是本发明废酸回收焙烧炉安全补修工法的实施示意图。
[0033]
图5是现有焙烧炉的示意图。
[0034]
附图标记说明:a-焙烧炉安全结构;b-焙烧炉安全补修工法;a-步骤;b-步骤;c-步骤;d-步骤;1-炉底;11-炉底下层;110-转折处;12-炉底上层;121-底板;122-壁板;13-内衬环;2-炉中间层;3-炉顶;31-炉罩层;32-炉顶中层;33-炉顶下层;4-管通道;5-变薄区域;6-修补板材;7-焊道;9习式焙烧炉;91喷枪;92燃烧器;93炉顶;94炉中段处;95炉底;96-转折处。
具体实施方式
[0035]
首先,请参阅图1及图2所示,本发明涉及一种废酸回收焙烧炉安全结构a,是将炉体形成层层堆叠的焊接结合结构,且其炉体各层的材料选用可以是相同材质或异材质,也可具有相同壁厚或不同壁厚,以因应不同回收酸的性质,其中该焙烧炉安全结构a包含有:一炉底1、一炉中间层2、一炉顶3或/及管通道4;如图2所示,其中该炉底1定义为h1段,该炉中间层2定义为h2段,该炉顶3定义为h3段,而该管通道4则接设于该炉顶3的上方处,兹分别以以数个实施例说明如下。
[0036]
关于本发明焙烧炉安全结构a的第一实施例,是将该炉底1、炉中间层2、炉顶3具设为互为相同材质结合,且选用耐热及耐蚀的钢材,并将该炉底1、炉中间层2、炉顶3可设为相同的壁厚,而较佳的具体实施方式则将该炉底1的壁厚大于该炉中间层2、炉顶3的壁厚;另于在该炉底1所设一底板121与炉壁122形成一转折处110,且在该转折处110接设有一内衬环13,且该内衬环13的底圆周接设于该底板121,而该内衬环13的顶圆周接设于该壁板122,又该内衬环13与底板121设为相异材质,而该内衬环13与壁板122设为相异材质,以制作出强化炉体整体结构安全的焙烧炉;特别一提,前述耐热及耐蚀的钢材选用具有高度耐腐蚀的inconel(铬镍铁合金)316l、inconel 625或inconel 800等的英高镍合金钢板材料。
[0037]
关于本发明焙烧炉安全结构a的第二实施例,该第二实施例与该第一实施例具有相同的炉体结构,两者的差异为该第二实施例是将该炉底1、炉中间层2、炉顶3具设为互为相异材质结合,且选用具有高度耐腐蚀的inconel 316l、inconel625或inconel 800等的英高镍合金钢板材料,其中将三者依耐蚀性能排列,该inconel 625优于该inconel 800,该inconel 800优于该inconel 316l。
[0038]
关于本发明焙烧炉安全结构a的第三实施例,是将该炉底1、炉中间层2、炉顶3设为不相同的壁厚;其中将所述该炉底1系使用具有第一壁厚(t1)的耐热及耐蚀钢材所制作而
成,且该炉底1更包含有一炉底上层12及一炉底下层11,其中该炉底上层12焊接结合于该炉底下层11的上方处,且该炉底上层12、炉底下层11设为不等径大小。
[0039]
另于该炉底上层12更包含有一转折处110、一底板121及一壁板122,且该转折处110由该底板121、壁板122结合而成,又在该转折处110接设有一内衬环13,而该内衬环13也使用耐热及耐蚀钢材所制作而成,且具有保护该转折处110的作用,免于该转折处110因接触酸介质形成应力腐蚀而受损;进一步,该炉底下层11及该底板121具有第一壁厚(t1),而该壁板111与该内衬环110都设为具有第二壁厚(t2),而该第二壁厚(t2)介于该第一壁厚(t1)、第三壁厚(t3)之间。
[0040]
所述该炉中间层2系使用具有第三壁厚(t3)的耐热及耐蚀钢材所制作而成,且该炉中间层2系焊接结合于该炉底1上方处,而该第三壁厚(t3)小于该炉底1的第一壁厚(t1)。
[0041]
所述该炉顶3系使用具有第四壁厚(t4)的耐热及耐蚀钢材所制作而成,且该炉顶3焊接结合于该炉中间层2上方处,而该第四壁厚(t4)小于该炉中间层2的第三壁厚(t3);进一步,该炉顶3更包含有一炉罩层31、一炉顶中层32及一炉顶下层33,其中该炉罩层31焊接结合于该炉顶中层32的上方处,而该炉顶中层32又焊接结合于该炉顶下层33的上方处。
[0042]
所述该管通道4系焊接结合于该炉顶3的炉罩层31,系作为喷雾焙烧所产生汽化后的水、游离酸的通道,而该管通道4具有第五壁厚(t5)的耐热及耐蚀钢材所制作而成,且该第五壁厚(t5)小于该第四壁厚(t4)。
[0043]
鉴于焙烧炉下方处容易腐蚀而受损,故本发明焙烧炉安全结构a主要是将具不同炉壁厚度的炉底1、炉中间层2、炉顶3或/及管通道4等焊接结合一起,且特别将本发明焙烧炉由下至上将其厚度递减(t1》t2》t3》t4》t5),以制作出低成本、轻量化,并兼顾到炉体整体结构安全运作的焙烧炉;其中又将上述耐热及耐蚀钢材较佳则选用具有高度耐腐蚀的inconel 316l、inconel 625或inconel 800等的英高镍合金钢板材料,较佳的材料及厚度选用如底下表1所示,即将该第一壁厚(t1)较佳设为20mm,而该第二壁厚(t2)较佳设为14mm,而该第三壁厚(t3)较佳设为12mm,而该第四壁厚(t4)较佳设为10mm,而该第五壁厚(t5)较佳设为8mm。
[0044]
表1
[0045][0046]
请参阅图3及图4所示,关于本发明废酸回收焙烧炉安全补修工法b,主要提供对针对焙烧炉的炉壁变薄区域5进行修补,以免除焙烧炉作整体更换,其包含有:一炉身检测步骤a、一取修补板材步骤b、一焊接结合步骤c或/及一焊道检测步骤d。
[0047]
所述该炉身检测步骤a是以观察或仪器测量获知焙烧炉壁厚变薄至少一半以上的区域;其中观察方式则以观察到废气抽风机运转功率提高,从82%提高至90%,并在炉底95的外部观测到有大量的氧化铁粉;而仪器测量式则停炉并以超音波测厚仪检查该炉顶93、该炉中段处94、该炉底95的壁厚。
[0048]
所述该取修补板材步骤b取数块耐热及耐蚀钢材的修补板材6,且该修补板材6最好与原炉的材料相同;进一步,该修补板材6的长宽尺寸设为900mm*900mm,且从炉门搬运入炉内后进行贴附焊接,而该修补板材6的材料选用inconel 316l、inconel 625或inconel 800等的英高镍合金材料。
[0049]
所述该焊接结合步骤c,是将该数块修补板材6焊接并填满排列于该炉壁变薄区域5,如图4所示,并采用直流电焊机施工,且所使用焊条为gnc112-4.0mm的镍基焊条;换言之,将焊道7布满于该数块修补板材6周围及间隙;特别一提,该炉壁变薄区域5可能是整层炉壁或炉体的局部部位。
[0050]
所述该焊道检测步骤d是以非破坏性检测的渗透检验法(penetrant testing,简称pt)来检测该焊接结合步骤c中的所有焊道7,以确保所修补部位的安全。
[0051]
凭借上述步骤,提供以低成本、周期循环的补修方式来延长焙烧炉的使用寿命,以降低焙烧设备的维护成本、节省资源物料及环保需求;进一步,将本发明焙烧炉安全结构a实际投产并试验共三年时间,其中经过近两年(时间t~时间t2)后,定期每一个半月以超音波测厚仪择期对炉体部位进行壁厚测量,获得如底下表2及表3所示的壁厚测量数据(单位:mm),其中表3系延续表2并增加了(3.1)、(4.1)、(4.2)、(5.1)、(5.2)的炉体部位壁厚检测部
位,而表2及表3的斜线处代表该炉体部位无须测量。
[0052]
表2
[0053][0054]
表3
[0055][0056][0057]
经由上述表2及表3可以获知,投产试验运转中的本发明焙烧炉,以该底板121、该
内衬环13等部位腐蚀变薄速度较快,约运转使用2年时间(时间t~时间t2),让该底板121由原始厚度20mm剩0.5mm,而该内衬环13由原始厚度14mm剩3mm,故可以本发明焙烧炉安全补修工法b针对该底板121、内衬环13等部位以inconel 625材质的数块修补板材6进行焊接修补,修补至该底板121、内衬环13的厚度恢复至10.8mm,约再经过1年(时间t3~时间t9)运转使用,该底板121厚度还尚有10mm、内衬环13厚度尚有10mm,故周期使用本发明焙烧炉安全补修工法b确实可多次延长焙烧炉的使用寿命,避免汰换整个焙烧炉。
[0058]
同理,本发明焙烧炉的壁厚检测第(3.1)项,即炉顶中层32离下焊道10公分处也容易变薄,约试验运转使用2.5年时间(时间t~时间t8),该部位由原始10mm剩5mm,故此时可用本发明焙烧炉安全补修工法b来进行修补,换言之,本发明焙烧炉安全补修工法b不仅适用本发明焙烧炉,也适用其他习式焙烧炉的修补;再经由上述表2及表3可以获知,该炉底1的转折处110经使用运转3年(时间t~时间t9),未有因应力腐蚀而裂开破损的情况,故本发明焙烧炉的内衬环13结构,确实对该转折处110起了保护作用。
[0059]
而且,以本发明焙烧炉安全补修工法b针对炉底1变薄的炉底1部位使用inconel 625材质的修补板材6进行修补后,让其恢复至10.7mm厚度,且经修补后试验运转使用约1年多(时间t3~时间t9)后,该厚度还尚有10.4mm,可知经过本发明焙烧炉安全补修工法b修补后的部位,其腐蚀变薄的速度比原先慢,故本发明焙烧炉安全补修工法b是业界修补焙烧炉的最佳简便工法。
[0060]
因此,将本发明焙烧炉从实际投产,经由三年试验(时间t~时间t9),确实可发现焙烧炉炉底1腐蚀变薄的速度比较快,其次是该炉顶3,而该炉中间层2则几乎不受到酸腐蚀的影响,故本发明第三实施例以相异材质、不同厚度的炉层,以及在炉内的转折处110设置该内衬环13等的结构可作为强化焙烧炉炉体结构安全的较佳解决方案。