1.本实用新型涉及发热散热设备技术领域,具体为发射散热装置铝型材模具。
背景技术:
2.散热器是用来传导、释放热量的一系列装置的统称,目前散热器主要有采暖散热器、计算机散热器,其中采暖散热器又可根据材质和工作模式分为若干种,计算机散热器可根据用途和安装方法分为若干种。
3.市场上的散热器在生产中的零部件通常使用模具进行批量生产,但生产的模具通常会出现卡和不牢固,导致成型后不能使用,且生产时的冷却效果较低。为此,我们提出发射散热装置铝型材模具。
技术实现要素:
4.本实用新型的目的在于提供发射散热装置铝型材模具,以解决上述背景技术中提出的市场上的散热器在生产中的零部件通常使用模具进行批量生产,但生产的模具通常会出现卡和不牢固,导致成型后不能使用,且生产时的冷却效果较低的问题。
5.为实现上述目的,本实用新型提供如下技术方案:发射散热装置铝型材模具,包括上模具、下模具和多角度散风管道,所述上模具的内侧左端设置有注铝口,且注铝口的外侧四周设置有散热槽,所述上模具的后侧设置有下模具,且下模具的内部左侧设置有冷却槽,所述冷却槽的边缘四周设置有卡合固定边,所述下模具的中心设置有封边块,且封边块的左右两侧设置有定位夹块,所述定位夹块的内侧设置有卡合柱,且卡合柱的下端设置有连接加压槽,所述上模具的内侧中型设置有连接加压块,且连接加压块的内部内侧设置有散风孔,所述连接加压块的外侧四周设置有卡和连接边,所述注铝口的内侧内壁设置有多角度散风管道。
6.优选的,所述上模具通过卡合固定边与下模具构成可拆卸结构,且卡合固定边呈不规则的凹槽状。
7.优选的,所述定位夹块沿下模具的竖直中轴线对称分布有一组,且定位夹块呈“c”字状。
8.优选的,所述上模具与连接加压块之间为固定连接,且上模具通过连接加压块与下模具构成卡合结。
9.优选的,所述多角度散风管道在散风孔的后侧均匀分布,且散风孔呈“田”字状。
10.优选的,内流壁设置有四组,且内流壁在注铝口的内部四周均匀分布。
11.与现有技术相比,本实用新型的有益效果是:该发射散热装置铝型材模具设置有卡合固定边,当使用者使用该种磨具卡合后,由于卡合固定边能将卡合的边缘处封闭,减少融化后的铝材从卡合处流出。
12.由于散风孔呈“田”字状,且多角度散风管道在散风孔后侧固定,当铝材在其内部冷凝后多角度散风管道与散风孔能够使得该铝材成型后呈现出较多的散热通道,达到该铝
材成品的散热目的。
13.由于注铝口内侧均为光滑材质的内流壁,使得融化后的铝材能够沿着内流壁流入模具内部,且倾倒融化后的铝材时携带入内部的空气会沿着边缘处浮起,从而减少成品散热装置内的孔洞。
附图说明
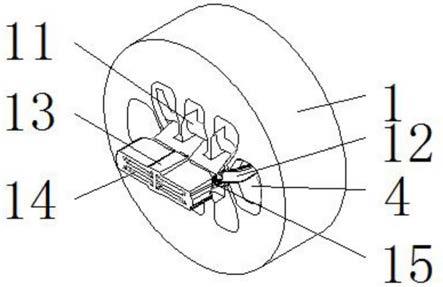
14.图1为本实用新型立体结构示意图;
15.图2为本实用新型下磨具立体结构示意图;
16.图3为本实用新型上磨具立体结构示意图。
17.图中:1、上模具;2、下模具;3、散热槽;4、注铝口;5、卡合固定边;6、连接加压槽;7、封边块;8、冷却槽;9、位夹块;10、卡合柱;11、卡和连接边;12、内流壁;13、连接加压块;14、散风孔;15、多角度散风管道。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1-3,本实用新型提供一种技术方案:发射散热装置铝型材模具,包括上模具1、下模具2和多角度散风管道15,上模具1的内侧设置有注铝口4,且注铝口4的外侧边缘设置有散热槽3,上模具1的后侧设置有下模具2,且下模具2的内部左侧设置有冷却槽8,冷却槽8的边缘四周设置有卡合固定边5,下模具2的中心设置有封边块7,且封边块7的左右两侧设置有定位夹块9,定位夹块9的内侧设置有卡合柱10,且卡合柱10的下端设置有连接加压槽6,上模具1的内侧中型设置有连接加压块13,且连接加压块13的内部内侧设置有散风孔14,连接加压块13的外侧四周设置有卡和连接边11,注铝口4的内侧内壁设置有多角度散风管道15;
20.上模具1通过卡合固定边5与下模具2构成可拆卸结构,且卡合固定边5呈不规则的凹槽状,安装者将上模具1通过呈不规则状的卡合固定边5卡合在下模具2上,当使用者使用该种磨具卡合后,由于卡合固定边5能将卡合的边缘处封闭,减少融化后的铝材从卡合处流出;
21.定位夹块9沿下模具2的竖直中轴线对称分布有一组,且定位夹块9呈“c”字状,安装者将呈“c”字状的定位夹块9固定在下模具2上。当上模具1与下模具2卡合后,上模具1上的连接加压块13前端左右两侧能够卡合在定位夹块9上,从而加固上模具1与下模具2之间的卡合;
22.上模具1与连接加压块13之间为固定连接,且上模具1通过连接加压块13与下模具2构成卡合结,安装者将连接加压块13上模具1通过连接加压块13顶端的凹槽与下模具2的封边块7与卡合柱10卡合,将模具内部密封,使得融化后的铝材能够按照设置好的模型冷凝;
23.多角度散风管道15在散风孔14的后侧均匀分布,且散风孔14呈“田”字状,由于散
风孔14呈“田”字状,且多角度散风管道15在散风孔14后侧固定,当铝材在其内部冷凝后多角度散风管道15与散风孔14能够使得该铝材成型后呈现出较多的散热通道,达到该铝材成品的散热目的;
24.内流壁12设置有四组,且内流壁12在注铝口4的内部四周均匀分布,由于注铝口4内侧均为光滑材质的内流壁12,使得融化后的铝材能够沿着内流壁12流入模具内部,且倾倒融化后的铝材时携带入内部的空气会沿着边缘处浮起,从而减少成品散热装置内的孔洞。
25.工作原理:对于这类的发射散热装置铝型材模具,首先将呈“c”字状的定位夹块9固定在下模具2上,当上模具1与下模具2卡合后,上模具1上的连接加压块13前端左右两侧能够卡合在定位夹块9上,从而加固上模具1与下模具2之间的卡合,将连接加压块13上模具1通过连接加压块13顶端的凹槽与下模具2的封边块7与卡合柱10卡合,由于散风孔14呈“田”字状,且多角度散风管道15在散风孔14后侧固定,当铝材在其内部冷凝后多角度散风管道15与散风孔14能够使得该铝材成型后呈现出较多的散热通道,达到该铝材成品的散热目的,由于注铝口4内侧均为光滑材质的内流壁12,使得融化后的铝材能够沿着内流壁12流入模具内部,且倾倒融化后的铝材时携带入内部的空气会沿着边缘处浮起,从而减少成品散热装置内的孔洞。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.发射散热装置铝型材模具,包括上模具(1)、下模具(2)和多角度散风管道(15),其特征在于:所述上模具(1)的内侧左端设置有注铝口(4),且注铝口(4)的外侧四周设置有散热槽(3),所述上模具(1)的后侧设置有下模具(2),且下模具(2)的内部左侧设置有冷却槽(8),所述冷却槽(8)的边缘四周设置有卡合固定边(5),所述下模具(2)的中心设置有封边块(7),且封边块(7)的左右两侧设置有定位夹块(9),所述定位夹块(9)的内侧设置有卡合柱(10),且卡合柱(10)的下端设置有连接加压槽(6),所述上模具(1)的内侧中型设置有连接加压块(13),且连接加压块(13)的内部内侧设置有散风孔(14),所述连接加压块(13)的外侧四周设置有卡和连接边(11),所述注铝口(4)的内侧内壁设置有多角度散风管道(15)。2.根据权利要求1所述的发射散热装置铝型材模具,其特征在于:上模具(1)通过卡合固定边(5)与下模具(2)构成可拆卸结构,且卡合固定边(5)呈不规则的凹槽状。3.根据权利要求1所述的发射散热装置铝型材模具,其特征在于:定位夹块(9)沿下模具(2)的竖直中轴线对称分布有一组,且定位夹块(9)呈“c”字状。4.根据权利要求1所述的发射散热装置铝型材模具,其特征在于:上模具(1)与连接加压块(13)之间为固定连接,且上模具(1)通过连接加压块(13)与下模具(2)构成卡合结构。5.根据权利要求1所述的发射散热装置铝型材模具,其特征在于:多角度散风管道(15)在散风孔(14)的后侧均匀分布,且散风孔(14)呈“田”字状。6.根据权利要求1所述的发射散热装置铝型材模具,其特征在于:内流壁(12)对称设置有四组,且内流壁(12)在注铝口(4)的内部四周均匀分布。
技术总结
本实用新型公开了发射散热装置铝型材模具,包括上模具、下模具和多角度散风管道,所述上模具的内侧左端设置有注铝口,且注铝口的外侧四周设置有散热槽,所述上模具的后侧设置有下模具,且下模具的内部左侧设置有冷却槽,所述冷却槽的边缘四周设置有卡合固定边,所述下模具的中心设置有封边块,且封边块的左右两侧设置有定位夹块,所述定位夹块的内侧设置有卡合柱。该发射散热装置铝型材模具设置有散风孔,由于散风孔呈“田”字状,且多角度散风管道在散风孔后侧固定,当铝材在其内部冷凝后多角度散风管道与散风孔能够使得该铝材成型后呈现出较多的散热通道,达到该铝材成品的散热目的。的。的。
技术研发人员:陈阿葵 王威虎 吴珊冉 叶作财 周志敏
受保护的技术使用者:佛山市永信模具有限公司
技术研发日:2020.10.21
技术公布日:2022/2/11