1.本发明涉及高分子改性及材料加工领域,具体是一种高粘结性聚丙烯复合材料及其制备方法。
背景技术:
2.聚丙烯树脂(简称pp)具有优良的物理机械性能,且质量轻、成本低、原材料来源广泛,而在各行业中得到广泛的使用。而因自身分子链特性,导致聚丙烯树脂具有较低的表面能和极性,难以与钢铁、铝、铜等金属骨架材料有效粘合,限制了聚丙烯材料在汽车、家电、建筑、能源等方面的应用。
技术实现要素:
3.有鉴于此,本发明提供一种高粘结性聚丙烯复合材料及其制备方法,以解决上述背景技术中提出的问题,在不影响复合材料力学性能的前提下,提高其与金属材料的粘结性。
4.为实现上述目的,本发明提供如下技术方案:
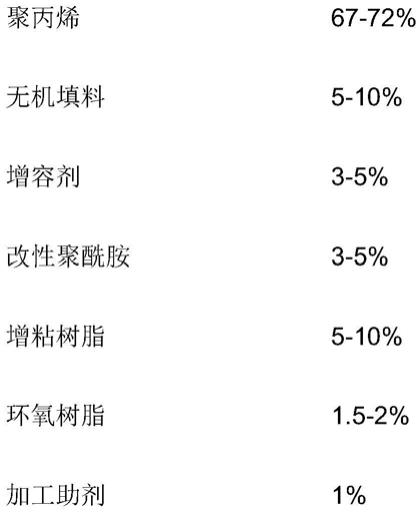
5.本发明一方面公开了一种高粘结性聚丙烯复合材料,其由以下组分按照质量百分比制备而成:
[0006][0007][0008]
作为本发明进一步的方案:所述的聚丙烯为高结晶的共聚聚丙烯树脂,在温度为230℃、载荷为2.16kg的测试条件下,其熔体流动速率为5-100g/10min。
[0009]
作为本发明进一步的方案:所述无机填料为滑石粉、碳酸钙、云母粉、硅灰石、高岭土中的至少一种。
[0010]
作为本发明进一步的方案:所述的增容剂为马来酸酐接枝物、顺丁烯二酸酐、丙烯酸酯中的至少一种。
[0011]
作为本发明进一步的方案:所述改性聚酰胺为二聚酸型聚酰胺、脂肪酸二聚体、有机胺、聚酰亚胺中的至少一种。
[0012]
作为本发明进一步的方案:所述增粘树脂包括无定型聚丙烯、无定型聚α烯烃、石油树脂中的至少一种。
[0013]
作为本发明进一步的方案:所述加工助剂包括过氧化物、抗氧剂、光稳定剂、吸酸剂、分散剂。
[0014]
作为本发明进一步的方案:所述弹性体为苯乙烯-丁二烯-苯乙烯三嵌段共聚物、氢化苯乙烯-丁二烯-苯乙烯三嵌段共聚物、聚醋酸乙烯、乙烯-醋酸乙烯共聚物、三元乙丙橡胶、热塑性聚烯烃弹性体中的至少一种。
[0015]
本发明另一方面公开了如上述的一种高粘结性聚丙烯复合材料的制备方法,包括以下步骤:
[0016]
按照质量百分比称取所有组分,并投入高速混合锅中混合3-5min,得到混合均匀的预混物;
[0017]
将所述预混物加到同向啮合的双螺杆挤出机中进行塑化共混、分布、冷却、干燥、切粒,即得高粘结性聚丙烯复合材料。
[0018]
作为本发明进一步的方案:所述双螺杆挤出机的各区温度为200℃-220℃,螺杆转速为500-600r/min,真空度在0.08mpa以上。
[0019]
与现有技术相比,本发明的有益效果是:
[0020]
通过本发明提供的方法所得到的改性聚丙烯材料,其与金属材料之间的粘合性能高,而不需要对金属进行复杂的表面预处理,如喷砂、刻蚀、电镀等,拓宽了高粘结性聚丙烯材料的应用范围;本发明中所得到的改性聚丙烯材料,其物理机械性能均衡,可以适用于不同的加工工艺,如挤出成型、注塑成型、喷塑成型等。
[0021]
环氧树脂分子链上的极性基团可以增加改性聚丙烯树脂金属表面的浸润性,进而在聚丙烯树脂与金属材料之间形成牢固的界面层。弹性体一方面调整聚丙烯基体的性能,另一方面与增容剂一起改善聚丙烯基体中各组分之间的相容性。增粘树脂、环氧树脂、改性聚酰胺具有协同作用,共同促进改性聚丙烯材料金属材料的粘结性。
[0022]
几种不同的聚丙烯脂复配使用的目的是为了均衡最终所得到的聚丙烯复合材料的性能,使聚丙烯复合材料可以满足与不同金属材料的粘合及在不同条件下使用。具体来说,不同的应用场合对复合材料的性能要求不一样,一方面若产品为挤出成型,则需要较低的流动性,若产品为注塑成型,则需要较高的流动性;另一方面,针对产品对材料性能的不同要求,可以通过调整聚丙烯树脂的复配比例来获得满足不同标准要求的复合材料。
具体实施方式
[0023]
为了便于理解本发明,下面将结合具体的实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
[0024]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的
技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
[0025]
以下实施例和对比例中采用的原料具体信息如下:
[0026]
聚丙烯树脂1:bx3900(韩国sk集团)、聚丙烯树脂2:bx3920(韩国sk集团)、聚丙烯树脂3:sp179(齐鲁石化);
[0027]
弹性体1:poe xus58750(美国陶氏化学集团),弹性体2:epdm 3112pm(三井化学);
[0028]
无机填料为滑石粉,htpultra5l(imifabi);
[0029]
增容剂1:聚丙烯接枝马来酸酐ca100(法国阿科玛),增容剂2:poe-g-mah hs2-002a(广东合诚化学);
[0030]
改性聚酰胺,采用二聚酸型聚酰胺,6239(上海汉高股份有限公司);
[0031]
增粘树脂1:c5石油树脂(瑞科化工有限公司),增粘树脂2:古马隆树脂(瑞科化工有限公司);
[0032]
环氧树脂为环氧树脂,b203(烟台英格莎化工科技有限公司);
[0033]
加工助剂中包括:
[0034]
过氧化物,过氧化二碳酸二环己酯,牌号dcpd(上海顿美新材料科技有限公司)、抗氧剂1010(巴斯夫股份有限公司)、
[0035]
抗氧剂168(巴斯夫股份有限公司)、
[0036]
光稳定剂3808pp5(美国氰特化工)、
[0037]
吸酸剂,选用硬脂酸钙,g120(安徽沙丰新材料有限公司)、
[0038]
聚烯烃用分散剂,tr451(美国道康宁);
[0039]
所有材料均为市售常规常用产品。
[0040]
可以理解的是,以上原料试剂仅为本发明一些具体实施方式的示例,使得本发明的技术方案更加清楚,并不代表本发明仅能采用以上试剂,具体以权利要求书中的范围为准。此外,实施例和对比例中所述的“份”,如无特别说明,均指重量份。
[0041]
本发明所记载的任何范围包括端值以及端值之间的任何数值以及端值或者端值之间的任意数值所构成的任意子范围。
[0042]
以下实施例和对比例的制备方法如下:
[0043]
(1)按照质量百分比称取所有组分,并投入高速混合锅中混合3-5min,得到混合均匀的预混物;
[0044]
(2)将所述预混物加到同向啮合的双螺杆挤出机中进行塑化共混、分布、冷却、干燥、切粒,即得高粘结性聚丙烯复合材料。
[0045]
其中,双螺杆挤出机的基础温度β为200℃-220℃,螺杆转速为500-600r/min,真空度在0.08mpa。各组分的添加量如表1所示。
[0046]
表1各实施例和对比例所用组分配比
[0047][0048][0049]
上述实施例和对比例制得的改性聚丙烯材料的性能检测及检测条件如下:材料的密度按照iso 1183-1标准测试,测试条件为23℃,使用酒精密度测试仪;拉伸强度按照iso527-2标准测试,样条形状为哑铃型样条,其中测试速度为50mm/min;弯曲强度、弯曲模量按照iso 178标准测试,其中测试速度为2mm/min,样条形状为长方体样条,样条尺寸为80mm
×
10mm
×
4mm;悬臂梁缺口冲击按照iso 180标准测试,缺口深度为2mm,样条形状为长方体样条,样条尺寸为80mm
×
10mm
×
4mm;熔融指数按照iso 1133-1/2标准测试,测试条件为230℃,2.16kg;改性聚丙烯材料与骨架材料之间的剥离强度按照iso8510-2-2006标准测试,测试速率为100mm/min。
[0050]
实施例1-4和对比例1-2中产品性能,如表2所示。
[0051]
表2产品力学性能及气味测试结果
[0052][0053]
根据表2中的数据可以看到,在改性聚丙烯材料中加入增粘树脂、改性聚酰胺、弹性体及增容剂后,聚丙烯材料与金属材料(钢、铝)的粘结性得到了有效地提高,并且材料综合性能并未受到影响。这主要是因为,改性聚酰胺提高了聚丙烯材料的极性,弹性体及增容剂增加了改性聚丙烯材料中各组分的相容性,增粘树脂在改性聚丙烯材料与金属粘合时提高了界面强度及树脂材料对金属材料的浸润性,使得改性聚丙烯材料-界面-金属之间形成一定的模量梯度,最终提高了改性聚丙烯材料与金属之间的粘结性。
[0054]
虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
[0055]
故以上所述仅为本技术的较佳实施例,并非用来限定本技术的实施范围;即凡依本技术的权利要求范围所做的各种等同变换,均为本技术权利要求的保护范围。